Изобретение относится к области ручной механической маркировки изделий путем нанесения углублений маркировки.
Наиболее близким изобретением к предложенному способу является способ маркировки изделий, включающий получение изображения механическим нанесением штрихов (см. а.с. SU 1669710, кл. В 25 Н 7/02, 15.08.91 г.).
Недостатком известного способа является большая трудоемкость и продолжительность по времени нанесения маркируемого изображения, а также образования рельефных гратов (выдавленного металла, неровностей) при нанесении ударов.
Наиболее близким изобретением к предложенному устройству является устройство для ручной маркировки изделий, содержащее корпус и клеймы (см. а.с. SU 220258, кл. В 44 В 5/00,10.11.1969 г.).
Недостатком известного устройства является образование рельефного грата вокруг знаков, полученных ударным внедрением клейм в маркируемую поверхность и получение нечетких изображений.
Задачей изобретения является обеспечение простоты использования и удобства в эксплуатации, уменьшение трудоемкости и времени на выполнение маркировки, получение четких изображений на маркируемой поверхности, а также унификация устройства.
Технический результат - достигается простота использования и удобства эксплуатации, повышается производительность и четкость изображений маркируемой поверхности, а также устройство становится унифицированным.
Технический результат в части способа достигается тем, что метки выполняют комбинированными в виде штрихов и углублений посредством фрезерования и/или сверления маркируемой поверхности, при этом метки - штрихи выполняют либо различных, либо одинаковых размеров по толщине, длине, глубине и наносят одновременным или последовательным фрезерованием, а углубления выполняют либо различных, либо одинаковых диаметров с возможностью образования различных рисунков или конфигураций сверлений, причем расстояние между отдельными метками выполняют либо различными, либо одинаковыми.
Технический результат в части устройства достигается тем, что в корпусе установлен вал, а клеймы выполнены в виде одной или нескольких дисковых фрез, последовательно и соосно закрепленных на свободном конце вала с возможностью изменения расстояния между ними посредством дистанционных втулок, замены и установки фрез либо различной, либо одинаковой толщины и диаметров дисков в различной последовательности, при этом крайняя к свободному торцу вала дисковая фреза расположена на расстоянии 50-150 мм от него, а торцевая часть приводного вала выполнена с возможностью крепления на ней торцевой фрезы или сверла, дистанционные втулки выполнены либо различной, либо одинаковой толщины.
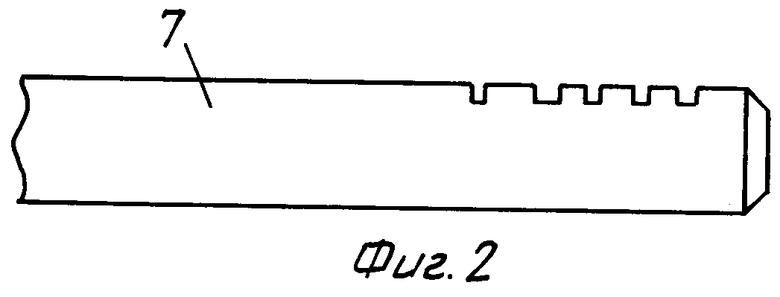
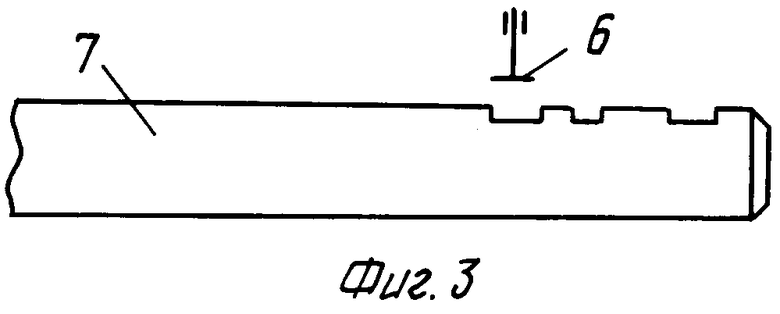
На фиг. 1 изображено устройство для маркировки изделий, вид сбоку. На фиг. 2 - изделие с маркировкой, нанесенной дисковыми фрезами. На фиг.3 - то же с маркировкой, нанесенной фрезой, закрепленной на торце. На фиг.4 - то же с маркировкой, нанесенной сверлом.
