Изобретение относится к автоматизации производственных процессов и может найти применение в устройствах для автоматической загрузки деталей в рабочую зону технологических машин.
Известно загрузочное устройство для выдачи деталей из бункера с применением узла ориентации в виде вращающегося диска, разделенного на секции радиальными перегородками и связанного посредством золотника с вакуум-системой, при этом бункер снабжен сетчатым днищем и трубчатыми захватами, вертикально установленными на диске (А. с. СССР 376206, М. Кл. В 23 Q 7/00, 1971).
Недостатком указанного устройства является узел ориентации с вакуум-системой, снабженный трубчатыми захватами и диском, выполненным полым и разделенным на сектора, тем самым не обеспечивается надежное ориентирование деталей типа валиков, допускающее ударное контактирование ориентированных деталей, что ограничивает скорость вращения диска и снижает производительность устройства в целом.
Наиболее близким из известных технических решений является струйное загрузочное устройство для выдачи деталей из бункера с помощью сжатого воздуха, содержащее узел ориентации, выполненный в виде двухполостной камеры с перегородкой, каждая полость которой соединена с источником сжатого воздуха, причем в отверстия верхней и нижней плат двухполостной камеры установлены неподвижные втулки, образующие сопла и эжектирующие каналы, сообщающиеся соответственно с верхней и нижней полостями камеры (А.с. СССР 701757, М. Кл. В 23 Q 7/00, 1977).
Недостатком данного устройства является узел ориентации, выполненный в виде двухполостной камеры с неподвижными втулками, в полости которых выполнены каналы для подачи деталей, удерживаемых действием динамического напора и не обеспечивающих устойчивое положение деталей по отношению к струям воздуха, истекающим из кольцевого канала, тем самым не обеспечивается точное ориентирование деталей по отношению к загрузочным каналам неподвижных втулок, что снижает производительность устройства в целом.
Данное устройство имеет низкий технический уровень, что обусловлено конструктивным исполнением узла ориентации с использованием неподвижной втулки, при работе которого детали ориентируются в момент их взвешивания в неустойчивом турбулентном кольцевом потоке, может привести к потере устойчивости ориентированных деталей при их транспортировании в загрузочный канал втулки, что не обеспечивает точную ориентацию деталей по отношению к загрузочному каналу, тем самым снижается общая производительность устройства.
Важнейшей задачей данного изобретения является создание узла ориентации с новой конструкцией ориентирующего блока, включающего втулку с тороидальными рабочими поверхностями, обеспечивающую осевое ориентирование деталей вращением путем создания восходящего вихревого потока над втулкой, вращающего деталь и ориентирующего ее симметрично осевым линиям восходящего вихревого потока, тем самым обеспечивается совмещение оси вращающейся детали с осью загрузочного канала с последующим ее транспортированием по каналу посредством нисходящего вихревого потока сжатого воздуха, что обеспечивает создание нового цикла ориентации детали на стадии транспортирования с автоматическим режимом подачи ориентированной детали в загрузочный канал, и новой конструкции днища, выполненного полым, в которое установлены эжекторные вихревые элементы, обеспечивающие создание нисходящего эжекторного потока воздуха, тем самым обеспечивается непрерывное ориентирование и выдача деталей из загрузочного канала в рабочую зону технологических машин и повышается производительность работы устройства в целом.
Техническим результатом заявленного устройства является новая технологическая схема процесса ориентации деталей восходящим вихревым потоком и вращающейся втулкой ориентирующего блока, что обеспечивает непрерывную ориентацию вращением на стадиях транспортирования и выдачи, позволяет повысить надежность процесса выдачи деталей из струйного загрузочного устройства и расширить его функциональные возможности с точки зрения повышения производительности.
