Изобретения относятся к прядильному производству текстильной промышленности и могут быть использованы на кольцевых прядильных, крутильных и им подобным машинах.
Известен способ кручения и наматывания нити, заключающийся в скручивании мычки, выходящей из вытяжного прибора, путем последовательного вращения нити вокруг своей оси и вокруг паковки и наматывания полученной нити на паковку за счет отставания от паковки подвижного тела, контактирующего с нитью и скользящего по кольцу, охватывающему паковку. Причем скручивание идет до получения в треугольнике кручения круглого сечения нити из плоской мычки [1] (с. 125-127).
Недостатком данного способа является пониженная прочность нити, обусловленная неравномерностью структурного натяжения волокон в сечении нити в ходе ее получения, образованном в результате перехода плоской мычки в нить с круглым сечением в треугольнике кручения.
Известен способ кручения и наматывания, предназначенный для получения нити меньшей линейной плотности при более высоких скоростях вращения веретена [2] (с. 39-41). Он включает скручивание мычки, выходящей из вытяжного прибора, путем последовательного вращения нити вокруг своей оси и вокруг неподвижного колпака, охватывающего паковку, с последующим наматыванием нити на паковку. Причем наматывание осуществляется за счет трения нити о край неподвижного колпака и отставания в результате этого от паковки, а скручивание также идет до получения в треугольнике кручения круглого сечения нити из плоской мычки.
Недостатком данного способа является пониженная прочность нити, обусловленная неравномерностью структурного натяжения волокон в сечении нити, полученной в треугольнике кручения, а также сложностью регулирования натяжения нити и необходимостью снятия колпака при съеме наработанных початков с нитью, что снижает качество нити и производительность оборудования.
Известно устройство для кручения и наматывания нити, содержащее два кольца, охватывающих паковку и помещенных одно в другое, причем одно из них неподвижно, а другое установлено с возможностью подъема, например, за счет взаимодействия с нитью, проходящей в зазоре между ними, или магнитного воздействия, или давления воздуха [3].
Недостатками данного устройства являются затрудненный пуск веретена, нестабильность движения верхнего кольца, трудность регулировки натяжения нити, а также возможность вылета верхнего кольца при обрыве нити в момент формирования верхней части паковки, что является небезопасным при обслуживании машины.
Известно устройство для кручения и наматывания нити, содержащее бегунок кольцеобразной формы с внутренним отверстием, охватывающим паковку, и внутренним выступом или прорезью для зацепления нити, установленный внутри неподвижного кольца, закрепленного на кольцевой планке. Нить, образуя баллон вокруг паковки, зацепляется за выступ или прорезь бегунка и, получая дополнительное усилие от трения бегунка о кольцо, отстает от веретена и наматывается на паковку [4].
Недостатками данного устройства являются трудность регулировки натяжения нити, большая инерционность кольцеобразного бегунка, что увеличивает обрывность нити в момент пуска веретена, необходимость парной замены кольца и бегунка при смене ассортимента вырабатываемой нити и невысокая надежность работы устройства, обусловленная постоянным неравномерным износом плоскости бегунка о кольцо в точке контакта бегунка с нитью, приводящим к его дисбалансу и нестабильности вращения.
За прототип способа принят способ кручения и наматывания нити, согласно которому ее скручивают после выхода из зоны вытягивания путем вращения нити вокруг своей оси и вокруг паковки, в нижней части баллона нить отводят в противоположную от паковки сторону и наматывают нить на паковку [5].
Недостатком данного способа является недостаточность усилия прижима нити к нижнему подвижному баллоноограничительному кольцу вследствие малого угла отвода нити в противоположную от паковки сторону, что снижает скоростные параметры кольца и веретена, а значит и производительность оборудования. Кроме того, угол отвода нити недостаточен для эффективного разгона кольца в момент пуска веретена после ликвидации обрыва, что снижает надежность работы устройства.
