Изобретение относится к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известны способы поверхностного монтажа, которые требуют индивидуальной подачи изделий на поверхность печатной платы /общего носителя/ специальными манипуляторами, в основе которых лежат вакуумные присоски, что в свою очередь требуют электропневматическое устройство, которое в конечном результате ограничивает скоростные возможности автоматов поверхностного монтажа с одновременным его усложнением. Другими словами, использование активного метода переноса изделий на общий носитель приводит также к ограничению технологических возможностей, например, известным методом нельзя одновременно перенести на общий носитель строчную архитектурную композицию изделий.
Вышеотмеченные недостатки можно существенно изменить, если активный метод переноса изделий заменить на пассивный, используя при этом общеизвестные природные законы или силы, такие например, как силы поверхностного натяжения жидкости, в качестве жидкости может быть использована вода Н2О. Другими словами, предлагаемый способ позволяет формировать силы удержания изделий в их непосредственном расположении в строчной архитектурной композиции.
Известен способ ориентирования изделий различной формы при их транспортировании /см. пат. РФ 2154011, 10.11.98 г./, который включает формирование строчных последовательностей общей архитектурной композиции изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса /прототип/.
Известный способ имеет технологические возможности, которые заключаются в однозначности формирования последовательностей строчных композиций изделий в соответствии с общей архитектурой позиционных положений изделий и которые имеет смысл существенно расширить.
Технологическим результатом предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций, таких как построчный прием и последующий построчный перенос строчной комбинации изделий на общий носитель, используя пассивный метод удержания изделий на элементе переноса.
Указанный технический результат достигается следующим способом, согласно которому формируют строчные последовательности изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса ЭП, при этом вводят дополнительные элементы переноса изделий, образуя совокупность элементом переноса изделий, которые располагают либо в радиальных направлениях, либо в смещенных радиальных направлениях, причем ось вращения совокупности элементов переноса изделий располагают либо компланарно оси вращения одной или двум плоскостям формирования строчной последовательности изделий, либо соосно, над которой или которыми располагают совокупность элементов переноса изделий, при этом общий носитель располагают с возможностью непрерывного или дискретного смещения под сформированной совокупностью элементов переноса изделий и на него осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих элементов переноса изделий.
При этом элемент переноса строчной последовательности изделий со стороны приема строчной последовательности изделий выполняют со смачиваемой поверхностью.
При этом элементы переноса строчной последовательности изделий выполняют магнитными.
При этом каждый элемент переноса изделий сформированной совокупности элементов переноса перемещают возвратно-поступательно, параллельно в вертикальном направлении.
При этом элементы переноса сформированной совокупности осуществляют управляемое дискретно-вращательное движение.
При этом вращательно движение совокупности элементов переноса изделий осуществляют посредством фрикционных сил, которые прикладывают либо в центральной части совокупности элементов переноса изделий, либо на краю, а дискретность вращения осуществляют путем их фиксации в соответствующие моменты.
При этом дискретное вращение сформированной совокупности элементов переноса изделий осуществляют электромагнитным или шаговым приводом.
При этом контроль за дискретностью вращения осуществляют оптоэлектронным методом.
При этом перед приемом строчной последовательности изделий смачиваемую поверхность увлажняют путем контактирования с влажной поверхностью, после чего элемент переноса подают дискретно-последовательно в компланарную плоскость для приема строчных последовательностей изделий.
При этом строчные последовательности изделий принимают смачиваемой поверхностью из упругого материала.
При этом строчные последовательности изделий принимают упругим материалом в виде предварительно прошкуренной резины.
При этом строчные последовательности изделий принимают упругим материалом с капиллярными свойствами.
При этом сформированную совокупность элементов переноса изделий выполняют в едином технологическом цикле путем литья из пластмассы с последующей фиксацией смачиваемых поверхностей на соответствующих элементам переноса.
При этом прием строчных последовательностей изделий осуществляют путем опускания соответствующего элемента переноса на изделия сформированной строчной последовательности.
При этом после приема строчной последовательности изделий осуществляют удержание соответствующей строчной последовательности изделий посредством сформированных поверхностных сил жидкости, например, воды в местах расположения изделий на смачиваемой поверхности элемента переноса.
При этом перенос изделий одной строчной последовательности, которая содержит изделия одной строчной последовательности, которая содержит изделия разной высоты, осуществляют последовательно вначале меньшей, а затем большей высоты.
При этом перенос изделий разной высоты строчных последовательностей осуществляют последовательно: вначале переносят и устанавливают или фиксируют на общем носителе изделия меньшей высоты, a затем большие по высоте изделия с соответствующим смещением общего носителя.
При этом элементы переноса изделий прием соответствующих изделий осуществляют последовательно до момента, когда первая строчная последовательность на элементе переноса совместится с компланарной плоскостью в области расположения общего носителя, после совмещения осуществляют установку или фиксацию изделий строчной последовательности изделий на общий носитель с последующим соответствующим сдвигом общего носителя для установки очередной строчной последовательности изделий.
При этом установку изделий на общий носитель и прием соответствующей строчной последовательности изделий совмещают в одном дискретном смещении сформированном совокупности элементов переноса изделий.
При этом элементы переноса изделий прием соответствующих строчных последовательностей изделий осуществляют с последующим двойным разворотом в совокупности на 90o и установкой их на общий носитель, после чего осуществляют сдвиг общего носителя для приема очередной строчной последовательности изделий.
При этом направление вращения сформированной совокупности элементов переноса изделий и направление перемещения общего носителя либо выбирают одного знака, либо противоположного.
При этом прием, перенос и фиксацию изделий соответствующих строчных последовательностей на общий носитель осуществляют полностью на всю ширину общего носителя или на его часть с последующим разворотом общего носителя на 180o, после чего осуществляют установку или фиксацию недостающих строчных последовательностей на общем носителе.
При этом перед установкой изделий строчной последовательности на общий носитель, предварительно фиксируют соответствующую строчную последовательность в компланарной плоскости, после чего осуществляют смещение общего носителя и в момент совмещения соответствующих координат данной строчной последовательности на общем носителе осуществляют фиксацию изделий на общем носителе.
При этом перед установкой изделий строчной последовательности на общий носитель, предварительно фиксируют соответствующую последовательность в компланарной плоскости, после чего осуществляют смещение общего носителя и в момент совмещения соответствующих координат данной строчной последовательности на общем носителе осуществляют фиксацию изделий на общем носителе.
При этом перед установкой изделий строчной последовательности на общий носитель, предварительно фиксируют соответствующие координатные положения строчной последовательности, после чего осуществляют дискретное смещение элементов переноса с изделиями соответствующей строчной последовательность в комплонарную плоскость и в момент совмещения монтируемых строчных последовательностей с предварительно установленными изделиями осуществляют перенос их на общий носитель.
