Изобретение относится к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании /см. Пат. РФ 2128141 от 09.10.95 г./, согласно которому сообщают изделию, находящемуся своей поверхностью на поверхности транспортирования, радиального усилия, для чего поверхности транспортирования сообщают вращательное движение, а радиальное усилие формируют смещенным относительно оси вращения либо в сторону вращения, либо в противоположную сторону в зависимости от направления транспортирования /прототип/.
Известный прототип имеет технологические возможности, которые заключаются в однозначности ориентирования изделия при ограниченном перемещении его на поверхности в пределах собственных габаритов, что позволяет использовать его в технологии поверхностного монтажа путем расширения его технологических возможностей.
Технологическим результатом предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций применительно к технологии поверхностного монтажа, где требуется операция формирования строчных последовательностей в соответствии с архитектурной композицией изделий на общем носителе, т.е. печатной плате, а также прием и удержание сформированных строчных последовательностей изделий до момента переноса их на общий носитель.
Указанный технологический результат достигается следующим способом.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих, при этом формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации.
При этом подачу изделий строчной последовательности при дискретно-радиальном последовательном расположении смещенных радиальных направляющих осуществляют с внешней стороны компланарной плоскости вращения с последующим смещением изделий строчной последовательности смещенным радиальным усилием каждого изделия до радиуса развинченной части спирали.
При этом подачу изделий строчной последовательности при дискретно-радиальном последовательном расположении смещенных радиальных направляющих осуществляют с внутренней стороны компланарной плоскости вращения с последующим смещением смещенным радиальным усилием каждого изделия до радиуса свинченной части спирали.
При этом синхронизацию подачи как на выходе смещенных радиальных направляющих, так и на выходе осуществляют путем фиксации изделий на каждом этапе прохождения изделий строчной последовательности.
При этом смещенные радиальные направляющие выполняют плавающими в ортогональном направлении к компланарной плоскости вращения.
При этом смещенные радиальные направляющие выполняют сдвинутыми на дискретный шаг последовательно друг относительно друга.
При этом смещенные радиальные направляющие формируют разные смещенные радиальные усилия в зависимости от расстояния до зоны приема строчной последовательности.
При этом зону приема выполняют в виде несмещенной радиальной направляющей, которая не формирует смещенное радиальное усилие, где и осуществляют прием и удержание строчных последовательностей изделий для последующего переноса на общий носитель.
При этом на выходах смещенных радиальных направляющих осуществляют ортогональный разворот изделий строчной последовательности.
При этом на выходах смещенных радиальных направляющих осуществляют частичный разворот изделий, при этом окончательный доворот изделия осуществляют на несмещенной радиальной направляющей в зоне приема изделий строчных последовательностей.
При этом разворот изделий строчных последовательностей на выходах смещенных радиальных направляющих осуществляют либо индивидуально, либо группами, либо одновременно всех изделий.
При этом разворот изделий на выходе смещенных радиальных направляющих осуществляют путем введения упора.
При этом дискретно расположенные выходы смещенных радиальных направляющих выполняют с возможностью изменения шага дискретизации выходов.
При этом подачу изделий строчной последовательности осуществляют по совмещенным каналам внешнего устройства, где формируется соответствующая строчная последовательность изделий на смещенных радиальных направляющих.
При этом при приеме изделий строчной последовательности с внешней стороны компланарной плоскости совмещенные каналы выполняют пассивными.
При этом при приеме изделий строчной последовательности с внутренней стороны компланарной плоскости совмещенные каналы выполняют активным.
При этом совмещенные активные каналы осуществляют последовательный прием строчной последовательности изделий с внешнего устройства, после чего осуществляют поштучную подачу изделий строчной последовательности в соответствующие входы смещенных радиальных направляющих.
При этом несмещенную радиальную направляющую зоны приема строчной последовательности изделий располагают в компланарной плоскости осей вращения устройства приема и переноса изделий на общий носитель и оси вращения компланарной плоскости, где осуществляется формирование строчной последовательности изделий.
При этом общий носитель смещают непрерывно или дискретно под устройством приема и переноса изделий строчной последовательности вдоль или поперек компланарной плоскости расположения несмещенной радиальной направляющей.
При этом синхронизацию при формировании строчных последовательностей изделий, смещение общего носителя и устройства приема и переноса изделий строчной последовательности осуществляют посредством совмещенного с общим носителем магнитного или оптоэлектронного носителя информации.