Технический результат достигается тем, что струйное загрузочное устройство для выдачи деталей из бункера с помощью сжатого воздуха, содержащее узел ориентации, выполненный в виде двухполостной камеры с перегородкой, каждая полость которой соединена с источником сжатого воздуха, при этом узел ориентации выполнен в виде кассеты, в которой размещены ориентирующие блоки, каждый из которых содержит цилиндрический разъемный корпус, запрессованный в верхней и нижней платах кассеты, образующих двухполостную камеру с перегородкой, и выполнен в виде двух симметрично расположенных крышек, по центральной оси которых установлены с возможностью вращения втулки, имеющие верхние и нижние рабочие поверхности тороидальной формы и образующие с внутренней поверхностью крышек верхний кольцевой вихревой канал, создающий восходящий вихревой поток, и нижний кольцевой вихревой канал, создающий нисходящий вихревой поток при подаче сжатого воздуха через тангенциальные сопла, выполненные в верхней и нижней крышках цилиндрического разъемного корпуса, а по центральной оси вращающейся втулки выполнен цилиндрический загрузочный канал для подачи детали, ориентируемой симметрично линиям восходящего вихревого потока сжатого воздуха, вращаемой вокруг своей оси и транспортируемой нисходящим эжекторным потоком посредством эжекторных вихревых элементов, установленных в полом днище, каждый из которых расположен по оси цилиндрического загрузочного канала и выполнен в виде полых цилиндров и имеет малые тангенциальные сопла, расположенные под углом к центральной оси цилиндрического загрузочного канала, обеспечивающие создание вихревого эжекторного воздушного потока в зоне приема деталей.