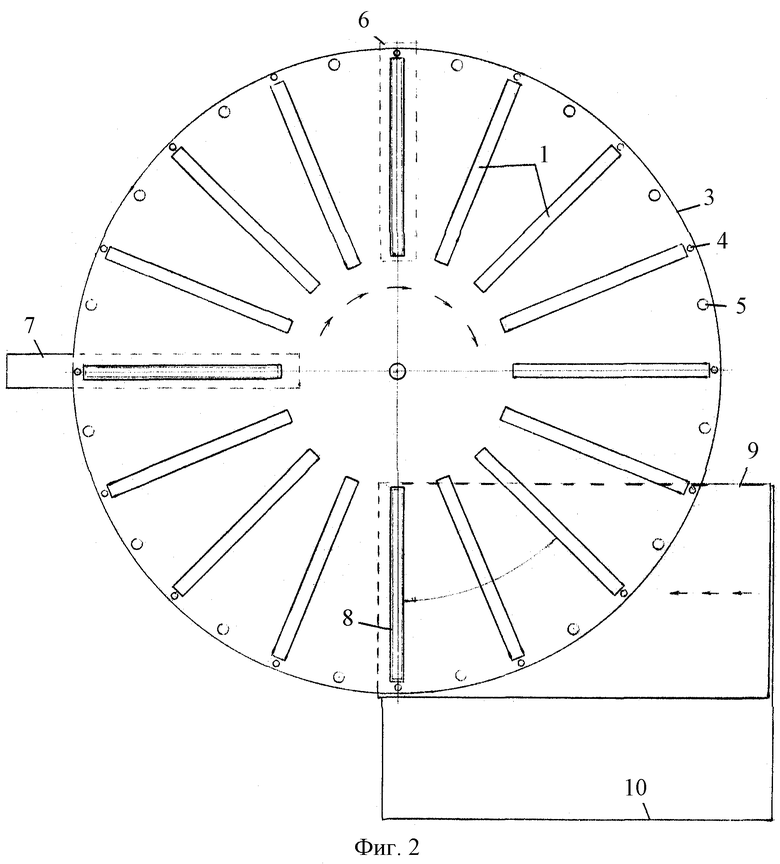
На фиг. 1 и 2 изображено устройство с совокупностью элементов переноса ЭП.
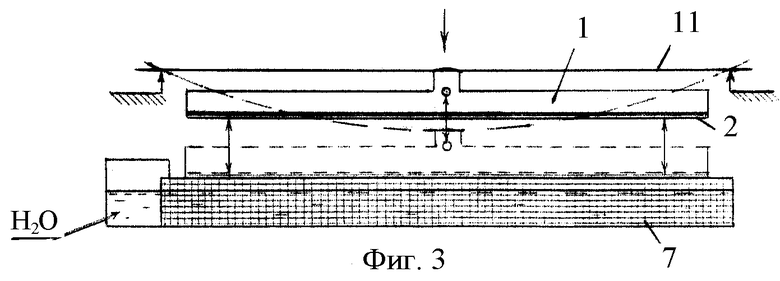
На фиг. 3 изображен ЭП и операция нанесения жидкости на его смачиваемую поверхность.
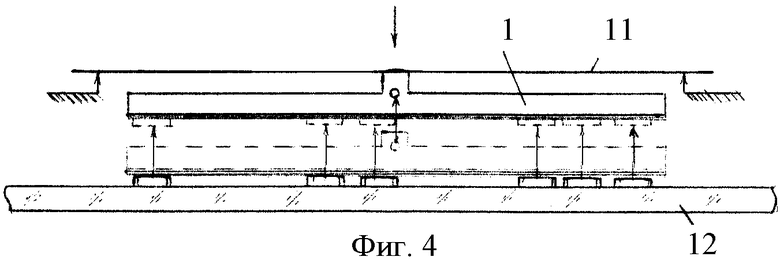
На фиг.4 изображена операция приема изделий на смоченную поверхность ЭП.
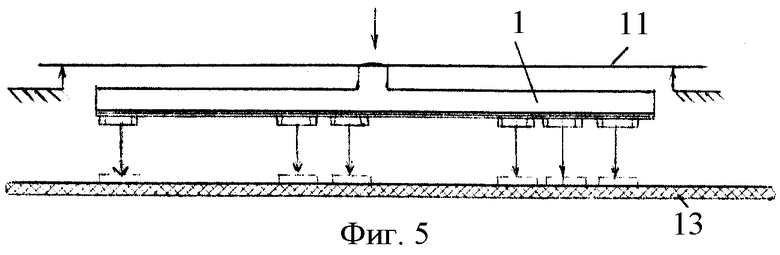
На фиг. 5 изображена операция фиксации изделий строчной последовательности на общий носитель.
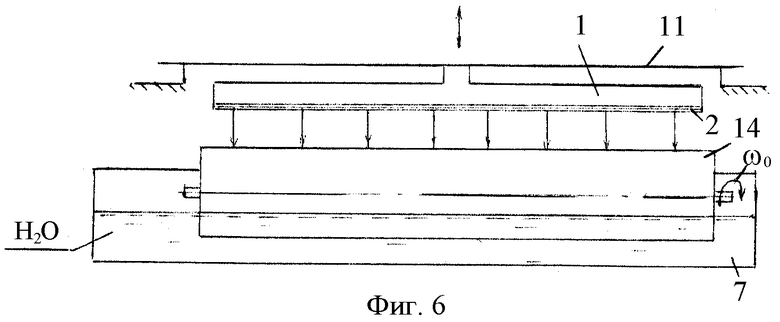
На фиг.6 изображена конструкция узла, посредством которого осуществляют нанесение жидкости на смачиваемую поверхность ЭП путем контактирования.