За прототип устройства принято устройство для кручения и наматывания нити, содержащее направляющее средство, расположенное на кольцевой планке концентрично веретену и выполненное в виде камеры с кольцевой продольной щелью, и установленный внутри камеры с возможностью вращения и качения бегунок [6].
Недостатком данного устройства является наличие наряду с трением качения шарообразного бегунка о кольцевую камеру трения скольжения оси крючка в центре шара, что снижает скоростные параметры веретена, а значит и производительность оборудования. Наличие трения скольжения приводит также к возможному скручиванию крючка и перехлестыванию нити и, как следствие, ее обрыву, что снижает надежность работы устройства. Кроме того, центробежная сила может отклонить ось крючка от вертикального положения и вызвать относительное прецессионное движение крючка, что также нарушает стабильность и надежность работы устройства.
Техническим результатом изобретений является повышение производительности кольцевой машины с одновременным улучшением качественных показателей вырабатываемой нити и увеличение долговечности пары бегунок-кольцо.
Указанный технический результат достигается тем, что в способе кручения и наматывания нити, согласно которому ее скручивают после выхода из зоны вытягивания путем вращения нити вокруг своей оси и вокруг паковки, в нижней части баллона нить отводят в противоположную от паковки сторону и наматывают нить на паковку согласно изобретению, в нижней части баллона нить отводят в противоположную от паковки сторону перпендикулярно веретену и на расстояние, меньшее или равное длине волокна, после чего нить раскручивают под натяжением и после восстановления крутки возвращают к паковке для последующего наматывания на нее.
А в устройстве для кручения и наматывания нити, содержащем направляющее средство, расположенное на кольцевой планке концентрично веретену и выполненное в виде камеры с кольцевой продольной щелью, и установленный внутри камеры с возможностью вращения и качения бегунок, согласно изобретению камера и бегунок имеют тороидальную форму, а радиус кривизны сечения внутренней рабочей поверхности тороидальной камеры превышает радиус кривизны поперечного сечения наружной рабочей поверхности тороидального бегунка, при этом камера выполнена разъемной, кольцевая продольная щель выполнена на стенке камеры, обращенной к веретену, а верхняя часть этой стенки изготовлена из антифрикционного материала, причем на тороидальной камере предусмотрена сквозная заправочная щель, выполненная под острым углом к радиусу в сторону вращения веретена, а на входе заправочной щели смонтировано средство для улавливания бегунка. Высота тороидальной камеры изнутри равна 0,55-0,95 наружного диаметра бегунка. Ширина кольцевой продольной щели составляет 0,55-0,95 диаметра поперечного сечения тороидального бегунка. Ширина сквозной заправочной щели составляет 0,55-0,95 диаметра поперечного сечения тороидального бегунка. Средство для улавливания бегунка выполнено в виде магнита. Кратчайшее расстояние от внутренней поверхности тороидальной камеры до внутренней поверхности тороидального бегунка составляет по меньшей мере 0,25-0,95 длины волокна вырабатываемой нити. Внутренний диаметр тороидального бегунка составляет по меньшей мере 2-20 толщин вырабатываемой нити. Ширина кольцевой продольной щели равна по меньшей мере 2-10 толщинами вырабатываемой нити. Ширина сквозной заправочной щели равна по меньшей мере 2-10 толщинами вырабатываемой нити.
Осуществление контакта тороидального бегунка с внутренней тороидальной поверхностью направляющей камеры в точке исключает трение скольжения бегунка о камеру, что значительно снижает износ бегунка и его нагрев при качении. Это позволяет значительно повысить скорость его качения и, следовательно, частоту вращения веретена, повысив тем самым производительность кольцевой прядильной машины при минимальном износе бегунка и кольцевой камеры, увеличив долговечность пары бегунок-кольцо. Кроме того, изгиб нити в нижней части баллона примерно на 90o в сторону от паковки и контакт нити о верхнюю антифрикционную поверхность кольцевой камеры не позволяет ложному раскручиванию нити от взаимодействия с бегунком распространяться вверх по баллону и ослаблять нить. Длина зоны ложного раскручивания нити ограничена расстоянием от внутренней поверхности камеры до внутренней поверхности бегунка, выбрана меньшей или равной средней длины волокна. Поэтому раскручивание и вытягивание нити за счет натяжения нити в баллоне выравнивает натяжение волокон в сечении нити, улучшая качественные и прочностные ее характеристики, и не снижает прочность и целостность нити в момент ее раскручивания, не приводя к повышенной обрывности при ее формировании.