Создание новой конструкции узла ориентации с введением ориентирующих блоков в виде двух симметрично расположенных крышек с установленной с возможностью вращения втулкой, что обеспечивает создание нового цикла ориентации деталей на стадии транспортирования посредством вихревых потоков сжатого воздуха и вращающейся втулки, тем самым создается автоматический режим подачи деталей в ориентированном положении в загрузочный канал.
Разработана новая конструкция днища, выполненного полым и содержащего эжекторные вихревые элементы, в виде полых цилиндров, что позволяет обеспечить непрерывную выдачу деталей из струйного загрузочного устройства и расширить его функциональные возможности с точки зрения повышения производительности.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем осуществленным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволяет выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в заявленном объекте, изложенном в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результат которого показывает, что заявленное изобретение не следует для специалистов явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
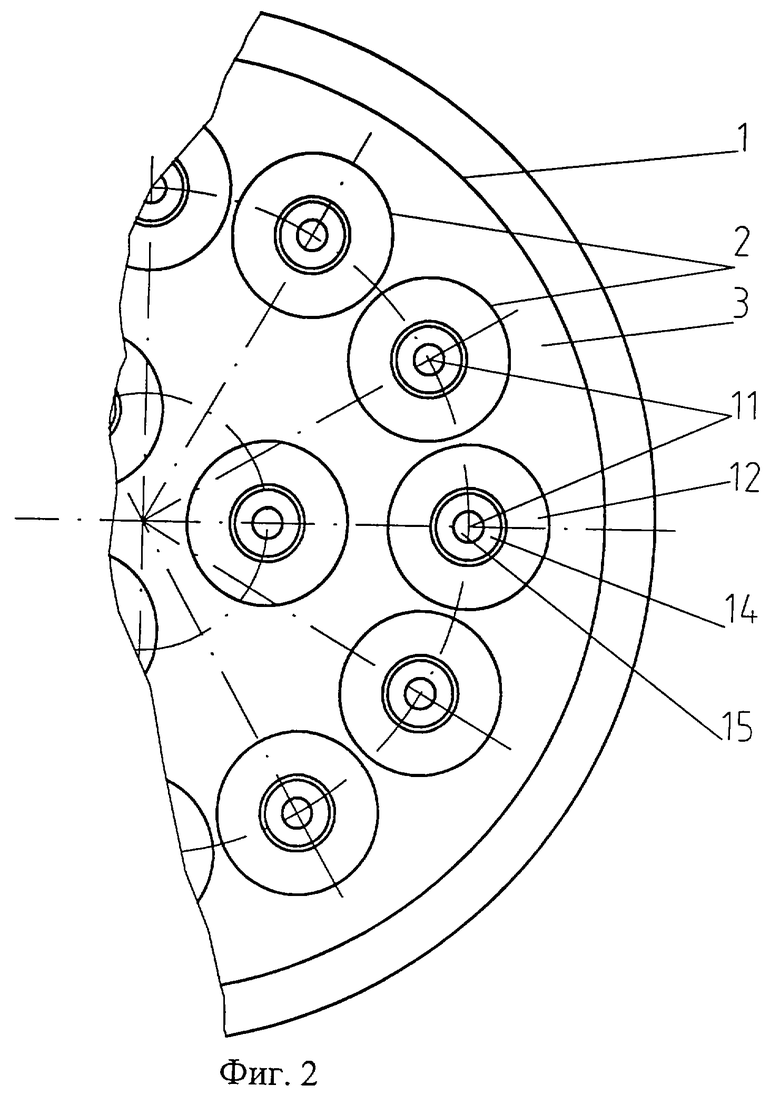
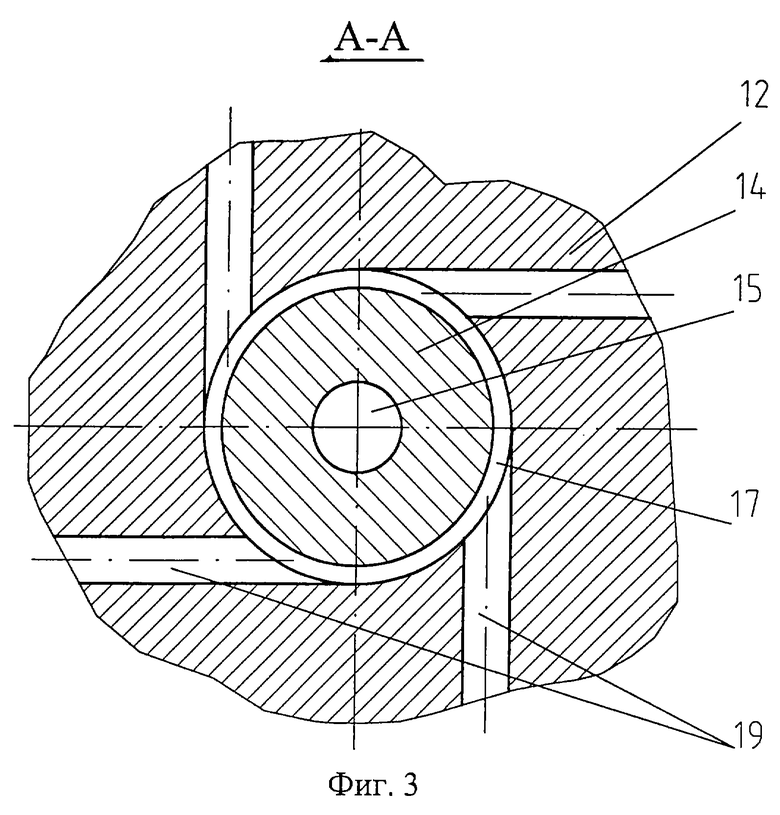
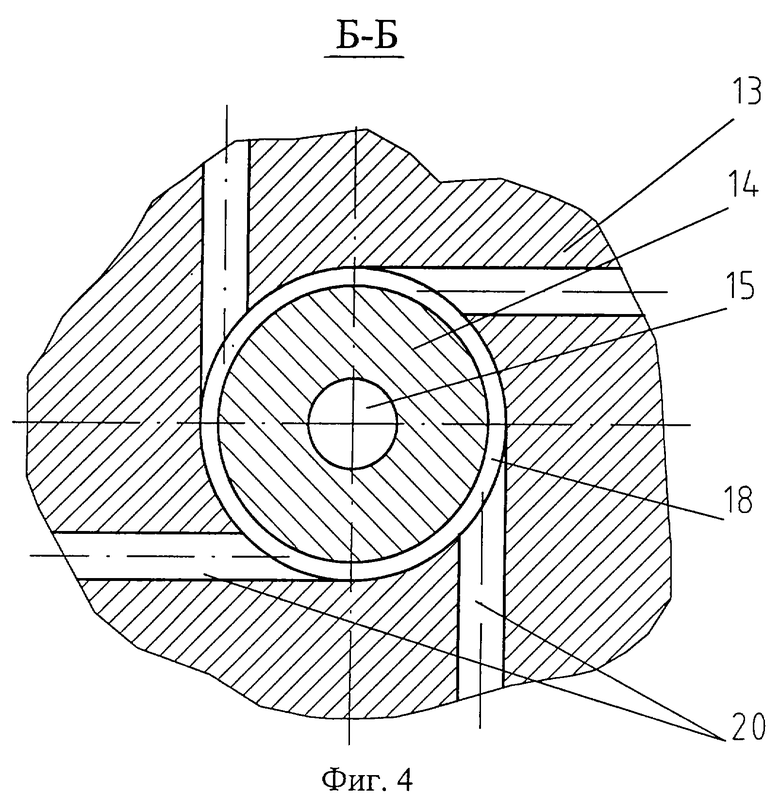
Данное устройство представлено на чертежах: фиг.1 - общий вид устройства; фиг.2 - вид сверху устройства; фиг.3 - разрез А-А на фиг.1; фиг.4 - разрез Б-Б на фиг.1.
