Изобретение относится к устройствам для межоперационной подачи деталей и может найти применение в системах автоматического питания технологического оборудования.
Известно устройство для пневматического транспортирования плоских деталей, содержащее лоток, поверхность которого снабжена наклонными в сторону транспортирования деталей соплами, объединенными общей воздухоподводящей камерой с клапанами, внутри которой смонтирована плита, связанная с виброприводом (авт. св. СССР 535198, В 65 G 51/00, 1976).
Недостатком указанного устройства является конструктивное исполнение воздухоподводящей камеры с клапанами, при котором при движении плиты под действием вибропривода вверх, воздух в камере в первоначальный момент перепускается в атмосферу через открытые клапаны, тем самым уменьшается силовое воздействие на детали струй воздуха, что снижает величину перемещения деталей по лотку за рабочий цикл, а при отходе плиты вниз, воздух в камеру поступает не только через открывающиеся клапаны, но и через неперекрытые деталями сопла, что создает пониженное давление над поверхностью лотка и не обеспечивает сохранение движения деталей до нового цикла, тем самым снижается скорость подачи деталей и производительность устройства в целом.
Наиболее близким из известных технических решений является вибрационный конвейер с пневматическим приводом, включающий рабочий орган с отражателями, основание, пневмопривод в виде камеры с вертикальными силовыми соплами и распределительную систему, имеющую струйные преобразователи и управляющий рычаг, шарнирно закрепленный на основании с возможностью взаимодействия со струйными преобразователями и упорами (авт. св. СССР 1027113, В 65 G 27/22, 1983).
Недостатком данного устройства является конструктивное исполнение распределительной системы пневмопривода с применением управляющего рычага, взаимодействующего со струйными преобразователями и упорами, обеспечивающего низкую частоту колебаний рабочего органа в горизонтальном направлении, тем самым снижается скорость транспортирования деталей в устройстве, а применение управляющего рычага не обеспечивает стабильности работы виброконвейера вследствие ударного взаимодействия с упорами рабочего органа, тем самым снижаются технологические возможности при межоперационной подаче деталей.
Данное устройство имеет низкий технический уровень, что обусловлено конструктивным исполнением пневмопривода в виде камеры с вертикальными силовыми соплами и распределительной системы с управляющим рычагом, при котором рабочий орган совершает возвратно-поступательные колебания с низкой частотой. В результате происходит подача деталей за один рабочий ход со скоростью, ограниченной предельной частотой переключений управляющего рычага, тем самым снижается производительность устройства и технологические возможности при межоперационной подаче деталей.
Важнейшей задачей данного изобретения является создание новой конструкции вибролотка с пневматическим приводом с введением силовых камер и соосных встречно направленных сопел, поочередно взаимодействующих с вибролотком в автоматическом режиме с опережением вертикальных перемещений вибролотка относительно горизонтальных перемещений за счет поочередного подключения соосных встречно направленных сопел, работающих в едином цикле с элементом задержки времени, обеспечивающим сдвиг фаз колебаний вибролотка при одновременном создании камерами нагнетания зоны избыточного давления, удерживающей вибролоток во взвешенном состоянии в период рабочего цикла устройства, что обеспечивает создание новой вибросистемы с увеличением частоты колебательного движения вибролотка, тем самым повышается скорость транспортирования деталей при межоперационной подаче и производительность устройства в целом.
Техническим результатом заявленного устройства является новая технологическая схема подачи деталей с автоматическим циклом работы, реализующим новое взаимодействие силовых камер с вибролотком в процессе подачи, что обеспечивает управление сдвигом фазы при вертикальном и горизонтальном перемещении вибролотка и деталей, на величину опережения вертикальных перемещений вибролотка относительно горизонтальных перемещений за цикл работы устройства, с одновременным взвешиванием вибролотка посредством создания зоны избыточного давления над поверхностью камер нагнетания и увеличения частоты движения вибролотка, что позволяет создать новую вибросистему, обеспечить режим автоматического питания технологического оборудования и повысить скорость транспортирования деталей в устройстве.
