Изобретение относится к устройствам подачи деталей с использованием систем вакуумных захватов для межоперационного транспортирования деталей.
Известно устройство для подачи деталей захватными вакуумными камерами, установленными на транспортирующем узле с приводом от гидроцилиндра, имеющими возможность самоустановки относительно поверхности детали и соединенными с вакуумирующей полостью эжектора. При подаче каждой детали захватными вакуумными камерами все устройство перемещается на величину хода транспортирующего узла, ограниченного шагом подачи детали.
Недостатком указанного устройства является наличие транспортирующего узла с величиной хода, ограниченного шагом подачи, исключающим возможность подачи нескольких деталей за один рабочий цикл на расстояние, превышающее ход транспортирующего узла, тем самым снижаются технологические возможности при межоперационной подаче деталей (А. с. СССР 312734, В 23 Q 7/04, 1971).
Наиболее близким из известных технических решений является устройство для подачи деталей, содержащее основание, расположенные на нем вакуумные захваты с рядами сопел, образующими несущую поверхность, установленными на расстоянии, соответствующем размерам подаваемой детали, при этом каждый вакуумный захват выполнен в виде смежно расположенных основной и дополнительной камер, связанных с кулачковым механизмом. При подаче детали вакуумными захватами происходит перехват детали между захватами в момент их полной остановки с последующим транспортированием на величину хода вакуумных захватов, что в целом приводит к снижению средней скорости транспортирования деталей.
Недостатком данного устройства является конструктивное исполнение вакуумных захватов, при котором надежное транспортирование детали возможно только при наличии у нее двух плоских поверхностей, а перехват детали вакуумными захватами происходит в момент полной их остановки, что снижает среднюю скорость транспортирования деталей в устройстве, при этом величина перемещения детали в направлении транспортирования за время перемещения вакуумными захватами на шаг подачи не превышает величину хода вакуумных захватов, что снижает производительность устройства в целом (патент РФ 2147503, В 23 Q 7/04, 20.04.2000).
Данное устройство имеет низкий технический уровень, что обусловлено конструктивным исполнением транспортирующего узла на базе вакуумного захвата, так как подача деталей происходит при перехвате детали между вакуумными захватами с последующим транспортированием на величину хода вакуумных захватов. В результате происходит подача деталей за один рабочий ход на расстояние, не превышающее величину хода транспортирующего узла, тем самым ограничивается шаг подачи детали и снижаются технологические возможности при межоперационной подаче деталей.
Важнейшей задачей данного изобретения является создание новой конструкции транспортирующего узла с новой системой взаимодействия вакуумных захватов с транспортируемыми деталями с поочередным согласованием операций захвата деталей и подачи их за один рабочий ход на величину, превышающую ход транспортирующего узла, работающих в едином цикле с камерой нагнетания, удерживающей детали над несущей поверхностью в период холостого хода цикла за счет поочередного подключения к источнику сжатого воздуха камеры нагнетания посредством устройства подачи сжатого воздуха, что обеспечивает увеличение скорости транспортирования деталей при межоперационной подаче, тем самым повышаются технологические возможности устройства.
Техническим результатом заявленного устройства является новая технологическая схема подачи деталей с рабочим циклом, реализующая новое взаимодействие вакуумных захватов и камеры нагнетания в процессе непрерывной подачи, что обеспечивает надежный захват с непрерывным перемещением деталей на величину, превышающую ход транспортирующего узла, позволяет повысить среднюю скорость транспортирования деталей и расширить функциональные возможности устройства в целом.
Технический результат достигается тем, что устройство для подачи деталей содержит основание, расположенные на нем и соединенные с источником вакуума вакуумные захваты с рядами сопел, образующих несущую поверхность для удержания деталей, и привод возвратно-поступательного движения основания, при этом оно снабжено установленным на основании и связанным с приводом возвратно-поступательного движения транспортирующим узлом, величина хода которого меньше величины подачи детали за один рабочий ход, и выполненной между вакуумными захватами и соединенной с источником сжатого воздуха посредством устройства подачи сжатого воздуха камерой нагнетания с рядом сопел для формирования подъемной силы, величина которой превышает величину притягивающей силы вакуумных захватов, с образованием зоны избыточного давления над несущей поверхностью, при этом вакуумные захваты соединены с источником вакуума посредством выполненных в транспортирующем узле каналов и расположены в нем симметрично относительно камеры нагнетания, а устройство подачи сжатого воздуха выполнено в виде пневмоклапана, датчика ускорения транспортирующего узла для коммутирования источника сжатого воздуха с камерой нагнетания в момент достижения транспортирующим узлом максимальной скорости в направлении транспортирования деталей и элемента задержки времени для отключения камеры нагнетания от источника сжатого воздуха.