При этом общий носитель информации выполняют в виде записи координатных положений общего носителя изделий и оперативной перезаписываемой синхронизирующей информации, совмещенной с первой.
При этом прием изделий строчной последовательности в смещенные радиальные направляющие осуществляют с предварительным разворотом каждого изделия на ребро и в таком положении строчную последовательность изделий смещают в зону приема строчной последовательности.
В зоне приема строчной последовательности изделий осуществляют продольный захват или зажим всей строчной последовательности изделий с последующим переносом ее в зону нанесения фиксатора.
В зоне нанесения фиксатора осуществляют нанесение в соответствующих местах в нижней части изделий клеящего вещества или пасты, после чего изделия строчной последовательности переносят на общий носитель для фиксации.
При этом в момент совмещения строчной последовательности изделий с общим носителем осуществляют фиксацию посредством клеящего вещества или точечной или газовой сварки.
На фиг.1-3 изображена компланарная плоскость, или поверхность транспортирования, или плоскость транспортирования, или поверхность вращения, которая посредством смещенных радиальных направляющих СРН формирует строчные последовательности.
На фиг.4-6 изображены принципы формирования строчной последовательности с различной ориентацией изделий.
На фиг.7 изображены СРН с шагом дискретизации в радиальном направлении.
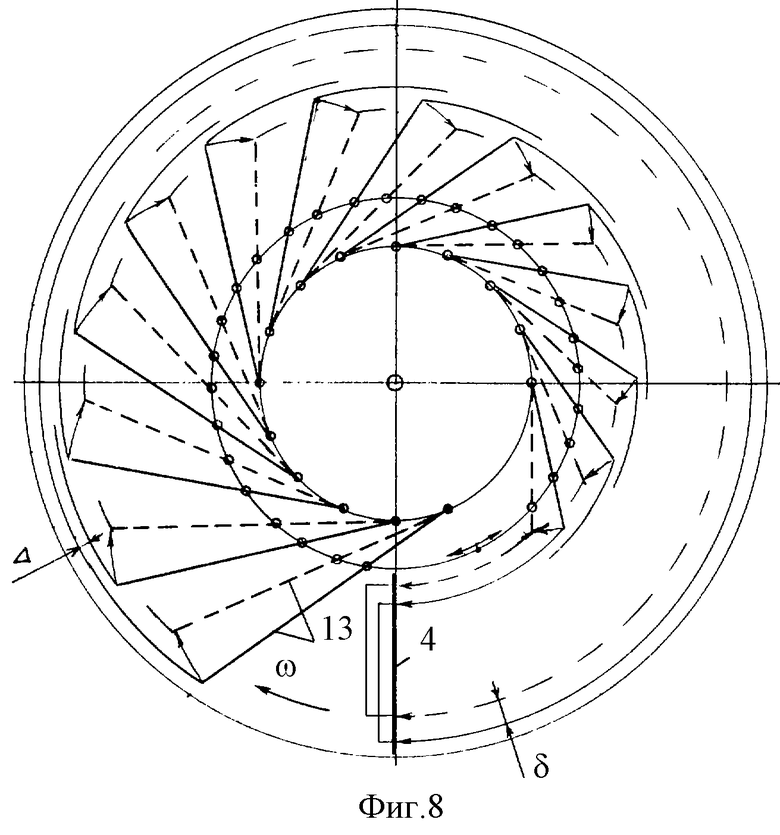
На фиг.8 изображены СРН с изменяющимся шагом дискретизации в радиальном направлении.