Технический результат достигается тем, что устройство для подачи деталей, содержащее вибролоток, установленный на основании пневматический привод, включающий силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, и соединенные с источником сжатого воздуха соосные встречно направленные сопла для поочередного перемещения вибролотка в горизонтальном направлении, при этом пневматический привод имеет установленные на основании камеры нагнетания, в пазах направляющих которых установлен вибролоток, вторую силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, пневмораспределитель, который выполнен с возможностью поочередного соединения соосных встречно направленных сопел с источником сжатого воздуха, и соединенный с пневмораспределителем элемент задержки времени, формирующий сдвиг фазы перемещения вибролотка в вертикальном направлении относительно его перемещений в горизонтальном направлении за один рабочий цикл устройства, причем силовые камеры выполнены в основании и соединены с источником сжатого воздуха посредством пневмораспределителя, при этом направляющие камер нагнетания снабжены параллельными рядами сопел для образования зоны избыточного давления при перемещении вибролотка в горизонтальном направлении.
Создание новой конструкции вибролотка с пневматическим приводом с введением силовых камер, обеспечивающих возможность перемещения вибролотка в вертикальном направлении, что создает новую технологическую схему взаимодействия вибролотка с подаваемыми деталями в автоматическом режиме с поочередным согласованием операций захвата деталей и подачи за один рабочий ход в едином цикле работы с элементом задержки времени.