Создание новой конструкции транспортирующего узла с системой вакуумных захватов, камеры нагнетания с рядом сопел и устройства подачи сжатого воздуха обеспечивает новую технологическую схему взаимодействия транспортирующего узла с подаваемыми деталями с поочередным согласованием операций захвата и подачи их за один основной ход на величину, превышающую ход транспортирующего узла.
Введена камера нагнетания с рядом сопел, формирующая подъемную силу, приложенную к транспортируемой детали, величина которой превышает притягивающую силу, приложенную к детали со стороны вакуумных захватов, тем самым достигается надежное удержание детали над несущей поверхностью транспортирующего узла в период холостого хода рабочего цикла устройства.
Введено устройство подачи сжатого воздуха, выполненное в виде пневмоклапана, датчика ускорения транспортирующего узла и элемента задержки времени, тем самым обеспечивается взвешивание деталей над несущей поверхностью в момент достижения транспортирующим узлом максимальной скорости в направлении транспортирования и создание условий для движения детали в этом направлении в период холостого хода транспортирующего узла посредством создания зоны избыточного давления над несущей поверхностью и уменьшения коэффициента трения скольжения в несколько раз.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем осуществленным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволяет выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в заявленном объекте, изложенном в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результат которого показывает, что заявленное изобретение не следует для специалистов явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
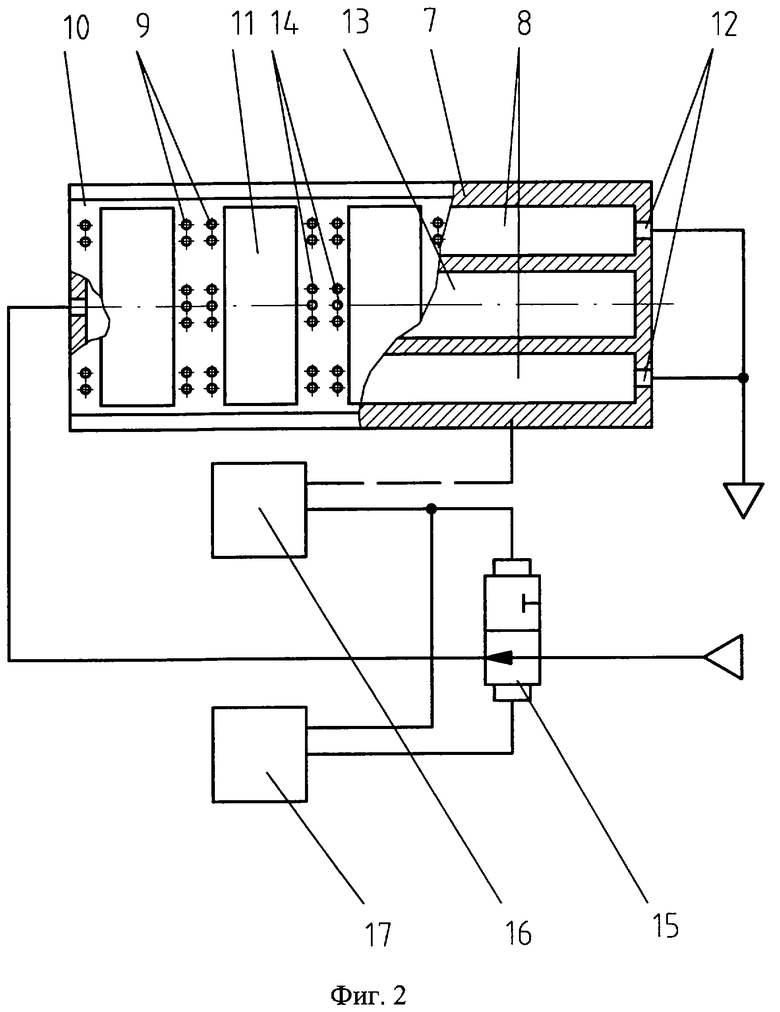
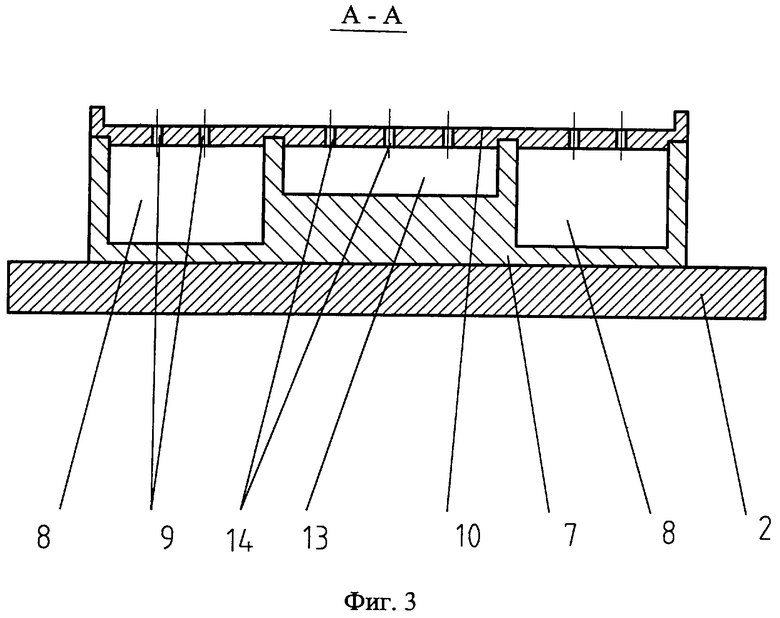
Данное устройство представлено на чертежах: фиг. 1 - общий вид устройства; фиг.2 - вид сверху транспортирующего узла устройства; фиг.3 - разрез А-А на фиг.1.
Устройство для подачи деталей содержит нижнюю массу 1, основание 2, привод возвратно-поступательного движения, выполненный в виде установленного на нижней массе пневматического вибратора 3, шток 4 которого соединен с кронштейном 5, закрепленным на основании 2, подвешенном на пружинных стержнях 6, закрепленных на нижней массе 1 (фиг.1). На основании 2 установлен