Струйное загрузочное устройство содержит узел ориентации, выполненный в виде кассеты 1, содержащей цилиндрический разъемный корпус 2, запрессованный в верхней плате 3 и нижней плате 4, образующий двухполостную камеру 5 с установленной перегородкой 6 (фиг. 1, 2). Двухполостная камера 5 содержит верхнюю полость 7 и нижнюю полость 8, соединенные с источником сжатого воздуха посредством каналов 9 и 10. В кассете 1 установлены ориентирующие блоки 11, каждый из которых выполнен в виде симметрично расположенных верхней крышки 12 и нижней крышки 13, по центральной оси которых установлена с возможностью вращения втулка 14, а по центральной оси которой выполнен цилиндрический загрузочный канал 15 для подачи детали 16. По верхней тороидальной поверхности втулки 14 и внутренним поверхностям верхней крышки 12 образуется верхний кольцевой вихревой канал 17, а по нижней тороидальной поверхности втулки 14 и внутренним поверхностям нижней крышки 13 образуется нижний кольцевой вихревой канал 18.
Для обеспечения вращения втулки 14 ориентирующего блока 11 в верхний кольцевой вихревой канал 17 и нижний кольцевой вихревой канал 18 подается струя сжатого воздуха через тангенциально направленные сопла 19 в верхней крышке 12 и сопла 20 в нижней крышке 13, соединенные с верхней полостью 7 и нижней полостью 8 двухполостной камеры 5 (фиг.3, 4). При подаче сжатого воздуха в верхний кольцевой вихревой канал 17 образуется восходящий вихревой поток, под действием которого обеспечивается создание динамического напора, поддерживающего во взвешенном состоянии вращающиеся детали, тем самым обеспечивается ориентация деталей симметрично линиям вихревого потока. При подаче сжатого воздуха в нижний кольцевой вихревой канал 18 образуется нисходящий вихревой поток, под действием которого образуется разрежение в цилиндрическом загрузочном канале 15, что обеспечивает интенсификацию процесса захвата ориентированной детали, проходящей по цилиндрическому загрузочному каналу 15.
Струйное загрузочное устройство содержит донную часть, выполненную в виде диска 21 и тарельчатой крышки 22, по внутренним поверхностям которых сформирована камера нагнетания 23, соединенная с источником сжатого воздуха посредством канала 24, а по нижней торцевой поверхности нижней платы 4 и верхней поверхности тарельчатой крышки 22 сформирована разгрузочная камера 25, соединенная с атмосферой посредством канала 26, тем самым обеспечивается отвод сжатого воздуха от нижнего кольцевого вихревого канала 18.
В камере нагнетания 23 установлены эжекторные вихревые элементы 27, выполненные в виде полых цилиндров 28. При этом каждый из эжекторных вихревых элементов 27 установлен соосно цилиндрическому загрузочному каналу 15 втулки 14 и имеет малые тангенциальные сопла 29, расположенные под углом к центральной оси цилиндрического загрузочного канала 15, посредством которых создается нисходящий эжекторный поток, транспортирующий деталь по цилиндрическому загрузочному каналу 15 и полости 30 эжекторного вихревого элемента 27. При этом обеспечивается создание нового цикла непрерывной ориентации деталей в процессе транспортирования и повышается надежность их выдачи из струйного загрузочного устройства в зону приема деталей и рабочую зону технологических машин.
Струйное загрузочное устройство работает следующим образом.
Струйное загрузочное устройство содержит узел ориентации в виде кассеты 1, содержащей корпус 2, запрессованный в платах 3 и 4, образующих двухполостную камеру 5. Полости 7 и 8 двухполостной камеры 5 соединены с источником сжатого воздуха посредством каналов 9 и 10. В кассете 1 размещены ориентирующие блоки 11, каждый из которых выполнен из двух симметрично расположенных крышек 12 и 13, по центральной оси которых установлена с возможностью вращения втулка 14 (фиг.1, 2).