Создание автоматического режима межоперационного транспортирования деталей на вибролотке с возможностью перемещения в горизонтальном направлении с обеспечением формирования величины опережения вертикальных перемещений вибролотка относительно горизонтальных перемещений, что создает новую вибросистему с увеличением частоты колебательного движения вибролотка и повышением производительности устройства в целом.
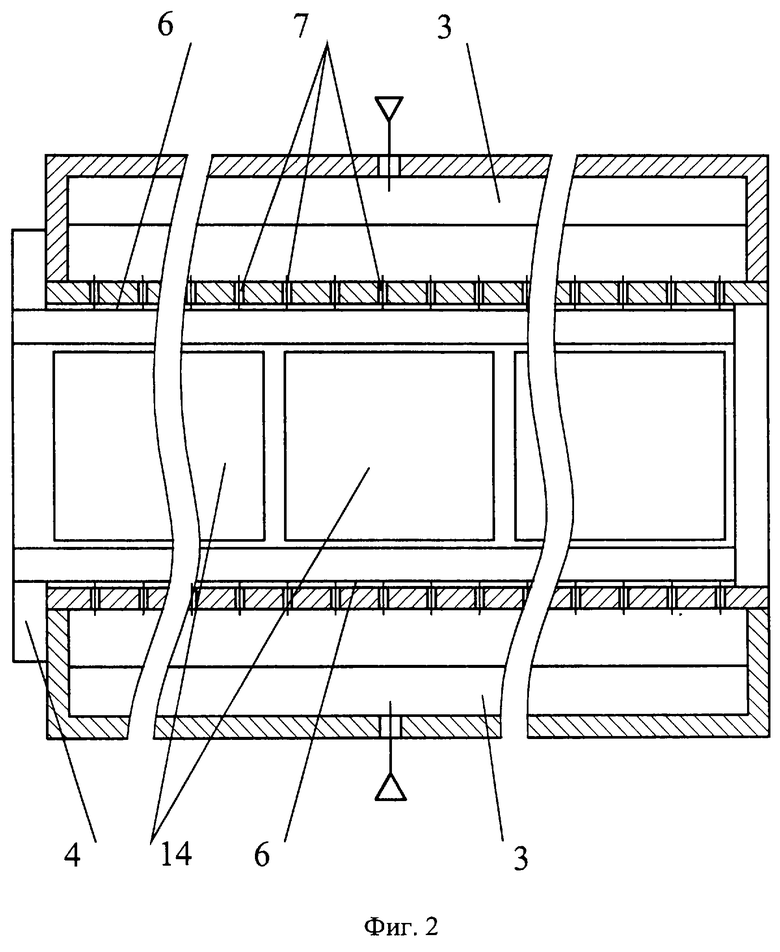
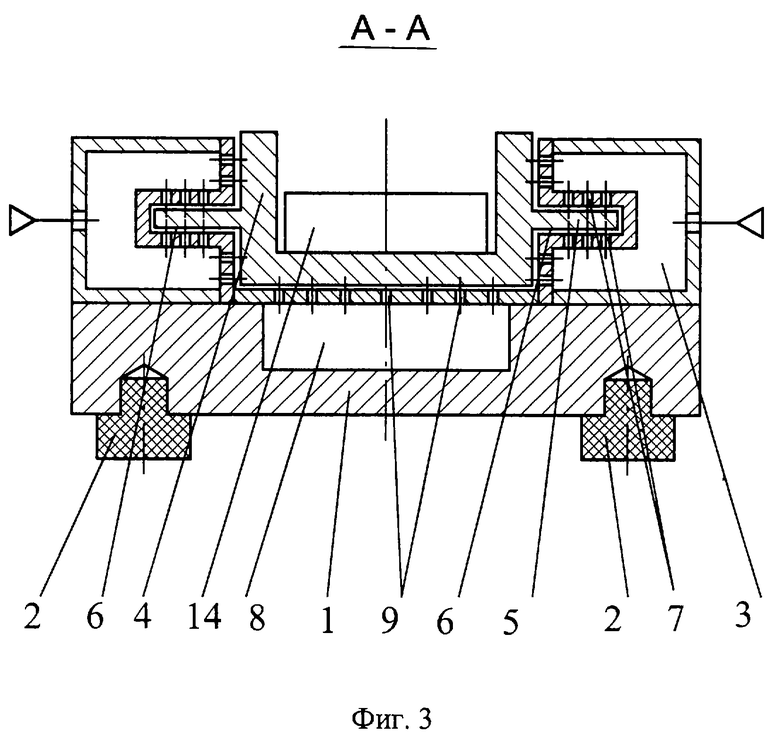
Данное устройство представлено на чертежах: фиг. 1 - общий вид устройства; фиг.2 - вид сверху устройства; фиг.3 - разрез А-А на фиг.1.
Устройство для подачи деталей содержит основание 1 с амортизаторами 2, установленные на основании камеры нагнетания 3, в пазах направляющих которых установлен вибролоток 4 с отражателем 5 (фиг.1). Пневматический привод имеет установленные на основании 1 камеры нагнетания 3, направляющие которых образуют несущую поверхность 6, над которой при соединении камер нагнетания 3 с источником сжатого воздуха формируется посредством параллельных рядов сопел 7 зона избыточного давления, что уменьшает коэффициент трения скольжения в несколько раз, тем самым обеспечивается возможность перемещения вибролотка 4 по направляющим пазам камер нагнетания 3 в горизонтальном направлении.