связанный с приводом возвратно-поступательного движения транспортирующий узел 7, в котором размещены симметрично расположенные, соединенные с источником вакуума посредством каналов в транспортирующем узле 7 вакуумные захваты 8 с рядами сопел 9, образующие несущую поверхность 10, при этом расстояние между соседними соплами 9 не превышает размеров подаваемой детали 11 (фиг. 2, 3). Основание 2 на подвесках из пружинных стержней 6, вместе с транспортирующим узлом 7, под действием пневматического вибратора 3 имеет возможность совершать возвратно-поступательное движение.
Каждый вакуумный захват 8 соединен с источником вакуума посредством канала 12 и образует на несущей поверхности 10 зону захвата в период всего рабочего цикла, а между вакуумными захватами 8 выполнена камера нагнетания 13 с рядом сопел 14 для формирования подъемной силы, соединенная с источником сжатого воздуха при помощи устройства подачи сжатого воздуха, выполненного в виде пневмоклапана 15, датчика ускорения 16 транспортирующего узла, элемента задержки времени 17. При подаче деталей 11 величина хода транспортирующего узла 7 равна основному ходу рабочего цикла и определяется жесткостью упругих стержней 6 и пневматическим вибратором 3, что обеспечивает захват деталей вакуумными захватами 8 и перемещение их совместно с транспортирующим узлом 7 в период основного хода рабочего цикла. При достижении транспортирующим узлом 7 максимальной скорости в направлении транспортирования деталей датчик ускорения 16 транспортирующего узла вырабатывает управляющий импульс, переключающий пневмоклапан 15 для коммутирования источника сжатого воздуха с камерой нагнетания 13 и, одновременно этим же импульсом запускает элемент задержки времени 17. Посредством струй сжатого воздуха, истекающих из камеры нагнетания 13, формируется подъемная сила, действующая на транспортируемую деталь 11, при этом величина подъемной силы превышает притягивающую силу, действующую на деталь со стороны вакуумных захватов 8, что обеспечивает создание зоны избыточного давления над несущей поверхностью 10 транспортирующего узла 3 и отрыв детали от нее и поддержание детали во взвешенном состоянии на период холостого хода рабочего цикла устройства, при этом величина хода транспортирующего узла меньше величины подачи детали за один рабочий ход.