При подаче сжатого воздуха из канала 9 в верхнюю полость 7 двухполостной камеры 51 в верхнем кольцевом вихревом канале 17 образуется восходящий вихревой поток, под действием которого создается динамический напор, взвешивающий детали 16 и придающий им вращательное движение за счет сил трения между потоком воздуха и поверхностью детали. Детали занимают устойчивое положение относительно линий восходящего вихревого потока под действием силы тяжести, тем самым приобретая ориентированное положение, а их вращательное движение интенсифицирует процесс ориентации деталей.
При подаче сжатого воздуха из канала 10 в нижнюю полость 8 двухполостной камеры 5 в нижнем кольцевом вихревом канале 18 образуется нисходящий вихревой поток, обеспечивающий создание разрежения в цилиндрическом загрузочном канале 15 (фиг.3, 4).
Восходящий и нисходящий вихревые потоки имеют одинаковое направление, тем самым обеспечивается вращательное движение втулки 14 относительно центральной оси ориентирующего блока 11, а при одновременном действии на деталь восходящего вихревого потока и разрежения в цилиндрическом загрузочном канале 15 ось вращения детали занимает вертикальное положение, соосное оси канала 15, и деталь под действием разрежения захватывается каналом 15 в ориентированном положении. Вращение втулки 14 в направлении движения вихревых потоков повышает вероятность процесса захвата детали за счет дополнительной компенсации малых отклонений от соосности осей детали и загрузочного канала 15 под действием взаимной прецессии. В смежных ориентирующих блоках 11 вращение вихревых потоков имеет противоположное направление для стабилизации процесса ориентации деталей и обеспечения его непрерывности.
Загруженная деталь транспортируется в цилиндрическом загрузочном канале 15 и полости 30 эжекторного вихревого элемента 27 под действием эжекторного потока воздуха, сформированного эжекторным вихревым элементом 27 при подаче в камеру нагнетания 23 сжатого воздуха через канал 24. Для стабилизации процесса транспортирования деталям сообщается дополнительное вращательное движение посредством малых тангенциальных сопел 29, направленных под углом к центральной оси загрузочного канала 15.
Таким образом, вышеизложенное свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- струйное загрузочное устройство, содержащее узел ориентации с новой конструкцией ориентирующего блока, включающего втулку с тороидальными рабочими поверхностями, обеспечивающей создание восходящего вихревого потока, вращающего деталь и совмещающего ось детали с осью цилиндрического загрузочного канала с последующим ее транспортированием по цилиндрическому загрузочному каналу нисходящим вихревым потоком, предназначено для перемещения деталей по новой технологической схеме с непрерывной ориентацией вращением на стадиях транспортирования и выдачи, позволяет повысить надежность процесса выдачи деталей и расширить функциональные возможности устройства с точки зрения повышения производительности;
- для заявленного изобретения, в том виде как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления в соответствии с описанием и прилагаемыми чертежами;
- разработанное устройство, воплощающее заявленное изобретение, при его осуществлении способно обеспечить достижение усматриваемого технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2179504C1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2001 |
|
RU2199432C2 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2002 |
|
RU2202466C1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2002 |
|
RU2215680C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2245773C1 |