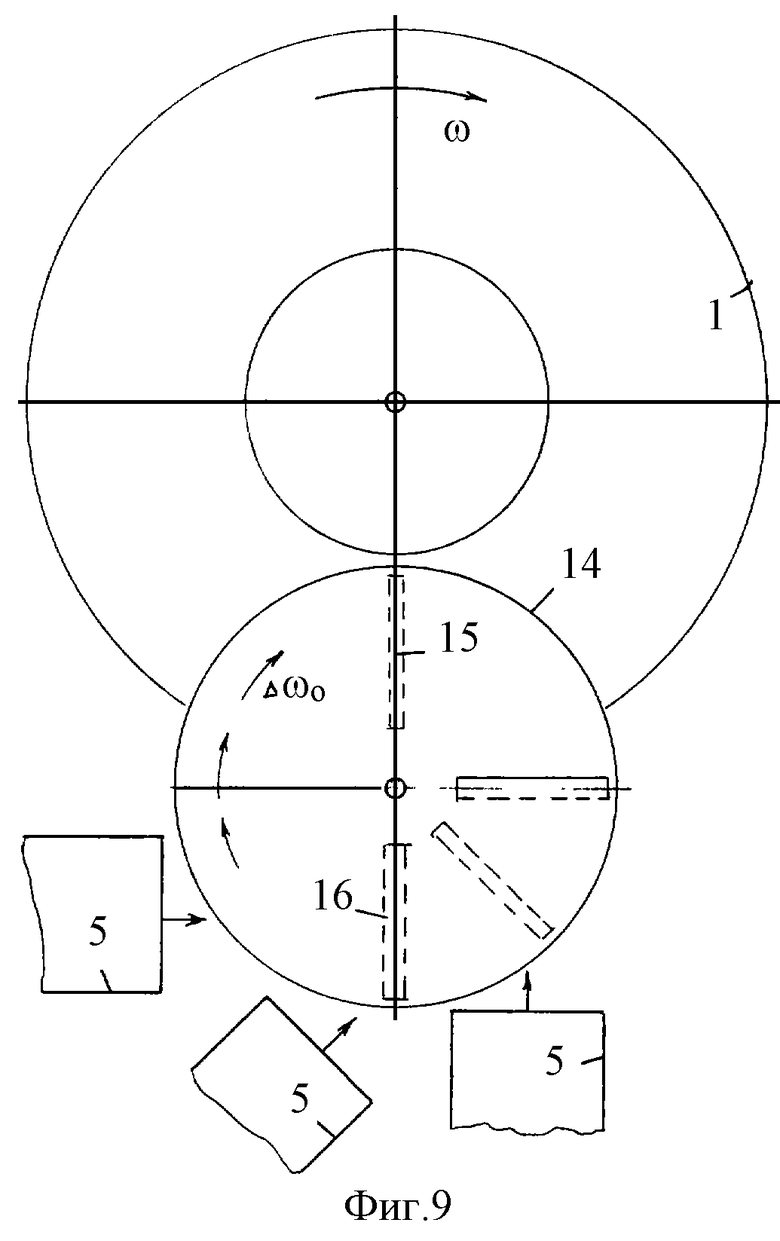
На фиг. 9 представлены три варианта перемещения общего носителя под манипулятором, который осуществляет перенос и фиксацию изделий строчной последовательности на общем носителе.
На фиг.10 и 11 изображена плавающая СРН в ортогональной плоскости к плоскости транспортирования.
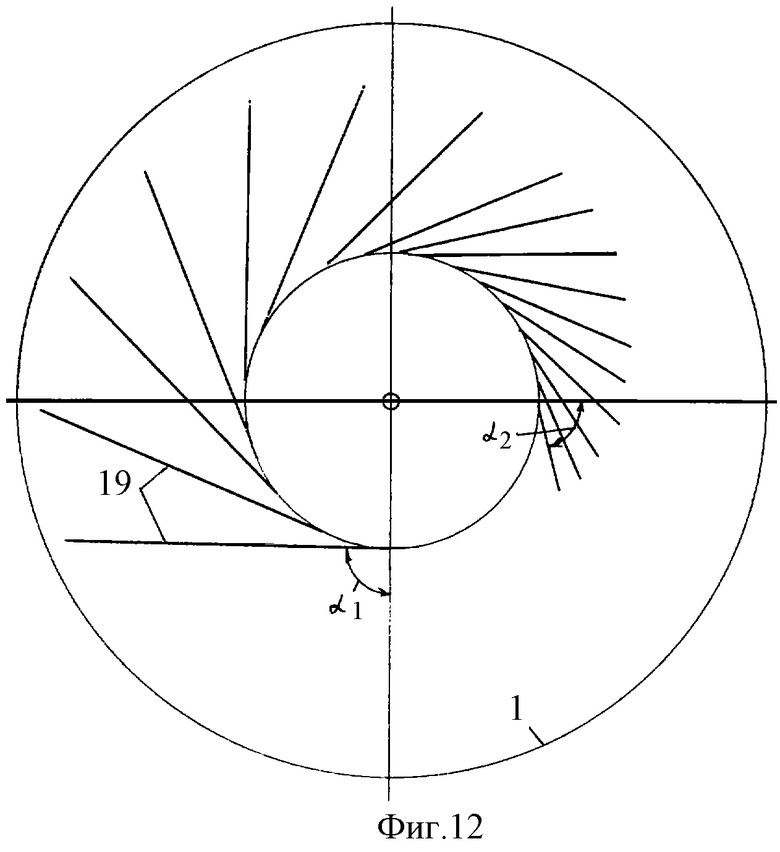
На фиг.12 изображены СРН с различным смещением СРН.