На основании 1 установлены силовые камеры 8, снабженные рядами вертикально направленных сопел 9, при этом силовые камеры 8 пневматического привода расположены под нижней поверхностью вибролотка 4 с возможностью силового взаимодействия с ним потока воздуха, истекающего из вертикально направленных сопел 9 (фиг.2, 3). Силовые камеры 8 коммутируются с источником сжатого воздуха посредством элемента задержки времени 10, соединенного с пневмораспределителем 11, а отражатель 5 вибролотка установлен между соосными встречно направленными соплами 12, 13. При этом пневмораспределитель 11 поочередно коммутирует источник сжатого воздуха со встречно направленными соосными соплами 12, 13. Посредством взаимодействия струи сжатого воздуха из сопла 12 с отражателем 5 вибролотка обеспечивается перемещение вибролотка 4 на величину основного хода рабочего цикла, а при подключении сопла 13 обеспечивается перемещение вибролотка 4 на величину холостого хода рабочего цикла. При этом в силовые камеры 8 подается сжатый воздух через элемент задержки времени 10, обеспечивающий формирование сдвига фазы перемещений вибролотка 4 в вертикальном направлении относительно горизонтального перемещения посредством коммутации силовых камер 8 с источником сжатого воздуха с опережением относительно соединения с источником сжатого воздуха сопла 12, обеспечивающего горизонтальное перемещение вибролотка 4 в направлении транспортирования деталей. При этом обеспечивается перемещение вибролотка 4 сначала в вертикальном направлении и захват им деталей 14 посредством увеличения сил трения между поверхностями вибролотка 4 и деталей 14, а затем перемещение вибролотка 4 и деталей в горизонтальном направлении в период основного хода рабочего цикла устройства.
По окончании перемещения вибролотка 4 на величину основного хода цикла, пневмораспределитель 11 отключает сопло 12 от источника сжатого воздуха, а сопло 13 подключает к источнику сжатого воздуха, при этом вибролоток 4 начинает перемещаться в направлении, противоположном направлению транспортирования деталей, что соответствует холостому ходу рабочего цикла, а силовые камеры 8 отсоединяются от источника сжатого воздуха, что обеспечивает перемещение вибролотка 4 вниз и отрыв деталей 14 от поверхности вибролотка 4, при этом детали 14 продолжают перемещаться в направлении транспортирования под действием сил инерции в период холостого хода цикла работы устройства.
После достижения вибролотком 4 крайнего положения, соответствующего холостому ходу, элемент задержки времени 10 соединяет силовые камеры 8 с источником сжатого воздуха, что обеспечивает перемещение вибролотка 4 в вертикальном направлении с опережением относительно горизонтального перемещения и захват транспортируемых деталей 14. Таким образом, посредством чередования основного и холостого ходов цикла обеспечивается непрерывный рабочий цикл с автоматическим режимом подачи деталей.
Устройство работает следующим образом.
Устройство для подачи деталей выполнено в виде вибролотка 4, установленного в пазах направляющих камер нагнетания 3, установленных на основании 1. При соединении камер нагнетания 3 к источнику сжатого воздуха формируется зона избыточного давления, уменьшающая коэффициент трения скольжения, и вибролоток 4 имеет возможность совершать перемещения в горизонтальном направлении (фиг.1, 2, 3).
В исходном состоянии устройства вибролоток 4 под действием струи воздуха из сопла 13 перемещается в направлении, противоположном направлению транспортирования деталей 14, то есть совершает холостой ход рабочего цикла. При перемещении вибролотка 4 от исходного положения силовые камеры 8 отсоединены от источника сжатого воздуха, а элемент задержки времени 10 отсчитывает интервал времени, за который вибролоток 4 выполнит холостой ход и начнет совершать основной ход рабочего цикла устройства. При этом камеры нагнетания 3 соединены с источником сжатого воздуха в период всего рабочего цикла. Транспортируемые детали 14 находятся во взвешенном состоянии над поверхностью вибролотка 4, поскольку при отключении силовых камер 8 от источника сжатого воздуха вибролоток 4 перемещается вниз, а транспортируемые детали 14 отрываются от его поверхности, что обеспечивает взаимное относительное движение вибролотка 4 и деталей 14 в противоположных направлениях.