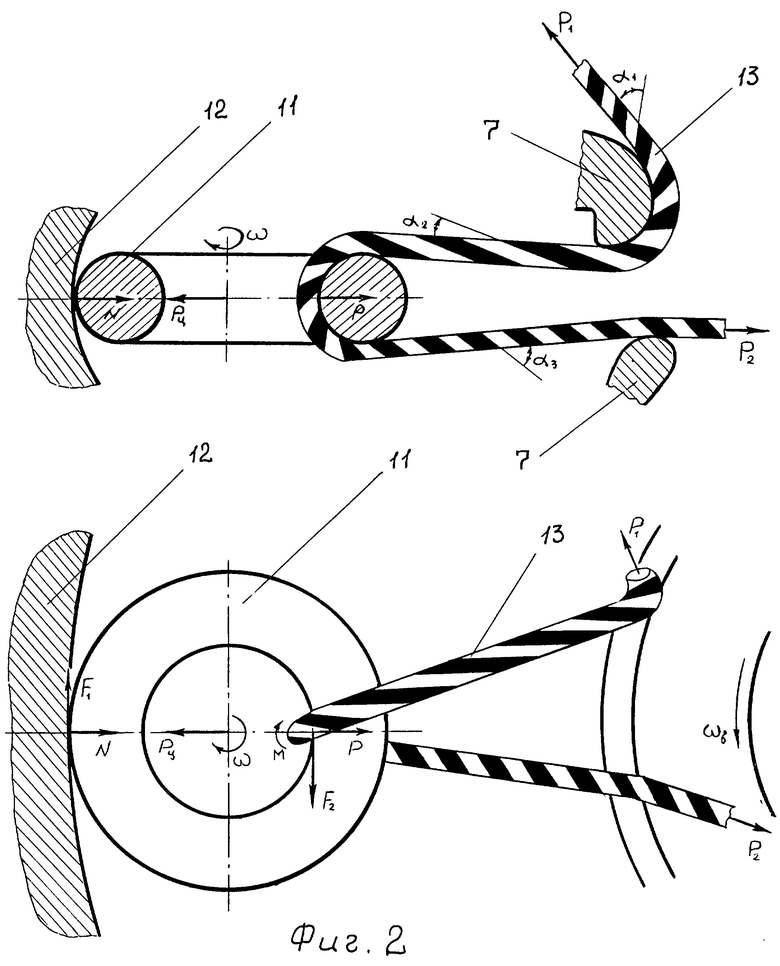
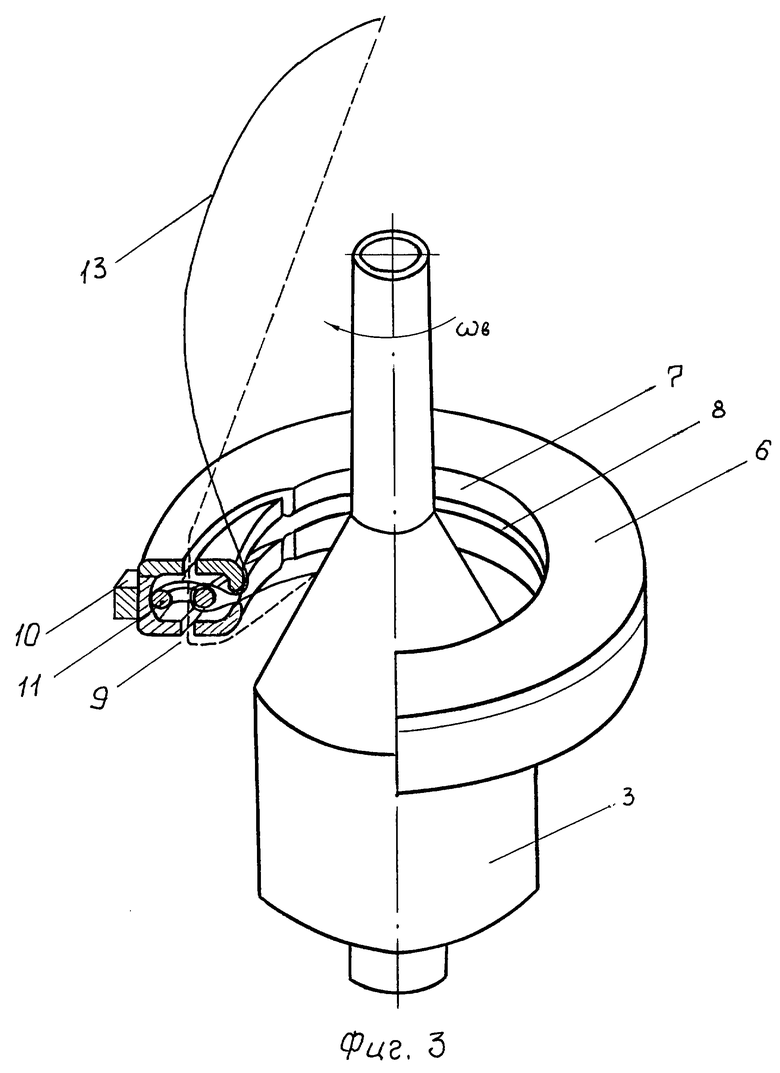
На фиг.1 представлен общий вид заявляемого устройства; на фиг.2 показана схема заправки нити в паре кольцо-бегунок (фронтальная и горизонтальная проекции); на фиг.3 показана принципиальная схема заправки при ликвидации обрыва нити и пуске веретена.
Устройство для кручения и наматывания нити содержит вытяжную пару 1, установленный соосно веретену 2 с паковкой 3 направляющий крючок 4. На кольцевой планке 5 концентрично веретену 2 расположена тороидальная камера 6. Камера 6 выполнена разъемной, на ее стенке 7, обращенной к веретену 2, имеется кольцевая продольная щель 8. Верхняя часть стенки 7 камеры 6 над кольцевой щелью 8 выполнена из антифрикционного материала. Кроме того, у тороидальной камеры 6 предусмотрена сквозная заправочная щель 9, выполненная под острым углом к радиусу в сторону вращения веретена 2, а на входе заправочной щели 9 установлено средство для улавливания бегунка, выполненное, например, в виде магнита 10. Внутри камеры 6 с возможностью свободного вращения и качения установлен бегунок 11, имеющий тороидальную форму. Радиус кривизны сечения внутренней рабочей поверхности 12 тороидальной камеры 6 превышает радиус кривизны поперечного сечения наружной рабочей поверхности тороидального бегунка 11. Для исключения возможности переворачивания бегунка 11 в камере 6 и перекручивания нити 13, заправленной в бегунок 11, в момент пуска и останова веретена 2 высота внутри камеры 6 предусмотрена меньшей наружного диаметра тороидального бегунка 11 и составляет от его значения 0,55-0,95. С целью исключения вылетания бегунка 11 из тороидальной камеры 6 сквозь кольцевую продольную щель 8 и заправочную щель 9 ширина обоих щелей выполнена не превышающей диаметра поперечного сечения бегунка 11 и составляет 0,55-0,95 его диаметра.
Для обеспечения проведения операции раскручивания нити 13 и исключения обрыва кратчайшее расстояние от внутренней поверхности тороидальной камеры 6 до внутренней поверхности тороидального бегунка 11 должно составлять по меньшей мере 0,25-0,95 длины волокна вырабатываемой нити.
