Изобретение относится к цветной металлургии, в частности к электролитическому способу получения магния в электролизерах.
Известен способ изготовления футеровки магниевого электролизера (авт. свид. СССР 241694, опубл. БИ 14 18.04.69 г.), включающий изготовление из крупноблочного жароупорного бетона огнеупорной кладки, по поверхности которой нанесен слой из шамотового кирпича, а теплоизоляционный слой выполнен из диатомитового кирпича.
Недостатком данного способа изготовления футеровки является низкий срок ее службы при воздействии расплавленных хлоридов при высоких температурах.
Известен способ изготовления футеровки магниевых электролизеров (авт. свид. СССР 451794, опубл. БИ 44 30.11.74 г.), включающий изготовление отдельных блоков из огнеупорных кирпичей, затем блоки устанавливают на слой из теплоизоляционного материала, соединяют их друг с другом пазами-замками, зазоры между кожухом и блоками заполняют засыпкой, а между блоками - твердеющими массами, например бетоном.
Недостатком данного способа изготовления футеровки магниевых электролизеров является повышенная теплопроводность электролизера, что способствует при высоких температурах образованию настылей из смеси электролита со шламом, особенно в пусковой период или во время эксплуатации при несоблюдении заданного состава электролита и температурного режима. Образование настылей приводит к некачественной выборке шлама, нарушению циркуляции электролита между электролитическим отделением и сборной ячейкой и, как следствие, к снижению технико-экономических показателей работы электролизера.
Задача данного изобретения направлена на устранение недостатков прототипа, т.е. устранение образования настылей из смеси электролита и шлама, поддержание заданного температурного режима работы электролизера за счет повышения теплоизоляции футеровки без увеличения размера по общей высоте футеровки.
Технический результат выражается в повышении срока службы электролизера.
Технический результат достигается тем, что в способе изготовления и монтажа футеровки подины электролизера, состоящей из теплоизоляционного и огнеупорного слоев, включающем изготовление отдельных блоков, установку их на теплоизоляционный слой, и заполнение пространства между блоками уплотняющим материалом, новым является то, что изготавливают многослойные блоки путем подготовки оболочки из высокопрочного огнеупорного материала, размещения в ней теплоизоляционного материала, сушки путем изотермической выдержки и охлаждения, теплоизоляционный слой выполнен в виде опор, между которыми размещен теплоизоляционный материал, и многослойные блоки установлены на опоры, а сверху на блоки устанавливают дополнительный слой из огнеупорного материала.
Кроме того, в качестве теплоизоляционного материала используют материал, имеющий коэффициент теплопроводности не более 0,04 Вт/мК, например фторфлогопитовое или базальтовое волокно.
Кроме того, в качестве высокопрочного огнеупорного материала использует материал с открытой пористостью не выше 16%, например фторфлогопитовое литье или высокоглиноземистый бетон.
Кроме того, изотермическую выдержку блоков осуществляют при температуре не ниже 225oС.
Кроме того, в качестве огнеупорного материала дополнительного слоя используют огнеупорный химически стойкий материал.
Кроме того, оболочку блоков изготавливают с использованием арматуры из химически стойкого материала, например нержавеющей стали или фторопласта.
Приготовленный многослойный блок позволяет значительно увеличить слой теплоизоляционного материала в подине футеровки электролизера и тем самым уменьшить образование настылей на подине, поддерживать постоянный температурный режим электролизера.
Подбор материалов для изготовления многослойной футеровки позволяет увеличить прочностные характеристики футеровки, повысить срок ее службы.
Установка блоков на опоры позволяет уменьшить деформацию футеровки и тем самым повысить срок ее службы за счет уменьшения пропитки электролитом футеровки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам заявленного изобретения. Определение из перечня заявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения "Способ монтажа и изготовления футеровки электролизера".
Следовательно, заявленное изобретение соответствует критерию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень"
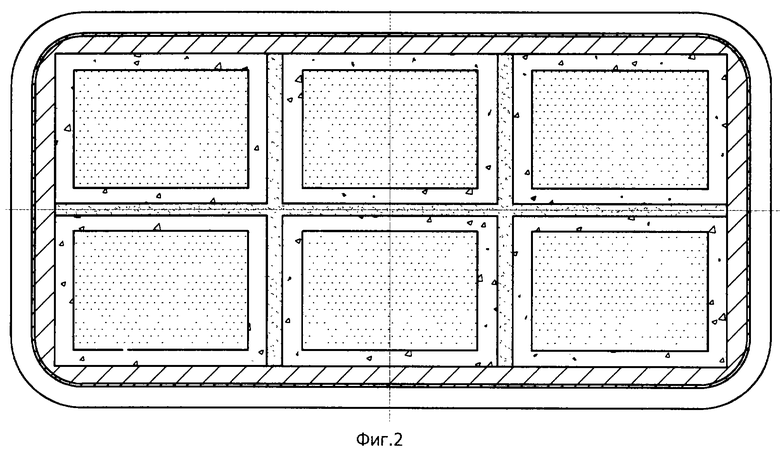
Способ приготовления футеровки электролизера показан на фиг.1 - продольный разрез, вид сбоку, на фиг.2 - поперечный разрез, вид сверху. Футеровка электролизера выполнена из кожуха 1 электролизера, в нем устанавливают опоры 2, между которыми размещают теплоизоляционный материал 3, сверху устанавливают блоки 4, выполненные из оболочки 5 с размещенным в ней теплоизоляционным материалом 6, слой огнеупорного материала 7, засыпка между блоками 8.
Монтаж футеровки осуществляют следующим образом.
