Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121959 от 07.08.2001 г.), согласно которому формируют строчные последовательности изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса, при этом вводят дополнительные элементы переноса изделий, образуя совокупность элементов переноса изделий, которые располагают либо в радиальных направлениях, либо в смещенных радиальных направлениях, причем ось вращения совокупности элементов переноса изделий располагают либо компланарно оси вращения одной или двум плоскостям формирования строчной последовательности изделий, либо соосно, над которой или которыми располагают совокупность элементов переноса изделий, при этом общий носитель располагают с возможностью непрерывного или дискретного смещения под сформированной совокупностью элементов переноса изделий и на него осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих элементов переноса изделий. При этом элемент переноса строчной последовательности изделий со стороны приема строчной последовательности выполняют со смачиваемой поверхностью (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности использовать простейший элемент (смачиваемую поверхность) для приема и последующего переноса изделия строчной последовательности на поверхность общего носителя, что позволяет использовать его в технологии поверхностного монтажа.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа.
Указанный технологический и технический результат достигается следующими способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, заключающийся в том, что на поверхность транспортирования подают изделия и в зоне приема формируют строчные последовательности изделий для последующего переноса их на общий носитель смоченной поверхностью последовательной совокупностью элементов переноса, которую выполняют с возможностью непрерывного или дискретного смещения, при этом каждый из элементов переноса выполняют с возможностью смещения для приема изделий и установки или фиксации их в соответствующих позиционных положениях на общем носителе, при этом элементы переноса смоченной поверхностью располагают вертикально, с равным шагом по замкнутой окружности и с возможностью компланарного смещения относительно оси вращения, при этом вращение контролируют, а каждый из элементов переноса выполняют литьем в виде прямоугольной пластины, с одной стороны которой фиксируют поверхность из обработанной под замшу кожи, которую смачивают перед приемом изделий в узле формирования строчных последовательностей, а с другой стороны вдоль прямоугольной пластины за одно целое выполняют ребро жесткости, в центральной части которого с фиксацией располагают упругую пластину, при этом плоскость упругой пластины располагают компланарно прямоугольной пластине.
Устройство ориентирования изделий различной формы при их транспортировании, содержащее поверхность транспортирования изделий, над которой расположен узел подачи изделий, узел формирования строчных последовательностей и узел приема и переноса изделий строчной последовательности на общий носитель с узлом смачивания элементов переноса, при этом узел приема и переноса изделий строчной последовательности выполнен в виде первой и второй шестеренок с радиальными пазами на краю и круглым пазом для ребер жесткости и плоской упругой пластины элементов переноса, при этом элементы переноса расположены вертикально с равным шагом по замкнутой окружности с возможностью компланарного смещения относительно оси вращения, указанные шестеренки расположены на общей оси вращения и верхняя из них связана с шестеренкой узла смачивания, при этом электромагниты управления расположены между указанными шестеренками и закреплены на общей оси вращения, а каждый из элементов переноса выполнен литьем в виде прямоугольной пластины, с одной стороны которой зафиксирована поверхность из обработанной под замшу кожи с возможностью ее смачивания в узле смачивания, а с другой стороны прямоугольной пластины за одно целое выполнено ребро жесткости, расположенное вдоль прямоугольной пластины, и в центральной части которого с фиксацией расположена упругая пластина, плоскость которой расположена компланарно прямоугольной пластине.
