Изобретение относится к области технологического оборудования радиоэлектронной промышленности, а именно к способу поверхностного монтажа радиоэлементов на поверхность печатной платы, и может найти применение при построении малогабаритных автоматов поверхностного монтажа с повышенным быстродействием.
Известны способы поверхностного монтажа, которые требуют индивидуальной подачи изделий на поверхность печатной платы специальными манипуляторами, при этом, чем выше производительность, тем быстрее по скорости работают манипуляторы, переносящие во взаимно ортогональных направлениях изделия, в результате чего возникает большие силы реакции, которые требуют компенсации, что в свою очередь приводит к существенному увеличению массы автомата и, следовательно, к быстрому износу самих манипуляторов. При этом реализация максимально запараллеленного метода монтажа весьма проблематична в связи с тем, что изделия подаются в автомат в специальных лентах-носителях, что приводит также к удорожанию конечной готовой продукции. Следует также отметить, что использование ленты-носителя приводит к существенному увеличению самого автомата по габаритам.
Другими словами, известные способы поверхностного монтажа ограничены в быстродействии, надежности, точности, имеют большие габариты, вес и неудобны в эксплуатации.
Вышесказанное можно существенно изменить, если в принципе изменить сам способ поверхностного монтажа, максимально используя параллельный метод переноса изделий на поверхность печатной платы, что в принципе позволяет нижеописанный способ.
Известен способ ориентирования изделий различной формы при их транспортировании /см. Пат. РФ N 2128141 от 09.10.95 г./, который включает сообщение изделию, находящемуся своей поверхностью на поверхности транспортирования, радиального усилия, при этом поверхности транспортирования сообщают вращательное движение, а радиальное усилие формируют смещенным относительно оси вращения либо в сторону вращения, либо в противоположную сторону, в зависимости от направления транспортирования.
Известный способ имеет технологические возможности, которые заключаются в однозначности ориентирования изделий при ограниченном перемещении их на поверхности, что позволяет использовать его в технологии поверхностного монтажа, путем расширения технологических его возможностей.
Технологическим результатом предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций, таких как из поочередной подачи транспортируемых изделий формируют одну или несколько групп соориентированных последовательностей позиционных положений, смещенных друг относительно друга, вдоль сформированных таким образом позиционных положений изделий, смещают общий носитель этих изделий и в зависимости от его архитектуры, в момент совмещения посадочного места на общем носителе транспортируемых изделий с координатным положением этих изделий в соответствующих позиционных положениях в группе или группах переносят соответствующие изделия из позиционного положения на общий носитель.
Указанный технологический результат достигается следующим способом, который включает поочередную подачу транспортируемых изделий с последующей фиксацией их в координатах общего носителя этих изделий, при этом из поочередной подачи транспортируемых изделий нормируют одну или несколько групп соориентированных последовательностей позиционных положений, смещенных друг относительно друга, вдоль сформированных таким образом позиционных положений изделий смещают общий носитель этих изделий и в зависимости от его архитектуры в момент совмещения посадочного места на общем носителе транспортируемых изделий с координатным положением этих изделий в соответствующей группе или группах фиксируют соответствующие изделия на общем носителе. При этом во время перемещения транспортируемого изделия на общий носитель формируют силу трения между переносимым изделием и переносящим не меньше силы веса переносимого изделия. При этом группы позиционных положений изделий располагают вертикально и последовательно с шагом в группе, который формируют исходя из общего числа групп и шага дискретизации, т.е. с шагом, равным H = Δ • h, где H - шаг позиционных положений в группе, Δ - шаг дискретизации изделий на общем носителе, h - число групп, при этом общий носитель изделий смещают в горизонтальном направлении справа налево или слева направо. А также поочередную подачу соориентированных последовательностей изделий в каждой группе осуществляют в соответствующие позиционные положения, которые соответствуют строчному положению конкретной архитектурной композиции с соответствующей ориентацией изделий. А также период поочередной подачей изделий предварительно устанавливают позиционные положения изделий в группах в соответствии с позиционным положением изделий в строчной последовательности архитектурной композиции общего носителя. А также группы с периодической последовательностью позиционных