Устройство для маркировки изделий содержит корпус 1 с установленным на нем посредством опор электро- либо пневмо- приводным валом 2, на свободном конце которого закреплены клеймы, выполненные в виде набора дисковых фрез 3, с возможностью изменения расстояния между фрезами 3 посредством дистанционных втулок 4, установленных на валу между фрезами 3, замены и установки фрез 3 либо различной, либо одинаковой толщины и диаметром дисков. Фрезы 3 могут быть установлены в различной последовательности: увеличивающимися и/или уменьшающимися по толщине и диаметру, или только по толщине, или только по диаметру, чередующимися по толщине и диаметру, и чередующиеся только по толщине и только по диаметру. Крайняя к свободному концу вала 2 дисковая фреза 3 расположена для удобства эксплуатации на расстоянии 50 -150 мм от свободного конца вала 2. Торцевая часть приводного вала 2 выполнена с возможностью закрепления на нем торцевой фрезы 6 или сверла 5.
Для нанесения обозначения на маркируемое изделие, например трубу 7, пруток или листовой материал (на чертеже не показано), вал 2 устройства подносят к маркируемой поверхности изделия 7 с обеспечением контакта всех дисковых фрез 3, соосно установленных с валом 2, с данной поверхностью и заглубляют в нее (см. фиг.2). Маркировка может быть также осуществлена торцевой фрезой 6 или сверлом 5 (см. фиг.3. 4), закрепленным на торцевой части вала 2 последовательным нанесением меток на маркируемую поверхность, при этом получают, если сверлом, то углубления с коническим дном, а если торцевой фрезой, то можно получить конфигурацию углублений (сверлений различной конфигурации) в зависимости от того, в каком направлении движется фреза (овал, прямоугольник с закругленными углами и т.д.) При нанесении меток на листовой материал образуют метки - штрихи различной длины. Метки могут быть нанесены также последовательным поочередным нанесением меток дисковыми фрезами и/или сверлом в различных комбинациях.
Получаемые в результате маркировки прорези или отверстия - углубления являются маркировочными обозначениями, характеризующими изделие, по маркам материала, по типу размеров проката или по другим характеристикам. Информационным обозначением является длина, толщина, глубина прорезей и расстояние между ними по получаемым установкой дисковых фрез 3 различной толщины и диаметра или установкой сверла 5 или торцевой фрезы 6 различного диаметра, а также установкой дистанционных втулок 4 различной длины, и выполнения сверлении - углублений на различном расстоянии друг от друга с образованием различного рисунка или конфигураций сверлении - углублений, прямая, кривая линии или любой другой рисунок. Заранее устанавливают, какому материалу или сортаменту будет соответствовать та или иная метка и составляют специальные таблицы, а считывающее устройство или оператор определяет при необходимости по маркировке сортамент проката, его типоразмеры или другой любой материал (древесина, пластмасса и т.д.).
Механически прорезанные или просверленные метки имеют четкие грани и хорошо различимы на маркируемой поверхности. При необходимости прорези меток можно заполнять любым другим материалом, например краской, парафином и т.д., для большей наглядности.
Нанесение обозначений высокопроизводительно и не требует много времени, а также удобно в эксплуатации, поскольку происходит нанесение или нескольких меток сразу без лишних усилий фрезами 3, 6, или сверлом 5, установленным на торцевой части вала 2.