Для беспрепятственного прохождения нити 13 через тороидальный бегунок 6 внутренний диаметр последнего равен 2-20 толщинами вырабатываемой нити 13. С целью обеспечения свободной заправки нити 13 в сквозную заправочную щель 9 и свободного прохождения нити 13 через кольцевую продольную щель 8 ширина щелей должна быть выполнена по меньшей мере равной 2-10 толщинами вырабатываемой нити 13.
Устройство для кручения и наматывания нити работает следующим образом.
В момент начала вращения веретена 2 кольцевой прядильной машины и паковки 3 нить 13, заправленная через сквозную щель 9 (фиг.3) сквозь тороидальный бегунок 11 и направляющий крючок 4 и присученная к мычке у выхода из-под выпускной пары 1 вытяжного прибора (пунктирная линия), увлекает за собой тороидальный бегунок 11. Двигаясь вдоль сквозной заправочной щели 9 в направлении движения веретена 2 с паковкой 3, нить 13 выходит из нее и попадает в кольцевую продольную щель 8 при постоянной рабочей скорости вращения веретена 2, продвигаясь вдоль нее и увлекая за собой тороидальный бегунок 11. При большой рабочей угловой скорости вращения паковки 3 за счет сил инерции тороидальный бегунок 11 прижимается к внутренней рабочей поверхности 12 тороидальной камеры 6 (см. фиг.2). Поскольку в сечении внутренняя рабочая поверхность 12 камеры 6 и внешняя рабочая поверхность бегунка 11 представляют собой дуги, то контакт обеих поверхностей в каждый отдельный момент времени осуществляется в точке. Сила трения бегунка 11 о рабочую поверхность 12 камеры 6 заставляет его катиться, вращаясь в обратную сторону вращения паковки 3, а большой момент (гироскопический) сил инерции собственного вращения бегунка 11 удерживает его в горизонтальном положении. Сила инерции движения бегунка 11 по кольцевой траектории удерживает его на максимальном диаметре вогнутой рабочей тороидальной поверхности 12 камеры 6, исключая при этом касание бегунка 11 о верхнюю и нижнюю внутренние поверхности камеры 6. Сила трения-качения бегунка 11 о внутреннюю рабочую поверхность 12 камеры 6 заставляет бегунок 11 отставать от движения паковки 3, что обеспечивает натяжение и наматывание нити 13 на паковку 3, а также продвижение нити 13 от выпускной пары 1 вытяжного прибора сквозь направляющий крючок 4 вниз вдоль баллона к тороидальной камере 6.
Получив за счет вращения паковки 3 начальную действительную крутку, нить 13 (скрученная мычка), двигаясь от выпускной пары 1 сквозь крючок 4 вдоль баллона сверху вниз, в нижней части баллона попадает в тороидальную камеру 6, благодаря чему меняет свое направление и отводится в противоположную от паковки 3 сторону перпендикулярно веретену 2. Катясь внутри камеры 6 и вращаясь при этом в противоположном направлении вращению паковки 3 (а следовательно, и действительной крутки нити 13), бегунок 11 за счет момента сил трения нити 13 о его внутреннюю поверхность раскручивает нить 13 на участке от внутреннего диаметра бегунка 11 до внутреннего диаметра камеры 6. В этой зоне ложного раскручивания на нить 13, находящуюся в свободном состоянии, действует сила натяжения, определяемая совокупностью силовых факторов, включающих: силу инерции нити 13 в баллоне; силу трения нити 13 в баллоне о воздух и о верхнюю часть тороидальной камеры 6; силу инерции бегунка 11; силу трения качения бегунка 11 о внутреннюю рабочую поверхность камеры 6 и силу трения нити 13 о бегунок 11 при ее прохождении сквозь него. Под действием натяжения в зоне ложного раскручивания происходят структурные преобразования нити 13, заключающиеся в том, что наружные обвивочные волокна, получившие большее натяжение в треугольнике кручения (где плоская мычка превращается в круглую нить 13), получают возможность сдвига относительно внутренних менее натянутых волокон, образующих тело нити 13. Таким образом, происходит выравнивание натяжения волокон в сечении нити 13, что повышает ее разрывную прочность и улучшает ее качественные показатели прочности и ровноты. Далее нить 13 меняет свое направление на 180o, выходит из тороидального бегунка 11, при этом действие раскручивающего момента со стороны бегунка 11 на нить 13 прекращается и действительная крутка мгновенно восстанавливается. Таким образом, улучшенная структура натяжения волокон внутри нити 13 закрепляется (фиксируется) действительной круткой, причем повторное скручивание нити 13 происходит уже не из плоской мычки, а из круглой нити 13, что исключает появление структурной неровноты натяжения волокон в сечении нити 13. После выхода улучшенной нити 13 из тороидальной камеры 6 она наматывается на паковку 3.