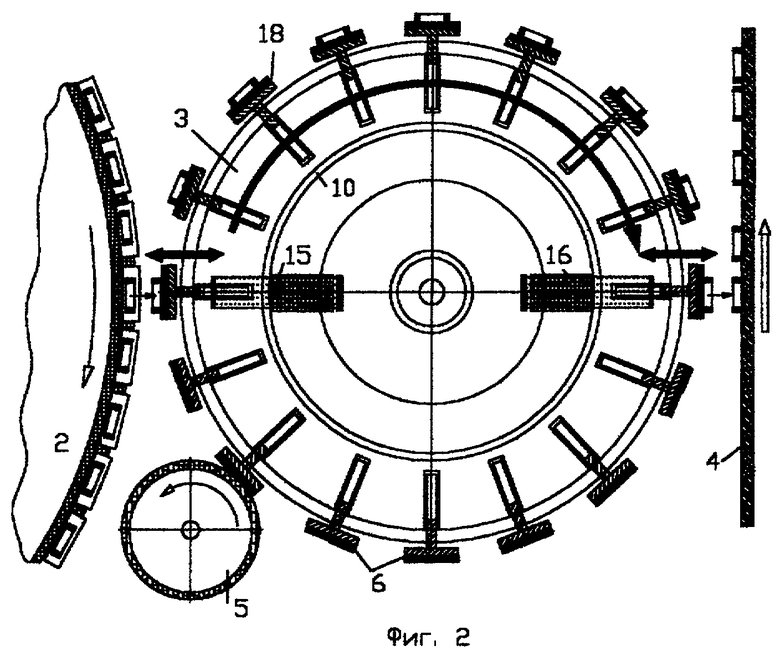
На фиг.1 и 2 изображены устройства, которые реализуют предложенный способ.
Устройство содержит поверхность транспортирования 1 изделий, над которой расположен узел подачи изделий, узел формирования строчных последовательностей 2 и узел приема и переноса изделий строчной последовательности 3 на общий носитель 4 с узлом смачивания 5 элементов переноса 6, при этом узел приема и переноса 3 изделий строчной последовательности выполнен в виде первой 7 и второй 8 шестеренок с радиальными пазами 9 на краю и круглым пазом 10, в которых расположены ребро жесткости 11 и плоская упругая пластина 12 элементов переноса 6, при этом шестеренки 7 и 8 расположены на общей оси 13 вращения и функционально связаны между собой разнесенными по высоте дополнительными шестеренками 14 со свободным вращением, которые расположены на общей оси, при этом электромагниты 15 и 16 управления расположены между первой и второй шестеренками 7 и 8 и закреплены на общей оси 13 вращения. Узел формирования строчных последовательностей 2 фиг.1 зубчатым зацеплением 17 связан с нижней шестеренкой 8 для совместного вращения с элементами переноса 6. Верхняя шестеренка 7 функционально связана с шестеренкой узла смачивания 5 для совместного вращения для смачивания элементов переноса 6 перед приемом изделий в узле формирования строчных последовательностей 2.
При этом каждый из элементов переноса 6 выполняют литьем в виде прямоугольной пластины 18, с одной стороны которой фиксируют смачиваемую поверхность 19 из обработанной под замш кожи, с другой стороны, за одно целое, выполняют ребро жесткости 20, которое располагают вдоль прямоугольной пластины 18, при этом в центральной части 21 ребра жесткости 20 за одно целое располагают упругую пластину 12, которую располагают с фиксацией в центральной части ребра жесткости 20, при этом плоскость пластины 12 располагают компланарно прямоугольной пластине 18.
Работа устройства заключается в следующем.
На поверхность транспортирования подают изделия и в зоне приема или узле формирования строчных последовательностей 2 формируют строчные последовательности изделий для последующего переноса их на общий носитель 4 смоченной поверхностью 19 последовательной совокупностью элементов переноса 6, которую выполняют с возможностью непрерывного или дискретного смещения, при этом каждый из элементов переноса выполняют с возможностью параллельного смещения для приема изделий и установки или фиксации их в соответствующих позиционных положениях на общем носителе 4, который располагают напротив элементов переноса, при этом элементы переноса 6 смоченной поверхностью располагают вертикально с равным шагом по замкнутой окружности с возможностью копланарного смещения относительно оси вращения, при этом вращение выполняют контролируемым.