Предварительно изготавливают на отдельном участке блоки 4. Для этого готовят арматуру из химически стойкого материала, например нержавеющей стали или фторпласта, арматуру заливают прочным огнеупорным и химически стойким материалом с низкой открытой пористостью не выше 16%, например из фторфлогопитового литья или высокоглиноземистого бетона, и готовят оболочку 5. Внутри оболочки 5 помещают теплоизоляционный материал 6 с коэффициентом теплопроводности не выше 0,04 Вт/мК, например из фторфлогопитового или базальтового волокна. Приготовленные блоки подвергают изотермической выдержке при температуре не ниже 225oС в течение 72 часов. Блоки охлаждают и используют при монтаже футеровки.
Далее осуществляют монтаж футеровки электролизера. В кожухе 1 электролизера на подине устанавливают опоры 2, например столбики из огнеупорного кирпича, путем кладки, между ними укладывают слой теплоизоляционного материала 3 с коэффициентом теплопроводности не выше 0,04 Вт м град, выполненного из фторфлогопитового или базальтового волокна. На теплоизоляционный слой 3 устанавливают блоки 4 с зазором, в который укладывают уплотняющий материал 8, выполненный в виде мелкой шамотовой крошки. Сверху на блоки устанавливают новый огнеупорный слой 7, выполненный из огнеупорного химически стойкого и прочного кирпича. Приготовленную таким образом футеровку разогревают, в емкость загружают расплавленное сырье и осуществляют процесс электролиза путем подачи постоянного тока на катоды и аноды и разложения хлорида магния на магний и хлор.
Таким образом, предложенный способ монтажа и приготовления футеровки позволяет значительно снизить настыли, увеличить срок службы футеровки, без увеличения ее размеров и изменения конструктивных узлов электролизера снизить теплопроводность футеровки в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРНЫХ БЛОКОВ ДЛЯ АГРЕГАТОВ ТИТАНО-МАГНИЕВОГО ПРОИЗВОДСТВА | 2003 |
|
RU2244043C1 |
| ЭЛЕКТРОЛИЗЕР С НИЖНИМ ВВОДОМ АНОДОВ ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 1996 |
|
RU2109851C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 2001 |
|
RU2190703C1 |
| СПОСОБ ОБОГАЩЕНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2202639C1 |
| СПОСОБ ОСТАНОВКИ ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2128243C1 |
| СПОСОБ МОНТАЖА И ПУСКА МАГНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2109850C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА, ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЕЕ ЧАСТИ | 1997 |
|
RU2128730C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 2001 |
|
RU2206639C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВОВ | 1996 |
|
RU2119556C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 2001 |
|
RU2196849C1 |
Изобретение относится к цветной металлургии и может быть использовано при получении магния электролизом. Техническим результатом изобретения является повышение срока службы электролизера. Способ изготовления и монтажа футеровки подины электролизера, состоящей из теплоизоляционного и огнеупорного слоев, включает изготовление отдельных блоков, установку их на теплоизоляционный слой и заполнение пространства между блоками уплотняющим материалом. Многослойные блоки изготавливают путем подготовки оболочки из высокопрочного огнеупорного материала, размещения в ней теплоизоляционного материала, сушки путем изотермической выдержки и охлаждения. Теплоизоляционный слой выполнен в виде опор, между которыми размещен теплоизоляционный материал, многослойные блоки установлены на опоры, а сверху на блоки устанавливают дополнительный слой из огнеупорного материала. В качестве теплоизоляционного материала используют материал, имеющий коэффициент теплопроводности не более 0,04 Вт/мК, например фторфлогопитовое или базальтовое волокно. В качестве высокопрочного огнеупорного материала используют материал с открытой пористостью не выше 16%, например фторфлогопитовое литье или высокоглиноземистый бетон. Изотермическую выдержку блоков осуществляют при температуре не ниже 225oС. В качестве огнеупорного материала дополнительного слоя используют огнеупорный химически стойкий материал. Оболочку блоков изготавливают с использованием арматуры из химически стойкого материала, например нержавеющей стали или фторопласта. 5 з.п.ф-лы, 2 ил.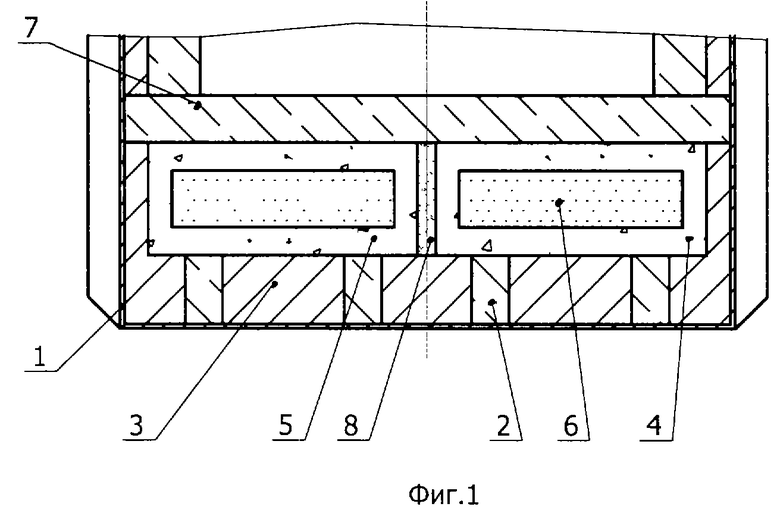
| 1971 |
|
SU415794A1 | |
| ФУТЕРОВКА МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU241694A1 |
| ФУТЕРОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ | 0 |
|
SU407972A1 |
| US 5429722 A, 04.07.1995. | |||