По окончании перемещения на величину основного хода цикла транспортирующий узел 7 начинает перемещаться под действием пружинных стержней 6 в направлении, противоположном направлению транспортирования деталей, что соответствует холостому ходу рабочего цикла, и после достижения транспортирующим узлом 7 крайнего положения в этом движении элемент задержки времени 17 формирует управляющий импульс, переключающий пневмоклапан 15 в закрытое состояние, что обеспечивает отсоединение камеры нагнетания 13 от источника сжатого воздуха и захват транспортируемой детали вакуумными захватами 8. При этом транспортирующий узел 7 уже движется в направлении транспортирования деталей, то есть совершает основной ход рабочего цикла устройства. Таким образом, посредством чередования основного и холостого ходов цикла обеспечивается непрерывный рабочий цикл подачи деталей.
Введение камеры нагнетания 13 с рядом сопел 14, формирующей подъемную силу, действующую на транспортируемую деталь, и величина которой превышает величину притягивающей силы, действующей на деталь со стороны вакуумных захватов 8, обеспечивает надежное удержание деталей над несущей поверхностью в период холостого хода цикла работы устройства.
Введение устройства подачи сжатого воздуха, выполненного в виде пневмоклапана 15, управляемого датчиком ускорения 16 транспортирующего узла и элементом задержки времени 17, имеющего возможность регулирования продолжительности интервала времени подачи сжатого воздуха в камеру нагнетания 13, обеспечивает взвешивание деталей в момент достижения транспортирующим узлом максимальной скорости в направлении транспортирования, что обеспечивает повышение скорости транспортирования деталей и, следовательно, производительности устройства в целом.
Устройство работает следующим образом.
Устройство для подачи деталей выполнено в виде транспортирующего узла 7, содержащего вакуумные захваты 8 и камеру нагнетания 13 с рядом сопел 14 и установленного на основании 2. Основание 2 закреплено на подвесках из пружинных стрежней 6 на нижней массе 1. Транспортирующий узел 7 вместе с основанием 2 на подвесках из пружинных стержней 6 имеет возможность совершать возвратно-поступательное движение под действием пневматического вибратора 3 (фиг.1, 2, 3).
В исходном состоянии устройства транспортирующий узел 7 под действием пневматического вибратора 3 перемещается в направлении, противоположном направлению транспортирования деталей 11, то есть совершает холостой ход рабочего цикла. При перемещении транспортирующего узла 7 от исходного положения камера нагнетания 13 соединена пневмоклапаном 15 с источником сжатого воздуха, а элемент задержки времени 17 отсчитывает интервал времени, за который транспортирующий узел 7 выполнит холостой ход рабочего цикла и снова наберет скорость движения в направлении транспортирования деталей. При этом вакуумные захваты 8 подключены посредством каналов 12 к источнику вакуума в течение всего рабочего цикла. Транспортируемая деталь 11 находится во взвешенном состоянии над несущей поверхностью 10 транспортирующего узла 7, так как величина подъемной силы, приложенной к детали и формируемой истекающими струями сжатого воздуха из сопел 14 камеры нагнетания 13, превышает притягивающую силу, так же приложенную к ней со стороны вакуумных захватов 8. Таким образом, над несущей поверхностью 10 транспортирующего узла 7 образуется зона избыточного давления, уменьшающая силы сопротивления движению детали и коэффициент трения скольжения в несколько раз, что обеспечивает взаимное относительное движение транспортирующего узла 7 и детали 11 в противоположных направлениях.