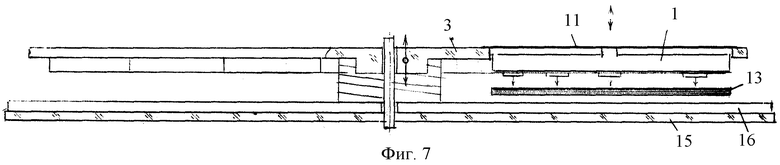
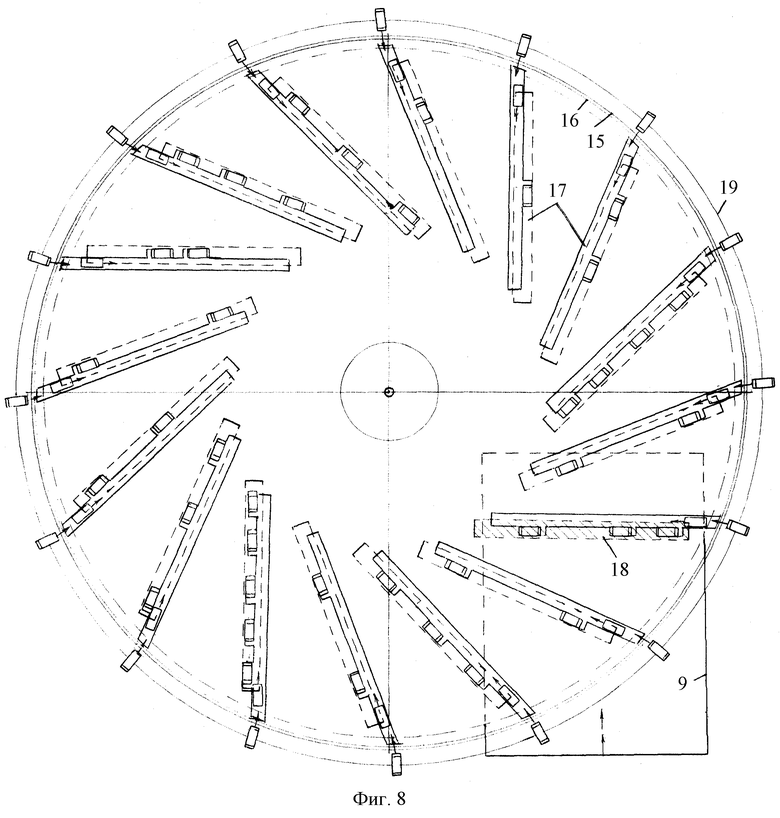
На фиг. 7 и 8 изображена конструкция, в которой устройство с совокупностью ЭП расположено соосно с рабочим диском, с плоскостью вращения, на поверхности которого или которой формируют строчные последовательности.
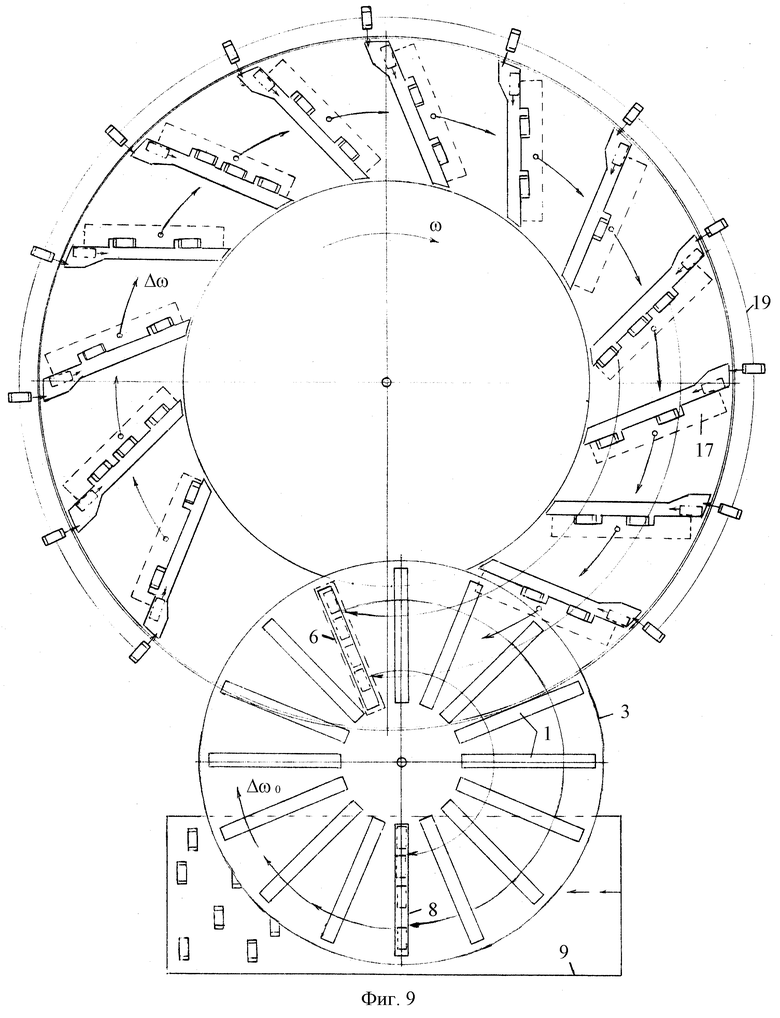
На фиг. 9 изображена композиция рабочего диска или плоскости вращения и устройства с совокупностью ЭП.
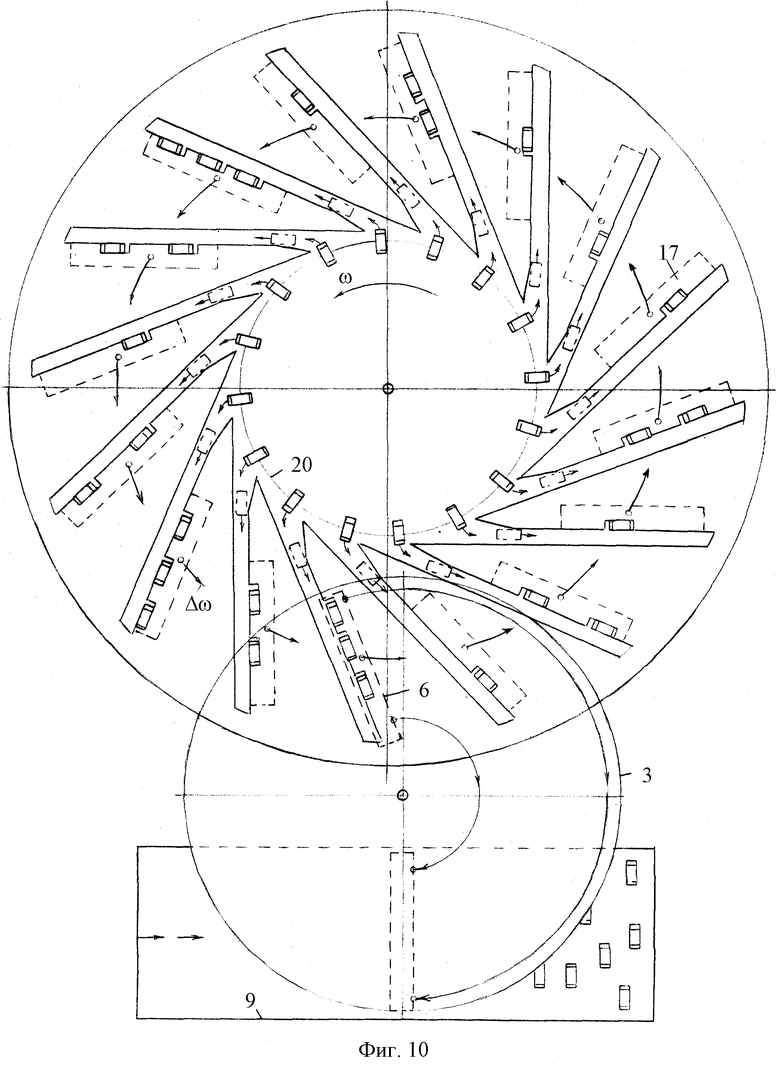
На фиг. 10 изображен вариант со съемными фигурными направляющими, посредством которых формируют соответствующую строчную последовательность.