На фиг. 13 изображена зона приема изделий строчной последовательности с несмещенной радиальной направляющий.
На фиг.14 и 15 изображен узел формирования строчной последовательности с манипулятором, который осуществляет прием, перенос и фиксацию изделий сторочной последовательности.
На фиг.16-19 изображены различные варианты формирования строчных последовательностей.
На фиг. 20 и 21 изображена конструкция, в которой посредством канатов скорость формирования строчной последовательности изделий увеличена.
На фиг.22 изображена композиция неподвижных и подвижных СРН.
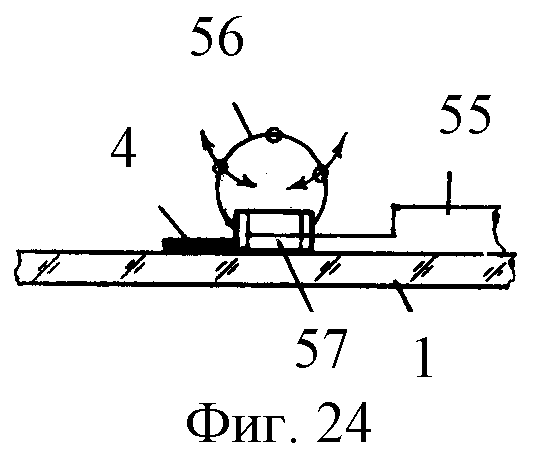
На фиг. 23-27 представлен метод монтирования изделий на общий носитель, которые развернуты или соорентированы на ребро.
На фиг.1 изображены поверхность вращения 1, СРН 2, выходы которых расположены на радиусе развинченной части спирали с равномерным шагом дискретизации /фиг.7/. В результате при подачи с внешнего устройства 3 изделий на соответствующие входы СРН 2 эти изделия посредством направляющих СРН 2 выходят на определенный радиус развинченной спирали и далее посредством поверхности вращения 1 они поступают на несмещенную радиальную направляющую 4 и удерживаются в данном позиционном положении до момента, когда манипулятор не перенесет сформированную строчную последовательность изделий на общий носитель 5.
На фиг. 2 представлен вариант, в котором СРН 6 своими выходами расположены на радиусах свинченной спирали. В результате при подачи изделий с внутреннего устройства 8 изделия предварительно поступают на подвижные СРН 7 или активные входные каналы, которые расположены на поверхности вращения 1 и вращаются одновременно с этой плоскостью до момента, когда все изделия конкретной строчной последовательности поданы. После чего активные входные каналы СРН 7 в соответствующий момент фиксируют и с выходов этих каналов изделия поступают на СРН 6 и далее на неподвижную радиальную направляющую 4.
На фиг.3 изображен вариант с одновременным формированием строчной последовательности с ортогональным ориентированием изделий в строчной последовательности. В данном случае СРН 2 и 6 на выходах имеют упоры, где и фиксируются изделия. Затем СРН 2 и 8 приподнимают, и изделия поступают на несмещенную направляющую 4 в зону приема.
На фиг. 4 представлен вариант СРН 7 с упором 8, при поднятии которого изделие поступает на несмещенную радиальную направляющую 4 с одной ориентацией.
А на фиг. 5 изделие на несмещенную радиальную направляющую 4 поступает с ортогональной ориентацией.
На фиг. 6 представлен вариант с СРН 9, 10, на выходе которых при необходимости вводится упор 11, в результате СРН 9, 10 на несмещенную радиальную направляющую 4 подают при необходимости изделия одной или другой ориентацией.
На фиг. 7 СРН 12 расположены таким образом, что их выходы смещены друг относительно друга на шаг дискретизации Δ.
На фиг.8 изображены СРН 13 с шагом дискретизации Δ, который можно изменять посредством поворотного механизма.
На фиг.9 представлены три варианта перемещения общего носителя 5 под манипулятором 14, который сформированные изделия строчной последовательности из позиции 15 переносит в позицию 16 или в промежуточные позиции для последующей фиксации их на общий носитель 5.
На фиг. 10 и 11 изображена плавающая СРН 17 в ортогональной плоскости к поверхности вращения 1 и изделию 18.