После перемещения вибролотка 4, выполняющего холостой ход рабочего цикла, в крайнее положение, элемент задержки времени 10 соединяет силовые камеры 8 через пневмораспределитель 11 с источником сжатого воздуха. Истечение сжатого воздуха из вертикальных сопел 9 силовых камер 8 обеспечивает формирование подъемной силы, приложенной к вибролотку 4. Под действием указанной силы вибролоток 4 перемещается в вертикальном направлении, что приводит к захвату им деталей 14 вследствие увеличения силы нормальной реакции поверхности вибролотка 4 и, следовательно, увеличения силы трения между деталями и вибролотком. При этом перемещение вибролотка 4 в вертикальном направлении происходит с опережением относительно перемещения вибролотка в горизонтальной плоскости в направлении транспортирования деталей и определяется моментом коммутации силовых камер 8 элементом задержки времени 10 с пневмораспределителем 11 и источником сжатого воздуха.
После захвата вибролотком 4 деталей 14 пневмораспределитель 11 отключает сопла 13 от источника сжатого воздуха, а сопло 12 подключает к источнику сжатого воздуха. Вибролоток 4 вместе с деталями 14 под действием струи воздуха из сопла 12 на отражатель 5 изменяет направление движения и начинает перемещаться в направлении транспортирования деталей, совершая основной ход рабочего цикла. Детали 14 перемещаются в направлении транспортирования вместе с вибролотком 4 без проскальзывания под действием потока воздуха, истекающего из сопла 12 на отражатель 5 вибролотка 4.
При перемещении вибролотка 4 с деталями в крайнее положение основного хода рабочего цикла, прекращается подача сжатого воздуха в силовые камеры 8, что приводит к перемещению вниз вибролотка 4 с одновременным отрывом деталей 14 от его поверхности. Пневмораспределитель 11 отключает сопло 12 от источника сжатого воздуха, а сопло 13 коммутирует с источником сжатого воздуха. Вибролоток 4 начинает перемещаться в направлении, противоположном направлению транспортирования деталей, совершая холостой ход рабочего цикла, детали 14 продолжают перемещаться в направлении транспортирования под действием сил инерции в период холостого хода рабочего цикла независимо от скорости движения вибролотка 4, что обеспечивает увеличение средней скорости транспортирования деталей в устройстве повышение производительности устройства в целом.
Одновременно с подключением сопла 13 посредством пневмораспределителя 11 к источнику сжатого воздуха запускается элемент задержки времени 10, определяющий необходимую величину опережения вертикальных перемещений вибролотка 4 относительно горизонтальных перемещений. Величина опережения регламентируется периодом времени, за который вибролоток 4 совершит холостой ход рабочего цикла. Далее рабочий цикл подачи повторяется многократно, обеспечивая непрерывную подачу деталей в заданном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2001 |
|
RU2201860C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2147503C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2179504C1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2002 |
|
RU2202466C1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2001 |
|
RU2199432C2 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