При обрыве нити 13 и нарушении технологического процесса кручения в силу ряда случайных причин тороидальный бегунок 11, совершив по инерции несколько оборотов внутри камеры 6, останавливается возле постоянного магнита 10, совместившись с входом сквозной заправочной щели 9, что обеспечивает его готовность к заправке и возобновлению процесса кручения. После введения оборванного конца нити 13 сквозь щель 9, тороидальный бегунок 11, крючок 4 (см. фиг.3 пунктирная линия нити 13) и присучивания к мычке выпускной пары 1 вытяжного прибора осуществляется пуск остановленного на время заправки веретена 2 и процесс кручения возобновляется.
Пример практического осуществления способа.
Апробация способа осуществлялась в условиях производства на кольцевой прядильной машине П-66-5М6 при выработке хлопчатобумажной пряжи 17,4 текс, полуфабрикат приготавливался по принятой на фабрике технологии из хлопка 3-4 типа I и II сорта.
После выхода мычки из зоны вытягивания ее скручивают в нить (пряжу) с круглым поперечным сечением и проводят последовательно по двум участкам вращения. В начальный период своего вращения нить воспринимает основную крутку за счет вращения паковки и баллона нити вокруг паковки. Далее скрученная нить проходит период баллонирования, двигаясь сверху вниз по баллону. В нижней части баллона нить отводят в противоположную от паковки сторону перпендикулярно веретену на расстояние меньшее или равное длине волокна (расстояние от внутреннего диаметра камеры до внутреннего диаметра бегунка) и на нить воздействуют фрикционным вращательным моментом, направленным в противоположную сторону крутке и совершающим движение по окружности с диаметром, равным диаметру баллона нити в нижней части, т.е. осуществляют раскручивание нити. Фрикционный раскручивающий момент раскручивает нить до структурных изменений в виде продольного сдвига волокон друг относительно друга под действием натяжения нити в баллоне. После прохождения нитью точки приложения раскручивающего момента раскрутка исчезает автоматически и нить возвращают к паковке, где происходит ее наматывание.
Результаты апробации способа приведены в таблице.
Как видно из таблицы, при апробации заявленных способа и устройства с частотой вращения веретен, используемой при традиционной технологии, качественные показатели вырабатываемой нити улучшаются. При увеличении частоты вращения веретен до 19500 мин-1 степень улучшения несколько меньше, однако значительный рост по отношению к традиционной технологии налицо. При этом долговечность бегунка увеличивается в 5-6 раз. Следует отметить, что при использовании заявляемых способа и устройства частота вращения веретен, указанная в таблице, не является предельной.
Использование предлагаемого способа и устройства для его осуществления по сравнению с прототипом позволяет:
- осуществить структурные преобразования натяжения волокон внутри пряжи за счет введения раскручивающего момента на участке, ограниченном длиной волокна натянутой пряжи, что позволит повысить прочность полученной нити на 30-40% и улучшит ее ровноту;
- повысить производительность кольцепрядильных и кольцекрутильных машин за счет увеличения скорости вращения веретен в 2-2,5 раза;
- увеличить долговечность и срок службы пары кольцо-бегунок в 5-6 раз.