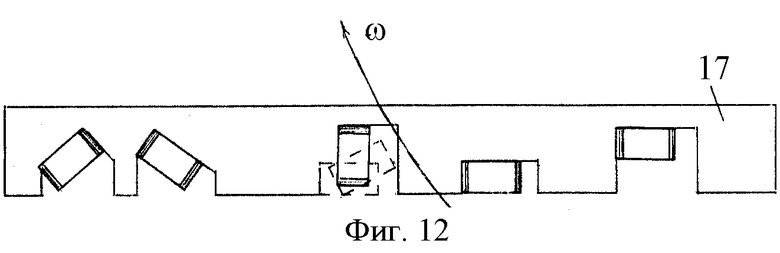
На фиг.11 и 12 изображена конструкция сменной фигурной направляющей.
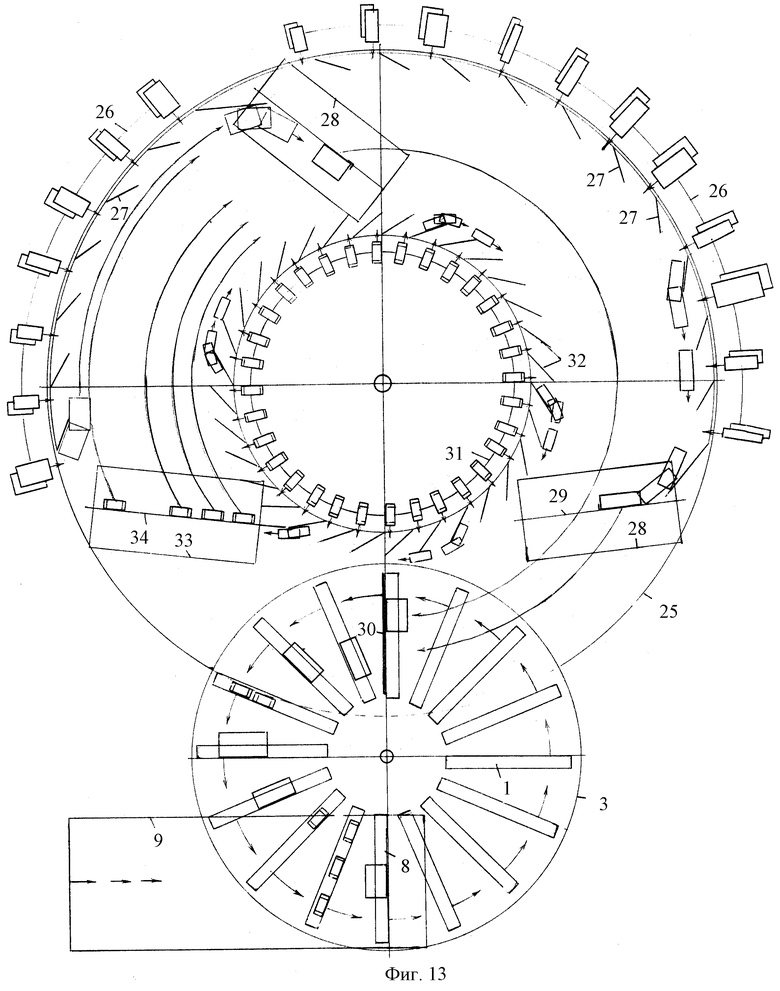
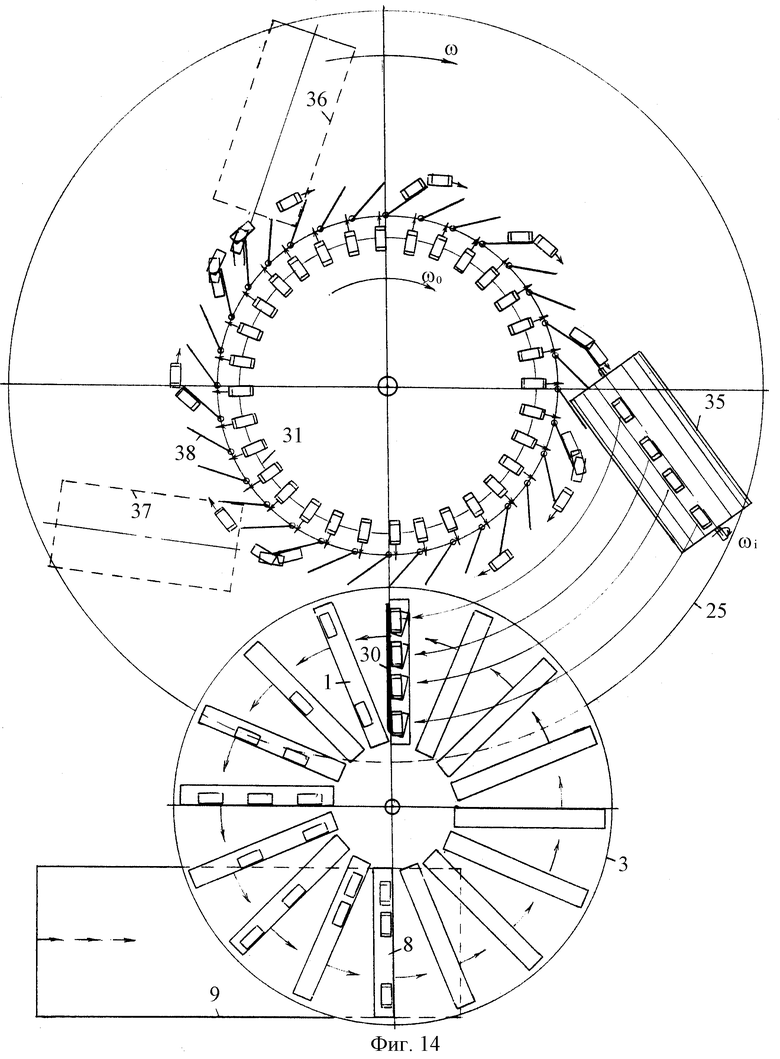
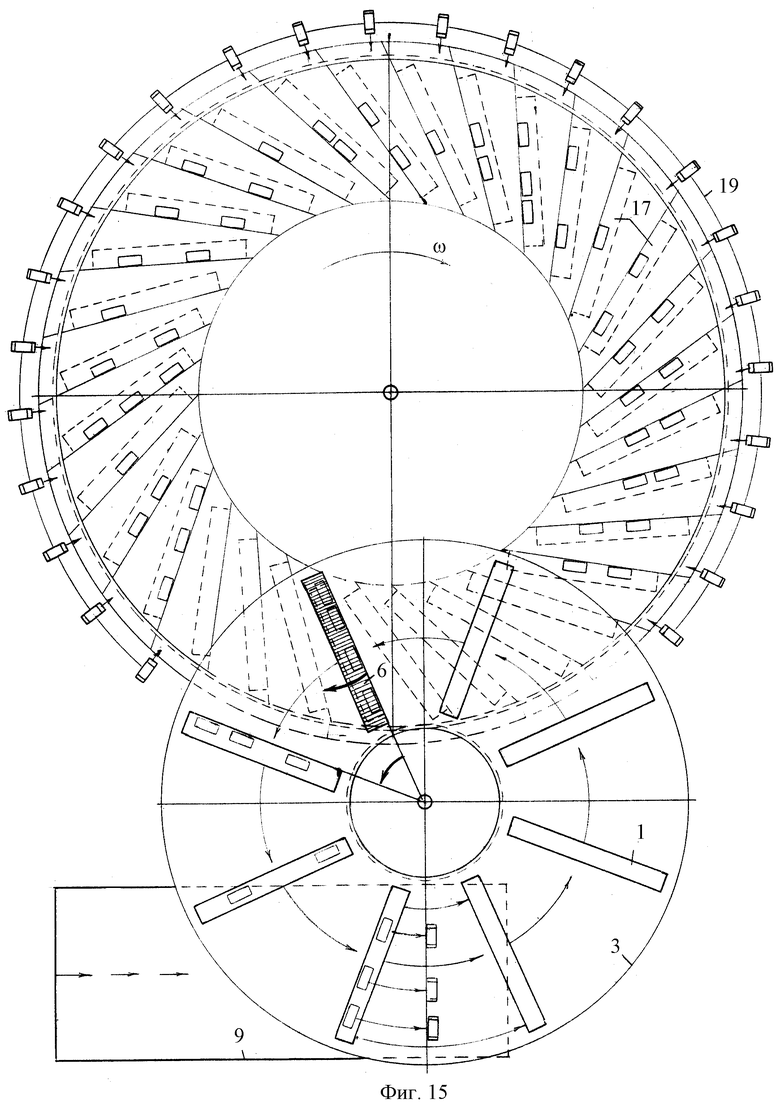