Изобретение относится к устройствам для межоперационной подачи деталей и может найти применение в системах автоматического питания технологического оборудования. Устройство для подачи деталей содержит вибролоток, установленный на основании пневматический привод, включающий силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, и соединенные с источником сжатого воздуха соосные встречно направленные сопла для поочередного перемещения вибролотка в горизонтальном направлении. Пневматический привод имеет установленные на основании камеры нагнетания, в пазах направляющих которых установлен вибролоток, вторую силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, пневмораспределитель, который выполнен с возможностью поочередного соединения соосных встречно направленных сопел с источником сжатого воздуха, и соединенный с пневмораспределителем элемент задержки времени, формирующий сдвиг фазы перемещения вибролотка в вертикальном направлении относительно его перемещений в горизонтальном направлении за один рабочий цикл устройства. Силовые камеры выполнены в основании и соединены с источником сжатого воздуха посредством пневмораспределителя. Направляющие камер нагнетания снабжены параллельными рядами сопел для образования зоны избыточного давления при перемещении вибролотка в горизонтальном направлении. Техническим результатом устройства является создание новой технологической схемы подачи деталей с автоматическим циклом работы вибролотка с пневматическим приводом, тем самым повышается скорость транспортирования деталей при межоперационной подаче деталей и производительность устройства в целом. 3 ил.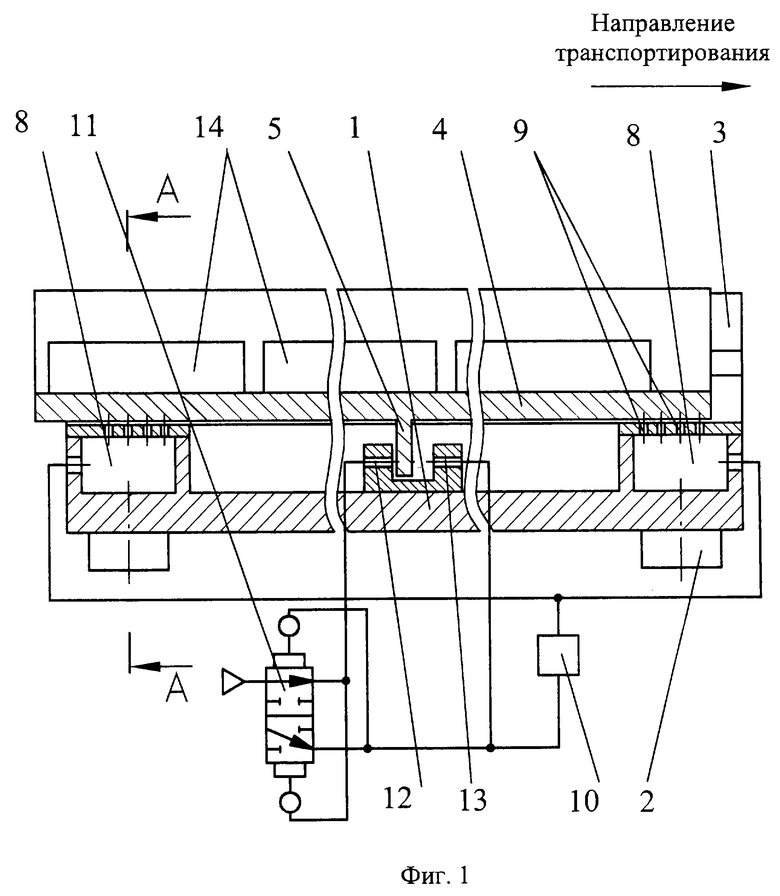
Устройство для подачи деталей, содержащее вибролоток, установленный на основании пневматический привод, включающий силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, и соединенные с источником сжатого воздуха соосные встречно направленные сопла для поочередного перемещения вибролотка в горизонтальном направлении, отличающееся тем, что пневматический привод имеет установленные на основании камеры нагнетания, в пазах направляющих которых установлен вибролоток, вторую силовую камеру, которая соединена с источником сжатого воздуха и снабжена расположенными в вертикальном направлении рядами сопел для перемещения вибролотка в вертикальном направлении под действием силового воздействия потока воздуха, пневмораспределитель, который выполнен с возможностью поочередного соединения соосных встречно направленных сопел с источником сжатого воздуха, и соединенный с пневмораспределителем элемент задержки времени, формирующий сдвиг фазы перемещения вибролотка в вертикальном направлении относительно его перемещений в горизонтальном направлении за один рабочий цикл устройства, причем силовые камеры выполнены в основании и соединены с источником сжатого воздуха посредством пневмораспределителя, при этом направляющие камер нагнетания снабжены параллельными рядами сопел для образования зоны избыточного давления при перемещении вибролотка в горизонтальном направлении.
| Вибрационный конвейер с пневматическим приводом | 1982 |
|
SU1027113A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU372139A1 |
| ВИБРАЦИОННЫЙ ПИТАТЕЛЬ | 1997 |
|
RU2123469C1 |
| Вибрационное транспортирующее устройство | 1982 |
|
SU1051005A1 |
| Качающийся конвейер | 1973 |
|
SU608721A1 |
| Вибробункер | 1972 |
|
SU582150A1 |
| Устройство для вибрационного транспортирования | 1989 |
|
SU1698156A1 |