Источники информации
1. Прядение хлопка и химических волокон (изготовление ровницы, суровой и меланжевой пряжи, крученых нитей и ниточных изделий) /И.Г.Борзунов, К.И.Бадалов и др. - 2-е изд., перераб и доп. - М.: Легпромбытиздат, 1986, 392 с.
2. Теория процессов, технология и оборудование прядения хлопка и химических волокон: Учебник /Ю.В.Павлов, А.Б.Шапошников, А.Ф.Плеханов и др. /Под ред. Ю.В.Павлова. - Иваново: ИГТА, 2000, 392 с.
3. Патент США 3345814, МПК D 01 Н 7/56, 1965 г.
4. Крутильно-мотальное устройство для прядильных и крутильных машин. А. с. СССР 996548. /Е.Я.Пигалев. Опубл. 1983.
5. Патент Австрии 399731, кл. D 01 Н 1/02, опубл. 25.07.95.
6. Патент Германии 347003, кл. D 01 Н 7/60, опубл. 12.01.22.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОНООГРАНИЧИТЕЛЬ ПРЯДИЛЬНОЙ ИЛИ ПРЯДИЛЬНО-КРУТИЛЬНОЙ МАШИНЫ | 2011 |
|
RU2460831C1 |
| СПОСОБ КРУЧЕНИЯ И НАМАТЫВАНИЯ ПРЯЖИ | 1996 |
|
RU2107757C1 |
| Устройство для получения крученой нити из двух стренг | 1990 |
|
SU1805145A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЯЖИ В ПОЛЕ ДВУХЗОННОГО КРУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2309203C2 |
| Кольцекрутильный механизм текстильной машины | 1991 |
|
SU1804505A3 |
| ВЕРЕТЕНО ДИНАМОМЕТРИЧЕСКОЕ | 2002 |
|
RU2202662C1 |
| Способ получения крученой нити из двух стренг на полом веретене прядильно-крутильной машины | 1990 |
|
SU1796703A1 |
| УСТРОЙСТВО ДЛЯ КРУЧЕНИЯ И НАМАТЫВАНИЯ ПРЯЖИ | 1997 |
|
RU2127776C1 |
| Съемная юловка к веретенам кольцепрядильного ватера | 1933 |
|
SU51497A1 |
| Способ получения крученой нити | 1989 |
|
SU1707102A1 |

Способ и устройство могут быть использованы в прядильном производстве текстильной промышленности на кольцевых прядильных, крутильных и им подобных машинах для кручения и наматывания нити и позволяют повысить производительность кольцевой машины с одновременным улучшением качественных показателей вырабатываемой нити и увеличить долговечность пары бегунок-кольцо. Согласно способу нить скручивают после выхода из зоны вытягивания путем вращения нити вокруг своей оси и вокруг паковки. В нижней части баллона нить отводят в противоположную от паковки сторону перпендикулярно