На фиг.13-15 изображены различные варианты конструкции рабочих дисков с внешним и внутренним приемом изделий.
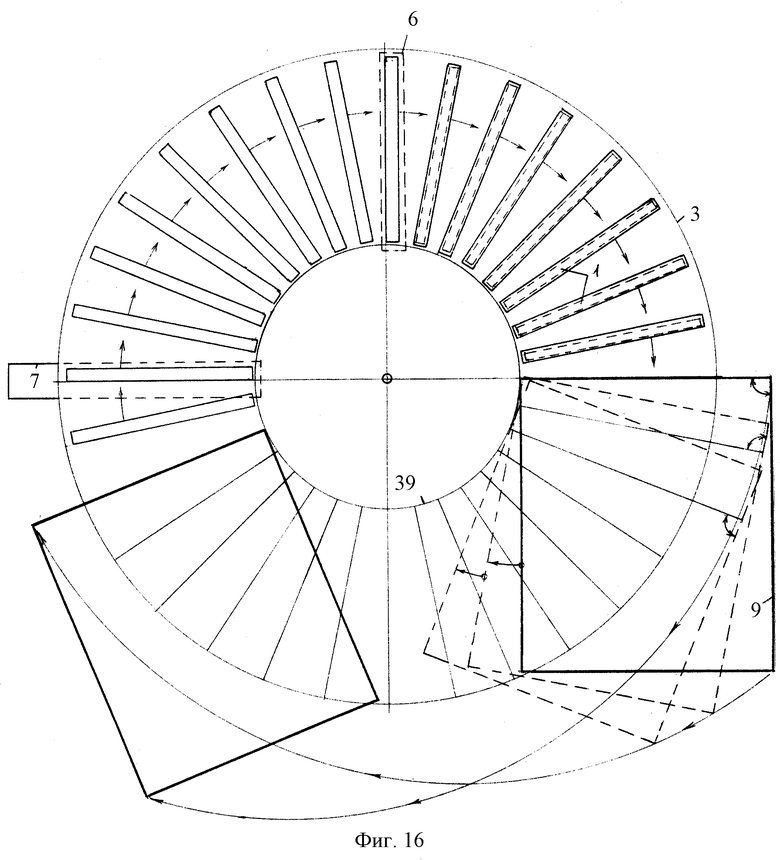
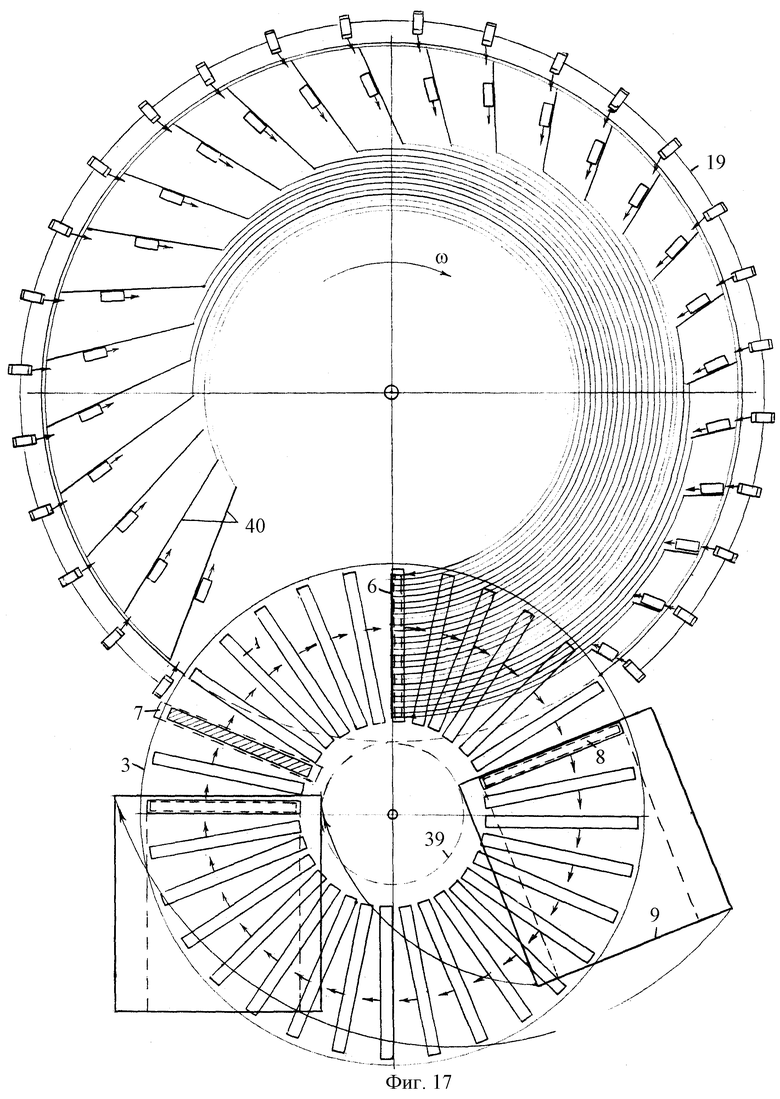
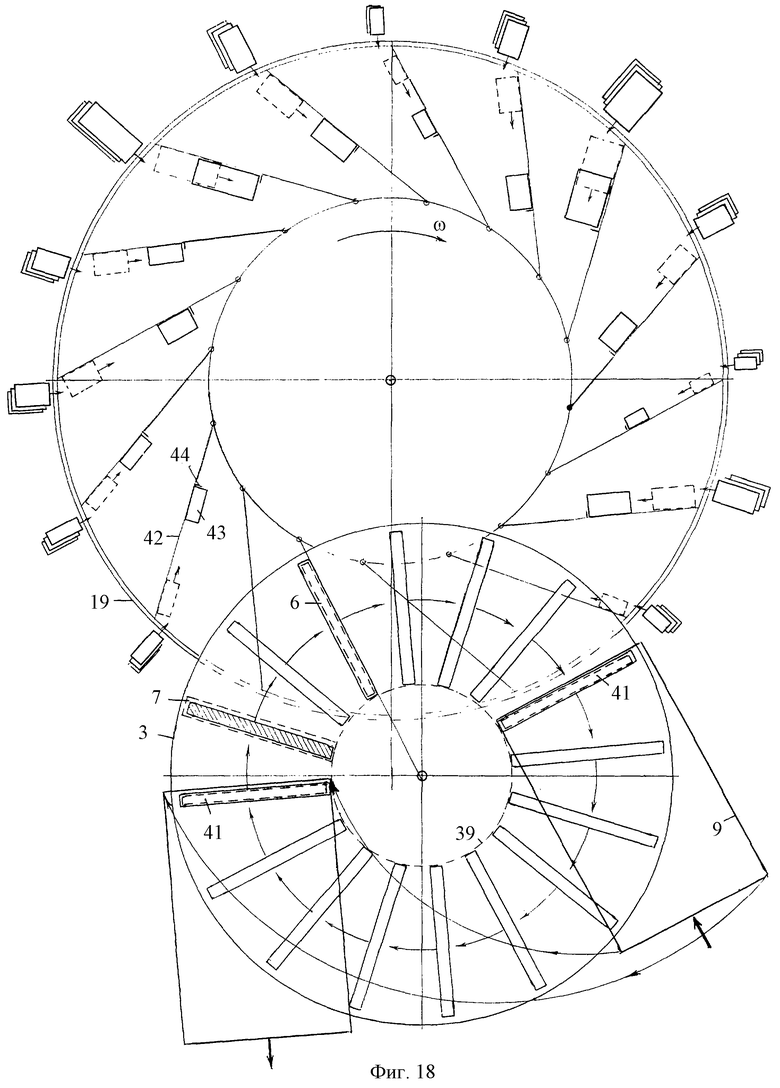