Изобретение относится к автоматизации производственных процессов и может найти применение в устройствах для автоматической загрузки деталей в рабочую зону технологических машин. Устройство содержит узел ориентации, выполненный в виде двухполостной камеры с перегородкой, каждая полость которой соединена с источником сжатого воздуха, который выполнен в виде кассеты с образованием двухполостной камеры с перегородкой. В кассете размещены ориентирующие блоки, каждый из которых содержит запрессованный в верхней и нижней платах кассеты цилиндрический разъемный корпус с симметрично расположенными верхней и нижней крышками. По центральной оси крышек установлены с возможностью вращения втулки, имеющие верхние и нижние рабочие поверхности тороидальной формы и образующие с внутренней поверхностью крышек верхний кольцевой вихревой канал для создания восходящего вихревого потока и нижний кольцевой вихревой канал для создания нисходящего вихревого потока при подаче сжатого воздуха через выполненные в верхней и нижней крышках цилиндрического разъемного корпуса тангенциальные сопла. По центральной оси вращающейся втулки выполнен цилиндрический загрузочный канал для подачи детали с ориентацией ее симметрично линиям восходящего вихревого потока сжатого воздуха, вращением вокруг своей оси и транспортированием нисходящим эжекторным потоком посредством установленных в полом днище эжекторных вихревых элементов, каждый из которых расположен по оси цилиндрического загрузочного канала и выполнен в виде полого цилиндра с малыми тангенциальными соплами, расположенными под углом к оси цилиндрического загрузочного канала для создания вихревого эжекторного воздушного потока в зоне приема деталей. Использование такой конструкции обеспечивает непрерывную ориентацию вращением на стадиях транспортирования и выдачи деталей из струйного загрузочного устройства, позволяет расширить его функциональные возможности и повысить производительность. 4 ил.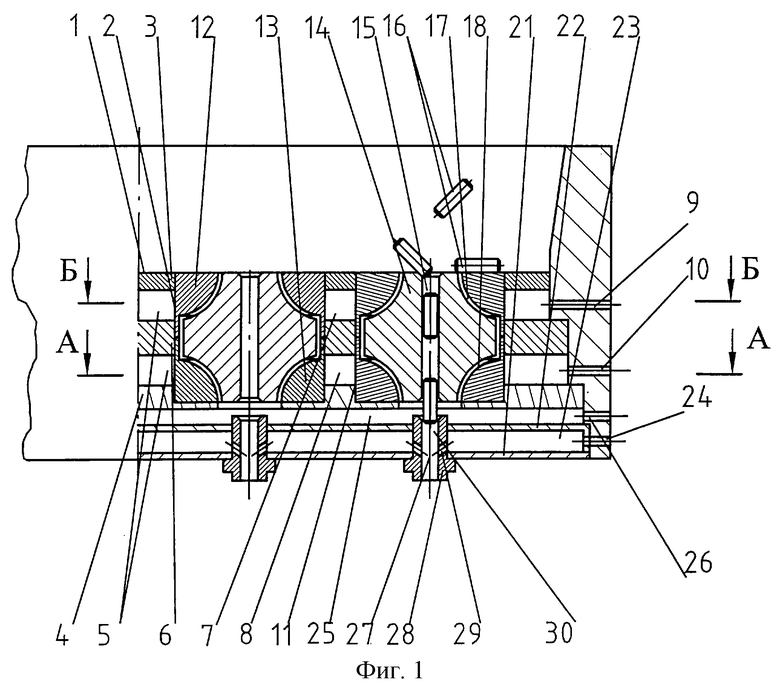
Струйное загрузочное устройство для выдачи деталей из бункера с помощью сжатого воздуха, содержащее узел ориентации, выполненный в виде двухполостной камеры с перегородкой, каждая полость которой соединена с источником сжатого воздуха, отличающееся тем, что узел ориентации выполнен в виде кассеты с образованием двухполостной камеры с перегородкой, в которой размещены ориентирующие блоки, каждый из которых содержит запрессованный в верхней и нижней платах кассеты цилиндрический разъемный корпус с симметрично расположенными верхней и нижней крышками, по центральной оси которых установлены с возможностью вращения втулки, имеющие верхние и нижние рабочие поверхности тороидальной формы и образующие с внутренней поверхностью крышек верхний кольцевой вихревой канал для создания восходящего вихревого потока и нижний кольцевой вихревой канал для создания нисходящего вихревого потока при подаче сжатого воздуха через выполненные в верхней и нижней крышках цилиндрического разъемного корпуса тангенциальные сопла, а по центральной оси вращающейся втулки выполнен цилиндрический загрузочный канал для подачи детали с ориентацией ее симметрично линиям восходящего вихревого потока сжатого воздуха, вращением вокруг своей оси и транспортированием нисходящим эжекторным потоком посредством установленных в полом днище эжекторных вихревых элементов, каждый из которых расположен по оси цилиндрического загрузочного канала и выполнен в виде полого цилиндра с малыми тангенциальными соплами, расположенными под углом к оси цилиндрического загрузочного канала для создания вихревого эжекторного воздушного потока в зоне приема деталей.
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| Загрузочное устройство | 1987 |
|
SU1509219A1 |
| Загрузочное устройство | 1977 |
|
SU677867A1 |
| Способ групповой загрузки деталей | 1987 |
|
SU1511049A1 |