веретену и на расстояние, меньшее или равное длине волокна, после чего нить раскручивают под натяжением и после восстановления крутки возвращают к паковке для последующего наматывания на нее. Устройство для осуществления способа содержит направляющее средство, расположенное на кольцевой планке концентрично веретену и выполненное в виде камеры с кольцевой продольной щелью, и установленный внутри камеры с возможностью вращения и качения бегунок. Камера и бегунок имеют тороидальную форму, а радиус кривизны сечения внутренней рабочей поверхности тороидальной камеры превышает радиус кривизны поперечного сечения наружной рабочей поверхности тороидального бегунка. Камера выполнена разъемной, кольцевая продольная щель выполнена на стенке камеры, обращенной к веретену, а верхняя часть этой стенки изготовлена из антифрикционного материала. На тороидальной камере предусмотрена сквозная заправочная щель, выполненная под острым углом к радиусу в сторону вращения веретена, а на входе заправочной щели смонтировано средство для улавливания бегунка, выполненное, например, в виде магнита. Высота тороидальной камеры изнутри равна 0,55-0,95 наружного диаметра бегунка. Ширина кольцевой продольной щели и сквозной заправочной щели составляет по меньшей мере 0,55-0,95 диаметра поперечного сечения тороидального бегунка. Кратчайшее расстояние от внутренней поверхности тороидальной камеры до внутренней поверхности тороидального бегунка составляет по меньшей мере 0,25-0,95 длины волокна вырабатываемой нити. Ширина кольцевой продольной щели и ширина сквозной заправочной щели равны по меньшей мере 2-10 толщинам вырабатываемой нити. 2 с. и 8 з.п. ф-лы, 3 ил., 1 табл.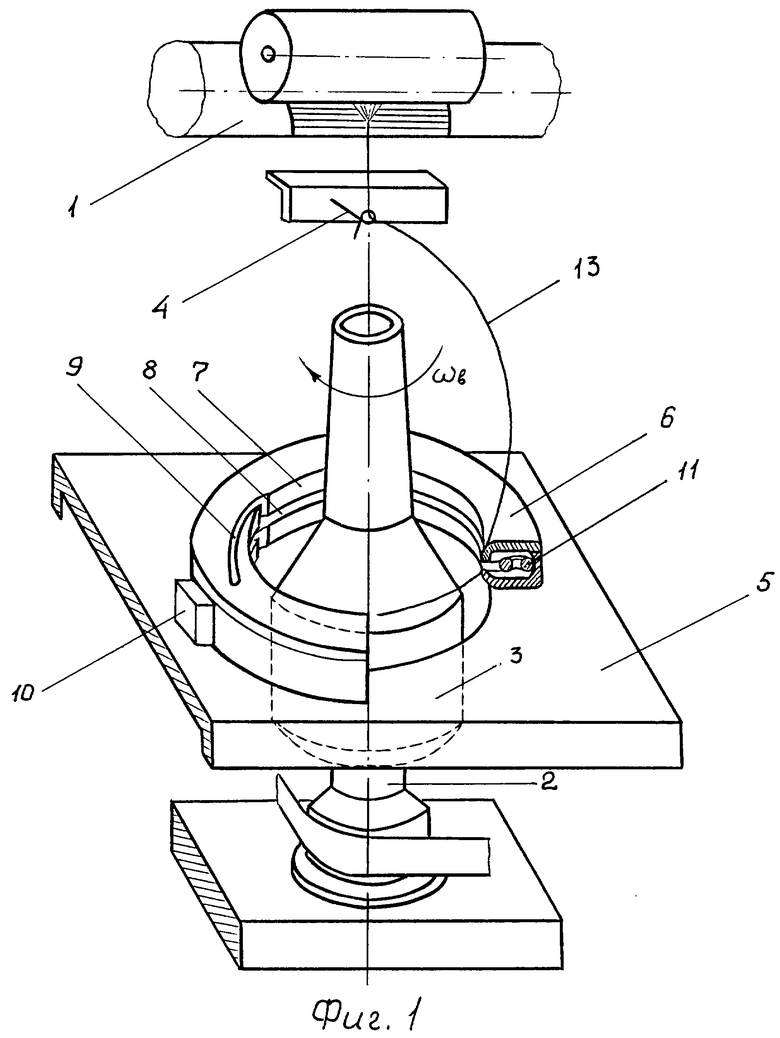
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ ЖИДКОСТИ | 0 |
|
SU399731A1 |
| DE 347003 A, 12.01.1922 | |||
| СИСТЕМА РЕГУЛИРОВАНИЯ БЛОКА | 1972 |
|
SU436164A1 |
| ПАРА КОЛЬЦО - БЕГУНОК ТЕКСТИЛЬНОЙ МАШИНЫ | 1995 |
|
RU2090670C1 |
| Кольцекрутильный механизм текстильной машины | 1991 |
|
SU1804505A3 |
| US 3903689 А, 09.09.1975 | |||
| ПЛУНЖЕРНОЕ ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 2005 |
|
RU2294453C1 |
| DE 4037858 А1, 06.06.1991. | |||