Кроме того, фрезами 3 и/или сверлом 5, установленным на торце вала 2, возможно выполнение различных комбинаций в чередовании меток - штрихов, получаемых фрезерованием и/или с выполнением сверлений между ними. Таким образом, устройство становится универсальным.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
| Способ маркировки трубных изделий, трубное изделие с маркировкой и система идентификации трубных изделий | 2015 |
|
RU2615329C1 |
| ВЕРИФИЦИРУЕМАЯ СИМВОЛЬНАЯ МЕТКА ПРЯМОГО НАНЕСЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2445700C1 |
| СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ | 2016 |
|
RU2611997C1 |
| УДАРНО-ТОЧЕЧНЫЙ СПОСОБ ПРЯМОГО НАНЕСЕНИЯ ПОМЕХОЗАЩИЩЕННЫХ СИМВОЛЬНЫХ МЕТОК И УСТРОЙСТВО ДЛЯ ИХ СЧИТЫВАНИЯ И ДЕКОДИРОВАНИЯ | 2013 |
|
RU2528086C1 |
| Символьная метка прямого нанесения, способ изготовления и идентификации символьной метки прямого нанесения | 2021 |
|
RU2784207C1 |
| САМОХОДНАЯ МАШИНА ДЛЯ РАБОТ В ГОРНЫХ ВЫРАБОТКАХ | 2005 |
|
RU2296861C1 |
| Способ скрытого малоинвазивного маркирования объекта с целью его идентификации | 2016 |
|
RU2644121C2 |
| МАШИНОСЧИТЫВАЕМАЯ МАРКИРОВКА ПРЯМОГО НАНЕСЕНИЯ С МИКРОРЕЛЬЕФОМ | 2017 |
|
RU2665867C1 |
| ФЛУОРЕСЦЕНТНАЯ ИНФОРМАЦИОННАЯ МЕТКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490709C2 |

Изобретение относится к области ручной механической маркировки изделий путем нанесения углублений маркировки. Способ включает в себя получение изображения механическим нанесением меток в виде штрихов и/или углублений. Штрихи наносят одновременно фрезерованием или поочередно фрезерованием и/или сверлением маркируемой поверхности. Устройство содержит корпус и клейма. В корпусе установлен вал, клейма выполнены в виде одной или нескольких дисковых фрез, последовательно и соосно закрепленных на свободном корпусе вала с возможностью изменения расстояния между ними, замены и установки фрез с различной и/или одинаковой толщиной и диаметров дисков в различной последовательности. Крайняя к свободному торцу вала дисковая фреза расположена на расстоянии 50-150 мм от него, на торцевую часть вала можно закрепить торцевую фрезу или сверло. В результате достигается простота использования и удобство эксплуатации, универсальность устройства, повышенная производительность и улучшение качества изображения при применении способа. 2 с.п.ф-лы, 4 ил.
| СПОСОБ НАНЕСЕНИЯ ДОПОЛНИТЕЛЬНОЙ МАРКИРОВКИ НА СТРЕЛКОВОЕ ОРУЖИЕ | 1998 |
|
RU2147360C1 |
| Держатель электронных ламп | 1974 |
|
SU645220A1 |
| Способ фрезерования канавок сложнопрофильных изделий | 1981 |
|
SU971590A1 |
| US 3739662 А, 19.06.1973 | |||
| US 6188148 В1, 13.02.2001 | |||
| Способ маркирования изделий | 1989 |
|
SU1669710A1 |
| Прибор для керновки по прямой линии | 1933 |
|
SU36761A1 |
| Устройство для нанесения риски | 1978 |
|
SU697791A1 |
| Дефектоотметчик | 1986 |
|
SU1337247A1 |
| Устройство для клеймения изделий | 1978 |
|
SU679279A1 |
| СПОСОБ И УСТРОЙСТВО ПОДЪЕМА И УСТАНОВКИ РОТОРА СО ШТАТНЫМИ ОПОРАМИ ВРАЩЕНИЯ | 2004 |
|
RU2271525C2 |