При перемещении транспортирующего узла 7, совершающего холостой ход рабочего цикла, до крайнего положения в этом движении транспортирующий узел 7 под действием пневматического вибратора 3 изменяет направление движения и начинает перемещаться в направлении транспортирования деталей, совершая основной ход рабочего цикла. Элемент задержки времени 17 вырабатывает управляющий импульс, который переключает пневмоклапан 15 в закрытое состояние, что обеспечивает отсоединение камеры нагнетания 13 от источника сжатого воздуха. Истечение сжатого воздуха над несущей поверхностью 10 из ее сопел 14 прекращается, что приводит к захвату детали 11 вакуумными захватами 8 вследствие отсутствия подъемной силы и увеличению коэффициента трения скольжения между поверхностью детали 11 и несущей поверхностью 10, что приводит к увеличению сил сопротивления относительному движению детали 11 и транспортирующего узла 7. Деталь 11 начинает двигаться в направлении транспортирования вместе с транспортирующим узлом 7 без проскальзывания. При достижении транспортирующим узлом 7 максимальной скорости в направлении транспортирования, которая фиксируется датчиком ускорения 16 транспортирующего узла, кинетическая энергия движения детали 11 имеет максимальное значение. Датчик ускорения 16 вырабатывает управляющий импульс, который переключает пневмоклапан 15 в открытое состояние и камера нагнетания 13 коммутируется с источником сжатого воздуха. Этим же управляющим импульсом запускается элемент задержки времени 17. Над несущей поверхностью 10 транспортирующего узла 7 образуется зона избыточного давления, отрывающая деталь 11 от несущей поверхности 10 и приводящая к снижению сил сопротивления движению в направлении транспортирования деталей и сохранению деталью 11 накопленной кинетической энергии в период холостого хода цикла. Под действием сил инерции деталь 11 продолжает двигаться в направлении транспортирования независимо от скорости и направления движения транспортирующего узла 7. А так как зона избыточного давления уменьшает силы сопротивления такому движению, то рассеивание кинетической энергии детали 11 происходит гораздо медленнее и деталь практически сохраняет скорость своего движения, соответствующую максимальной скорости транспортирующего узла 7. Это приводит к тому, что перемещение детали 11 в период холостого хода транспортирующего узла 7 превышает ход транспортирующего узла, что обеспечивает увеличение средней скорости транспортирования детали в устройстве и повышение производительности устройства в целом.
Зона избыточного давления будет сохраняться до того момента времени, когда элемент задержки времени 17 не выработает управляющий импульс, переключающий пневмоклапан 15 в закрытое состояние. Величина времени задержки возврата пневмоклапана 15 в закрытое состояние определяется элементом задержки времени 17 и регламентируется периодом времени, за который транспортирующий узел 7 совершит холостой ход, перейдет в основной ход и наберет скорость, соизмеримую с остаточной скоростью движущейся детали. Далее рабочий цикл подачи повторяется многократно, обеспечивая непрерывную подачу деталей в заданном направлении.
Таким образом, вышеизложенное свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- устройство для подачи деталей с системой вакуумных захватов, работающих в едином цикле с камерой нагнетания и устройством подачи сжатого воздуха и обеспечивающих новую систему взаимодействия с транспортируемыми деталями с поочередным согласованием операций захвата деталей и подачи их за один рабочий ход на величину, превышающую ход транспортирующего узла посредством удержания детали над несущей поверхностью в период холостого хода цикла за счет подключения камеры нагнетания к источнику сжатого воздуха при помощи устройства подачи сжатого воздуха, предназначено для подачи деталей по новой технологической схеме, обеспечивающей надежный захват и непрерывное перемещение деталей, позволяет повысить среднюю скорость транспортирования деталей и расширить функциональные возможности устройства;