На фиг. 12 изображены СРН 19 с различным смещением СРН, что позволяет регулировать скорость движения изделий вдоль СРН 19.
На фиг.13 изображена зона приема изделий 20 и 21 строчной последовательности на несмещенную радиальную направляющую 4.
На фиг.14 и 15 изображен узел формирования строчной последовательности, который содержит кассету 22 с изделиями, СРН 23 для подачи выбранных изделий из кассеты 22 на входы СРН 24 для последующей подачи сформированной строчной последовательности в приемный узел 27 для последующего переноса, посредством манипулятора 25 в позицию 28 и далее на общий носитель 26.
На фиг. 16-19 изображены различные варианты формирования строчных последовательностей изделий. Так, в частности, на фиг.16 СРН 29 на выходе имеет паз 30, который при необходимости блокирует подвижная направляющая 31. В результате посредством СРН 29 возможна подача на несмещенную направляющую 4 одновременно двух взаимно ортогонально расположенных изделий, при этом на несмещенной направляющей 4 изделия дополнительно доворачивают посредством поверхности вращения 1. Следует отметить, что подачу изделий с выходов СРН 29 осуществляют путем их приподнимания над поверхностью вращения 1, а подачу изделий осуществляют с внешнего контура 32.
На фиг. 17 СРН 33 выполнены на выходе с упором 34, куда и поступают изделия с внутреннего контура 35. Далее либо СРН 33 одновременно приподнимают, либо СРН 33 дискретно смещают, в результате изделия поступают либо на несмещенную направляющую 4, либо изделия принимаются в зоне 36 и далее либо в зону строки 37, либо - 38.
На фиг. 18 СРН 33 расположены с возможностью подачи изделий с внешнего контура 40, а манипулятор 41 расположен в площади плоскости вращения, где расположен и общий носитель 43 с зоной строчного приема 42.
На фиг. 19 представлен вариант с пересекающими СРН 47 и 48 для подачи изделий с внутреннего и внешнего контуров, например малогабаритных и крупногабаритных изделий. При этом манипулятор 41, который содержит пассивные элементы переноса 44, однозначно переносит изделия как малых размеров, так и больших в зону 45 общего носителя 46.
На фиг. 20 и 21 изображены пассивные каналы 50 с входом 51 и выходом 52 для подачи изделий ближе к выходу СРН 49. В результате чего уменьшается время прохождения изделий к несмещенной направляющей 4.
На фиг. 22 представлен вариант, где СРН 53 расположены неподвижно и их можно назвать пассивными СРН 53, а СРН 54 расположены с возможностью вращения совместно с поверхностью вращения, при этом в любой момент СРН 54 можно зафиксировать напротив любого входа с пассивной СРН 54. Такая комбинация СРН необходима для предварительного выбора изделий строчной последовательности из изделий внешнего контура, которые имеют строго фиксированное положение. Другими словами, изделия с внешнего контура вбрасываются между соответствующими активными СРН 54 и вращаются вместе с СРН 54 до того момента, когда вброшенные изделия не совместятся с соответствующими пассивными СРН 54, которые соответствуют формируемой строчной последовательности.
На фиг.23 изображен случай, когда изделия строчной последовательности с внутреннего контура подаются в каналы 55, предварительно развернутые на ребро, в таком положении изделия поступают на несмещенную направляющую 4 /фиг.24/, где посредством захвата 56 изделия 57 подают в зону нанесения либо клея, либо пасты /фиг.27/ в соответствующие позиции 60 либо 61, после чего изделия переносят на общий носитель 58, где посредством, например, газовой горелки осуществляют фиксацию изделий 57 на общем носителе 58.
Использование изобретения позволит существенно упростить малогабаритные автоматы поверхностного монтажа с одновременным увеличением их скоростных параметров.






















Изобретение относится к области транспортирования, в частности, может быть использовано при построении принципиально новых малогабаритных автоматов поверхностного монтажа. Способ ориентирования изделий различной формы при их транспортировании, согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих. Формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации. Расширяются технологические возможности способа, который, в свою очередь, позволяет существенно упростить малогабаритные автоматы поверхностного монтажа с одновременным увеличением их скоростных параметров. 24 з.п. ф-лы, 27 ил.
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1997 |
|
RU2154010C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ. Л.П.ПЕТРЕНКО - ВЕРСИЯ П | 1999 |
|
RU2170206C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1999 |
|
RU2170697C1 |