На фиг. 16-18 изображена операция смещения общего носителя путем вращения.
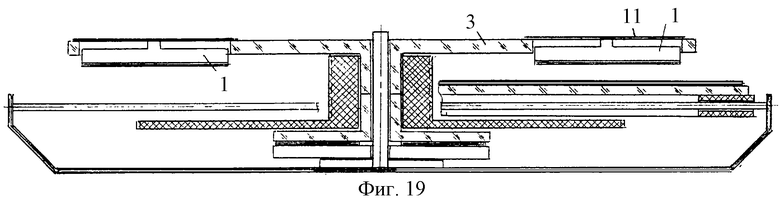
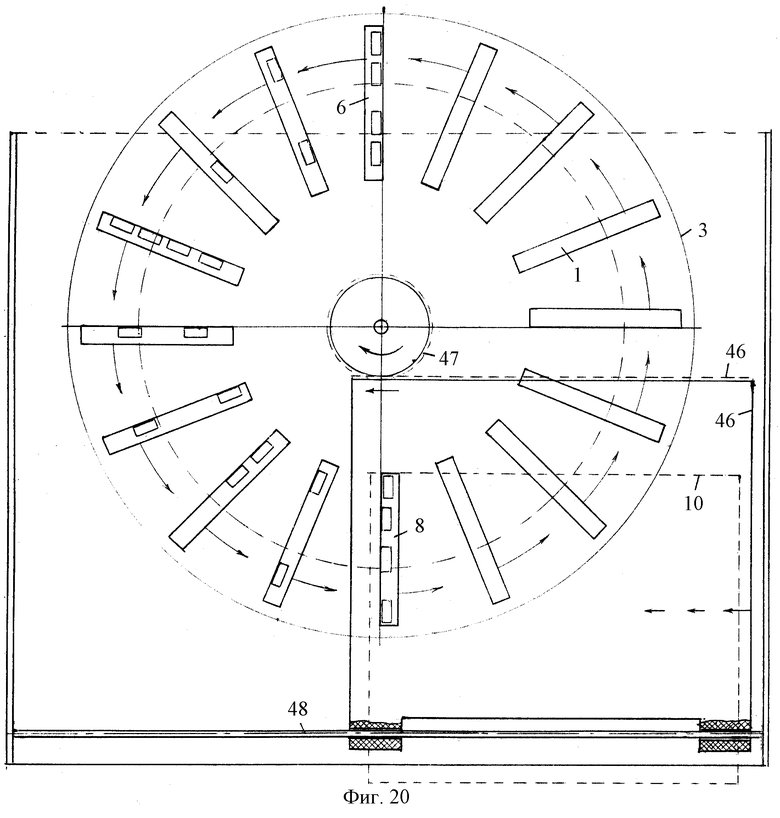
На фиг.19 и 20 изображена конструкция устройства с совокупностью ЭП.