- для заявленного изобретения, в том виде как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления в соответствии с описанием и прилагаемыми чертежами;
- разработанное устройство, воплощающее заявленное изобретение, при его осуществлении способно обеспечить достижение усматриваемого технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2002 |
|
RU2215680C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2147503C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2179504C1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2002 |
|
RU2202466C1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2001 |
|
RU2199432C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
Изобретение относится к устройствам для подачи деталей с использованием систем вакуумных захватов для межоперационного транспортирования деталей. Устройство содержит основание, расположенные на нем и соединенные с источником вакуума вакуумные захваты с рядами сопел, образующих несущую поверхность для удержания деталей, и привод возвратно-поступательного движения основания. На основании установлен связанный с приводом возвратно-поступательного движения транспортирующий узел. Величина его хода меньше величины подачи детали за один рабочий ход. Камера нагнетания устройства выполнена между вакуумными захватами и соединена с источником сжатого воздуха посредством устройства подачи сжатого воздуха для формирования подъемной силы, величина которой превышает величину притягивающей силы вакуумных захватов. Вакуумные захваты соединены с источником вакуума посредством выполненных в транспортирующем узле каналов и расположены в нем симметрично относительно камеры нагнетания. Устройство подачи сжатого воздуха выполнено в виде пневмоклапана, датчика ускорения транспортирующего узла для коммутирования источника сжатого воздуха с камерой нагнетания в момент достижения им максимальной скорости в направлении транспортирования деталей и элемента задержки времени для отключения камеры нагнетания источника сжатого воздуха. Использование такой конструкции позволяет расширить функциональные возможности устройства. 3 ил.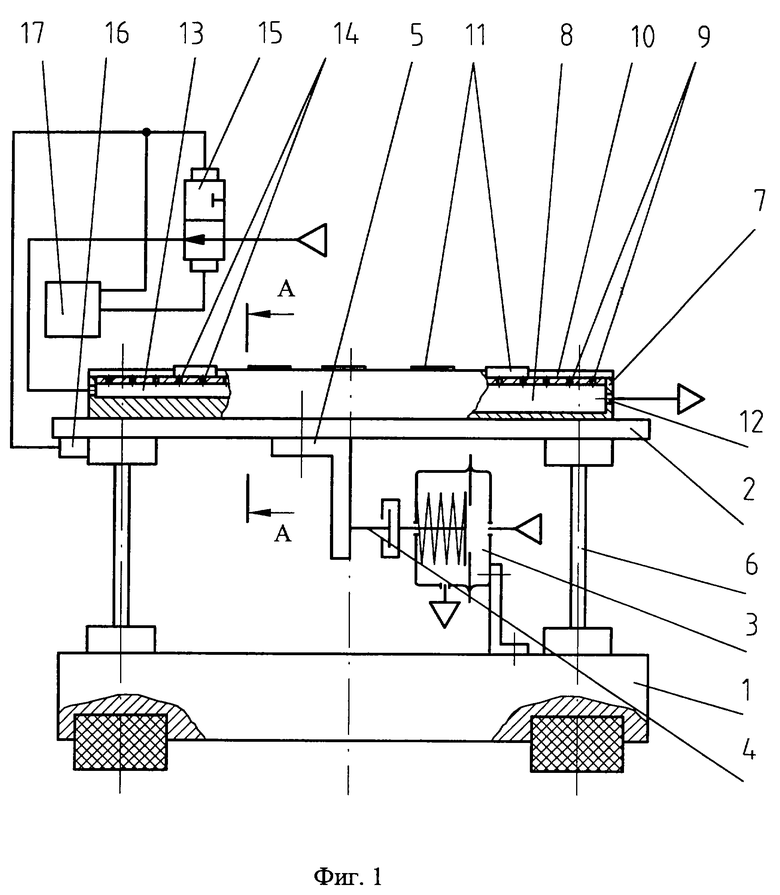
Устройство для подачи деталей, содержащее основание, расположенные на нем и соединенные с источником вакуума вакуумные захваты с рядами сопел, образующих несущую поверхность для удержания деталей, и привод возвратно-поступательного движения основания, отличающееся тем, что оно снабжено установленным на основании и связанным с приводом возвратно-поступательного движения транспортирующим узлом, величина хода которого меньше величины подачи детали за один рабочий ход, и выполненной между вакуумными захватами и соединенной с источником сжатого воздуха посредством устройства подачи сжатого воздуха камерой нагнетания с рядом сопел для формирования подъемной силы, величина которой превышает величину притягивающей силы вакуумных захватов, с образованием зоны избыточного давления над несущей поверхностью, при этом вакуумные захваты соединены с источником вакуума посредством выполненных в транспортирующем узле каналов и расположены в нем симметрично относительно камеры нагнетания, а устройство подачи сжатого воздуха выполнено в виде пневмоклапана, датчика ускорения транспортирующего узла для коммутирования источника сжатого воздуха с камерой нагнетания в момент достижения транспортирующим узлом максимальной скорости в направлении транспортирования деталей и элемента задержки времени для отключения камеры нагнетания от источника сжатого воздуха.
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2147503C1 |
| Резец для горных машин | 1979 |
|
SU825924A1 |
| 0 |
|
SU302223A1 | |
| US 4453347, 12.06.1984 | |||
| DE 3830685 С1, 24.08.1989. | |||