Другими словами, при совместном вращении совокупности элементов переноса 6 и узла формирования строчных последовательностей каждый элемент переноса 6 посредством электромагнита 15 извлекает с каждого дискретного узла формирования строчной последовательности изделие, которое соответствует соответствующему позиционному положению в архитектурной композиции общего носителя и при развороте фиг.2 вторым электромагнитом 16 устанавливает изделие на общем носителе.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением их скоростных параметров.
Изобретение относится к области радиоэлектронных технологий и может быть использовано при построении принципиально новых малогабаритных автоматов поверхностного монтажа. Способ ориентирования изделий различной формы при их транспортировании заключается в том, что на поверхность транспортирования подают изделия и в зоне приема формируют строчные последовательности изделий для последующего переноса их на общий носитель смоченной поверхностью последовательной совокупностью элементов переноса, которую выполняют с возможностью непрерывного или дискретного смещения, при этом каждый из элементов переноса выполняют с возможностью параллельного смещения для приема изделий и установки или фиксации их в соответствующих позиционных положениях на общем носителе, который располагают напротив элементов переноса, при этом элементы переноса смоченной поверхностью располагают вертикально с равным шагом по замкнутой окружности с возможностью компланарного смещения относительно оси вращения, при этом вращение выполняют контролируемым. Технический результат - повышение надежности работы малогабаритных автоматов поверхностного монтажа. 2 н.п. ф-лы, 2 ил.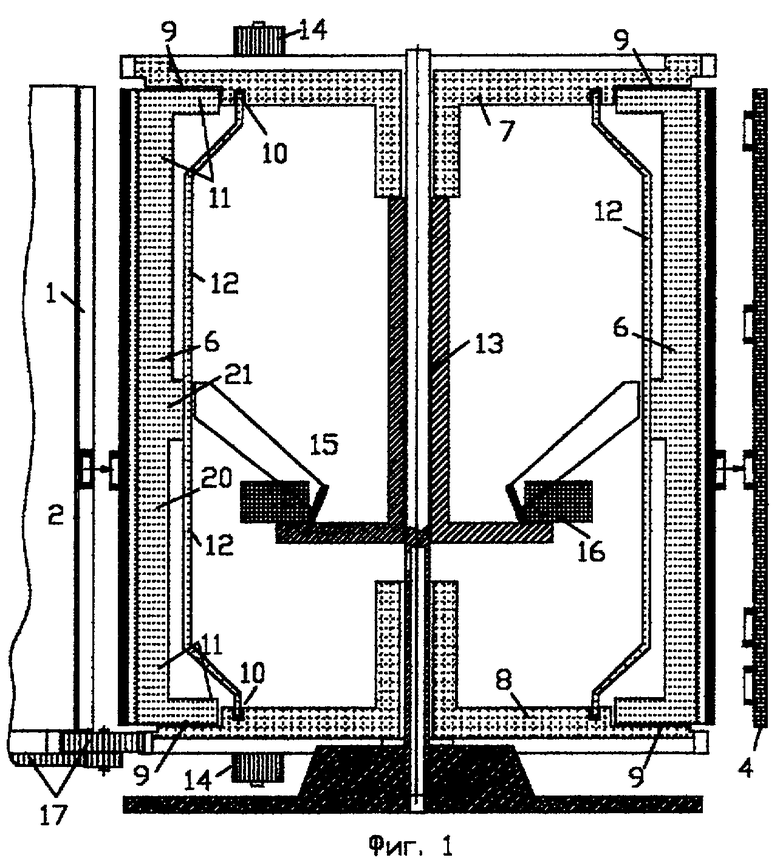
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1999 |
|
RU2170697C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ. Л.П.ПЕТРЕНКО-ВЕРСИЯ I | 2000 |
|
RU2201388C2 |
| US 4932513 A, 12.06.1990 | |||
| DE 19900651 A1, 13.07.2000 | |||
| Способ эксплуатации добывающих галерей уклонных блоков при термошахтной разработке нефтяных месторождений | 2015 |
|
RU2624838C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