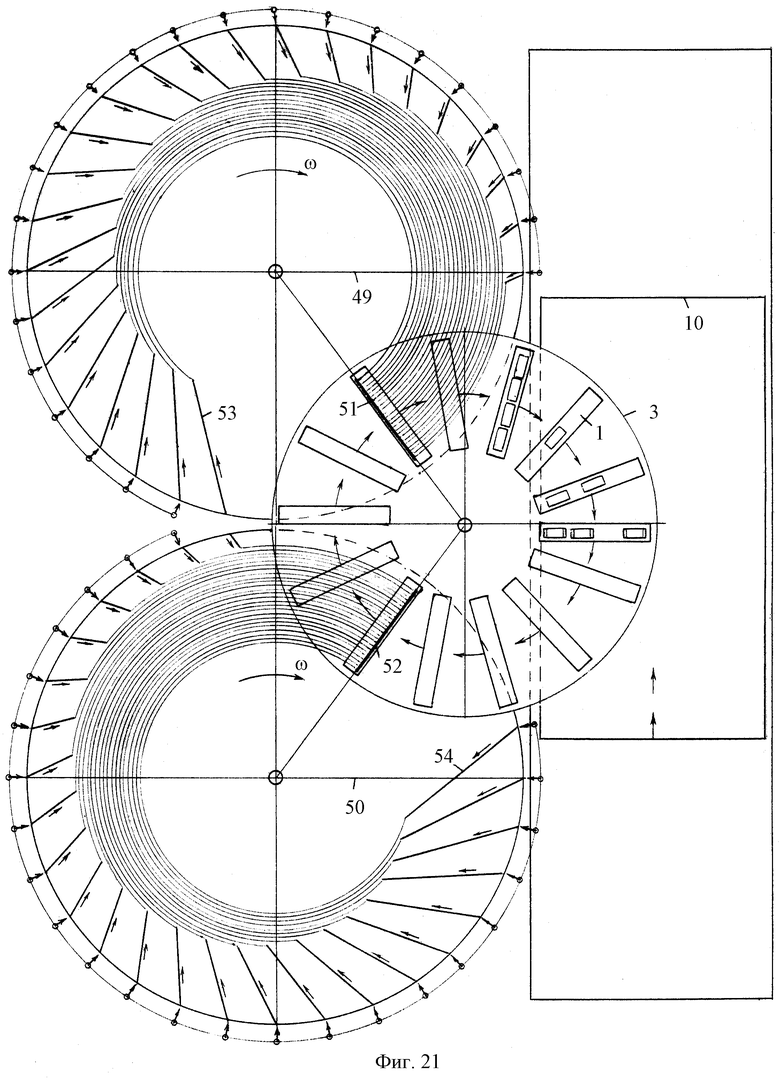
На фиг.21 изображена композиция, которая включает совокупность ЭП и двух рабочих дисков.
На фиг.1-6 изображены ЭП 1 со смачиваемой поверхностью 2, которые посредством конструктива в виде диска 3 расположены равномерно по кругу в пазах этого диска и удерживаются в них посредством упругой ленточной пластины, а поскольку упругая ленточная пластина 11 /фиг.3/ жестко связана с центральной частью ЭП 1, то при нажатии в точку связи ЭП 1 и пластины 11 сам элемент переноса 1 осуществляет параллельное перемещение. На диске 3, который будем называть манипулятором, также расположены штыри 4 для механической фиксации манипулятора в нужном положении и отверстия 5 для оптоэлектронного контроля при вращении манипулятора в виде диска 3. В позиции 6 формируется строчная последовательность изделий или туда подается. При этом в зависимости от направления вращения манипулятора в виде диска 3 относительно позиции 6 располагают объем с жидкостью 7, например водой. Позиция 8, в которой осуществляют перенос изделий с ЭП 1 на общий носитель 9, расположена в компланарной плоскости с позицией 6. Перемещение общего носителя 9 осуществляют посредством кассеты 10.
На фиг. 3-5 представлена последовательность операций, которую реализует манипулятор в виде диска 3. Предварительно на смачиваемую поверхность 2 /фиг. 3/ наносят тонкий слой жидкости путем контактирования с влажной поверхностью объема 7, при этом нельзя допускать на поверхности 2 образования капель жидкости, в противном случае фиксация изделий на поверхности 2 будет неустойчивая, такая конструкция этого узла изображена на фиг.6, где в объеме с жидкостью 7 вращается дополнительная цилиндрическая смачиваемая поверхность 14, с которой непрерывно, например, посредством подпружиненной пластины убирают капельки жидкости, в результате чего верхняя часть цилиндра 14 будет постоянно влажная и посредством контактирования 14 и 2 последняя поверхность будет также влажная, что позволяет надежно удерживать изделия на ее поверхности сколь угодно долго /не менее суток при температуре до 40o/.
После увлажнения поверхности 2 ЭП 1 поступает в зону 6 /фиг.2/, где в это время на рабочем диске 12 /фиг.4/ расположена строчная последовательность изделий. Увлажненную поверхность 2 ЭП 1 прижимают к изделиям строчной последовательности и они к ней прилипают.
После того, как изделия строчной последовательности зафиксируют на влажном слое поверхности 2 ЭП 1 путем вращения переносят в плоскость расположения соответствующей строчной последовательности позиционных положений на общем носителе 13 /фиг.5/ и при совмещении фиксируют изделия в соответствующих позиционных положениях общего носителя. Поскольку в позиционных положениях предварительно нанесено клеющее вещество или паяльная паста, то изделия прилипают, поскольку сила поверхностного натяжения клея или пасты значительно больше аналогичной силы жидкости, т.е. более вязкие вещества.
На основании вышесказанного можно сформулировать ряд технологических операций. Вводят совокупность ЭП 1 изделий и располагают их либо в симметрично-радиальных направлениях, либо в смещенных радиальных направлениях /фиг. 8/, при этом ось вращения сформированной совокупности ЭП 1 располагают либо комплонарно оси вращения одной /фиг.9/ или двум плоскостям /фиг.21/ формирования строчной последовательности изделий /рабочий диск/, либо соосно /фиг.7 и 8/, над которой или которыми / рабочими дисками/ и располагают совокупность ЭП 1 /манипулятор 3/, при этом общий носитель 9,13 располагают с возможностью непрерывного или дискретного смещения или вращения /фиг.16 - 18/ под сформированной совокупностью ЭП 1, на который и осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих ЭП 1 манипулятора 3.
При этом ЭП 1 со стороны приема строчной последовательности выполняют со смачиваемой поверхностью 2; магнитным или электромагнитным.
При этом каждый из ЭП 1 сформированной совокупности выполняют с возможностью возвратно-поступательного вертикального и параллельного перемещения, например, посредством упругой пластины 11.
При этом ЭП 1 сформированной совокупности осуществляют дискретно-вращательное движение посредством фрикционных сил /фиг.19/, которые проложены либо в центральной части совокупность ЭП 1, либо на краю, а дискретность вращения осуществляют путем фиксации, например, посредством упора 4 /фиг.2/ в соответствующие моменты времени.
Дискретность вращения сформированной совокупности осуществляет электромагнитным или шаговым приводом.
При этом контроль за дискретностью вращения осуществляют магнитным, электромагнитным или оптоэлектронным методом /фиг.2 отверстия 5/.
При этом перед приемом строчной последовательности изделий смачиваемую поверхность 2 увлажняют /фиг.3, 6/ путем контактирования с влажной поверхностью, после чего элемент переноса 1 подают дискретно последовательно или непосредственно /фиг. 2 позиция 6/ для приема строчных последовательностей изделий.
При этом в качестве смачиваемой поверхности 2 используют упругий или эластичный материал, например резину, предварительно прошкуренную со стороны смачиваемой поверхности. В качестве упругого материала используют материал с капиллярными свойствами.
Поскольку ЭП 1 может быть достаточно большое количество, то целесообразно сформированную совокупность ЭП 1 выполнять в едином технологическом цикле путем литья из пластмассы с последующей фиксацией смачиваемых поверхностей на соответствующих элементах переноса.
При этом прием строчных последовательностей изделий /фиг.4/ осуществляют путем опускания ЭП 1 на изделия сформированной строчной последовательности. Другими словами, увлажненную поверхность 2 ЭП 1 необходимо кратковременно прижать к изделиям. После приема строчной последовательность изделий осуществляют удержание их посредством сформированных поверхностных сил жидкости, например воды, в местах расположения изделий на смачиваемой поверхности ЭП 1.
На фиг. 7 и 8 изображена конструкция, в которой манипулятор 3 с совокупностью ЭП 1 расположен соооно с рабочим диском 15, на поверхности которого формируют строчные последовательности посредством кассеты 16 со строчными каналами 17, в которых формируют соответствующую строчную последовательность. При этом как ЭП 1, так и строчные каналы 17 расположены с радиальным смещением, а общий носитель 9 располагают таким образом, чтобы один из ЭП 18 соответствовал строчной последовательности на объем носителе 9.
Работа такого устройства заключается в следующем. После подачи /одновременной/ соответствующих изделий в соответствующие строчные каналы 17 они поступают в соответствующие пазы фигурных направляющих и остаются там до момента когда манипулятор 3 своими ЭП 1 не извлечет строчные изделия из фигурных направляющих. После чего подается общий носитель 9 и дискретно вращают манипулятор, перенося соответствующие изделия с ЭП 1 на общий носитель 9/13/.
На фиг.9 и 10 изображена композиция рабочего диска со съемными фигурными направляющими 17 внешней 19 и внутренней 20 подачей изделий и манипулятора 3, который расположен за пределами площади рабочего диска.
На фиг.11 и 12 изображена конструкция сменной фигурной направляющей 17. На фиг.11 изображено исходное положение, где пластина 21 ориентирует изделия 24 одноименно в пазах 22. После удаления пластины 21 изделия в пазах занимают наперед заданное положение и с данной ориентацией поступают на соответствующий ЭП 1 манипулятора 3, а далее на общий носитель 9.
На фиг.13 изображен рабочий диск 25 с внешней подачей изделий 26, которые посредством направляющих 27 поступают на кассетную направляющую 28 и далее на несмещенную направляющую 30 для последующего переноса манипулятором 3 изделия или изделий на общий носитель 9. В данной конструкции выполнена и внутренняя подача изделий 31, которые по направляющим 32 поступают на фигурную кассетную направляющую 33, с который строчная последовательность 34 поступает на несмещенную направляющую 30, где удерживается до приема на ЭП 1 манипулятора 3.
На фиг. 14 изображена конструкция рабочего диска 20 с кассетными фигурными направляющими 35, 36 и 37, на которые с направляющих 36 одновременно подают изделия.
На фиг.16 - 18 изображена операция смещения общего носителя 9 путем его вращения или прокатывания по направляющей 39.
На фиг. 17 изображен рабочий диск, на поверхность которого строчная последовательность формируется посредством соответствующей подачи изделий с внешнего контура 19 на соответствующую смещенную радиальную направляющую 40.
На фиг. 18 изображен рабочий диск с внешней подачей крупногабаритных изделий 43 на смещенную радиальную направляющую 42 с наперед установленным упором 44. При этом с позиции 6 изделия переносит манипулятор 3 в постоянно смещающую позицию 41.
На фиг.19 и 20 изображена конструкция устройства, в котором манипулятор 3 приводят во вращение за счет фрикционных сил, которые приложены в центральной части, при этом соосно манипулятору 3 расположен зубчатый привод 47, который функционально связан с линейной зубчатой связью 46 кассеты 45, на которой фиксируется общий носитель 10, а параллельность его перемещения обеспечивает направляющий стержень 48.
На фиг.1 изображена композиция, которая включает манипулятор 3 и два рабочих диска 49 и 50, которые имеют несмещенные направляющие 51 и 52 для приема строчных последовательностей, которые формируют на смещенных направляющих 53 и 54 для последующего переноса манипулятором 3 на общий носитель 10.
Использование изобретения существенно упростит конструкцию автомата поверхностного монтажа.

Изобретение относится к промышленному транспорту, в частности к радиоэлектронным технологиям, и может быть использовано при построении принципиально новых малогабаритных автоматов поверхностного монтажа. Способ ориентирования изделий различной формы при их транспортировании, согласно которому формируют строчные последовательности изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса. Вводят дополнительные элементы переноса изделий, образуя совокупность элементов переноса изделий, которые располагают либо в радиальных направлениях, либо в смещенных радиальных направлениях. Ось вращения совокупности элементов переноса изделий располагают либо компланарно оси вращения одной или двум плоскостям формирования строчной последовательности изделий, либо соосно, над которой или которыми располагают совокупность элементов переноса изделий. Общий носитель располагают с возможностью непрерывного или дискретного смещения под сформированной совокупностью элементов переноса изделий и на него осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих элементов переноса изделий. Расширяются технологические возможности способа. 23 з.п. ф-лы, 21 ил.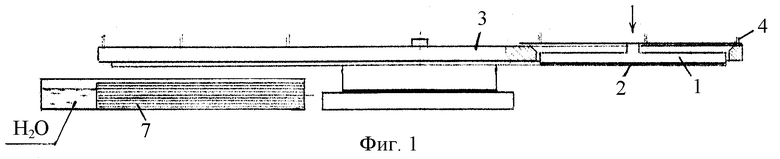
| RU 21540011 C2, 10.08.2000 | |||
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1997 |
|
RU2154010C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ. Л.П.ПЕТРЕНКО - ВЕРСИЯ П | 1999 |
|
RU2170206C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1999 |
|
RU2170697C1 |