положений изделий располагают горизонтально в общей вертикальной последовательности, при этом последующую горизонтальную группу с периодическим расположением позиционных положений изделий смещают относительно предыдущей на шаг дискретизации, а общий носитель изделий смещают в вертикальном направлении сверху вниз или снизу вверх. А также группы с позиционными положениями изделий располагают как горизонтально, так и вертикально, со смещением на дискретную величину, при этом каждую последовательную группу позиционных положений изделий смещают относительно предыдущей во всех группах на величину, равную шагу дискретизации, при этом общий носитель изделий смещают в вертикальном направлении. А также вдоль сформированных позиционных положений изделий общий носитель этих изделий располагают параллельно строчной последовательности и смещают под углом к позиционной последовательности изделий, которые предварительно смещают друг относительно друга на соответствующую дискретную величину как по горизонтали, так и по вертикали. А также общий носитель изделий предварительно располагают под углом к строчной последовательности изделий, после чего под этим углом осуществляют смещение вдоль позиционных положений. А также горизонтальные группы с периодической последовательностью позиционных положений располагают под углом к вертикали так, что последнее позиционное положение предыдущей горизонтальной группы располагают в вертикальном направлении, смещенным на шаг дискретизации общего носителя относительно первого позиционного положения последующей периодической последовательности, а в периодической последовательности позиционных положений каждое позиционное положение смещено последовательно на шаг дискретизации также в вертикальном направлении, при этом общий носитель смещают в горизонтальном направлении. А также наклонные горизонтальные группы с периодической последовательностью позиционных положений располагают последовательно вдоль направления движения общего носителя, при этом первое позиционное положение последующей наклонной группы смещают относительно предыдущей группы последнего позиционного положения изделия на шаг дискретизации, при этом каждую последующую горизонтальную группу в вертикальной последовательности располагают друг относительно друга на фиксированном расстоянии, при этом каждое последующее позиционное положение последней наклонной группы смещают в вертикальном направлении относительно первого позиционного положения периодической последовательности позиционных положений первой группы на шаг дискретизации общего носителя. А также во время переноса изделия из позиционного положения на общий носитель осуществляют доворот изделия до 0o или 90o. А также в процессе смещения общего носителя, в группе каждое позиционное положение изделия дискретно вращают и предварительно устанавливают в положение, которое соответствует горизонтальной последовательности изделий на общем носителе до момента его совпадения, а в момент совпадения переносят изделие в соответствующие координаты на общем носителе, при этом смещение общего носителя осуществляют ортогонально дискретному вращению. А также одновременно формируют несколько зон дискретного сканирования или вращения позиционных положений изделий, которые располагают последовательно параллельно с перекрытием начала и конца предыдущей и последующей зоны сканирования. А также вводят запараллеленные зоны дискретного сканирования позиционных положений изделий с ортогональным дискретным сканированием. А также в группах позиционные положения подвергают одновременному сканированию вдоль соответствующих групп в зонах между исходным положением предыдущего и последующего позиционного положения изделия и в момент совмещения соответствующего сканируемого позиционного положения изделия с координатами его на общем носителе переносят изделие на этот общий носитель. А также в каждой четной группе непрерывное сканирование осуществляют в ортогональном направлении. А также в каждой зоне непрерывного сканирования располагают периодическую последовательность позиционных положений, которые подвергают одновременному сканированию в соответствующих зонах. А также непрерывное сканирование позиционных положений изделий в группах осуществляют с пересечением предыдущей с последующей зоной сканирования. А также сканирование периодических последовательностей позиционных положений в первой группе осуществляют относительно исходного положения, при этом амплитуду сканирования устанавливают меньше половины дискретного расположения периодических последовательностей позиционных положений в исходном состоянии, при этом периодические последовательности второй группы располагают в исходном состоянии со смещением на половину дискретного расположения периодической последовательности первой группы и осуществляют аналогичное сканирование, при этом зоны сканирования первой и второй группы устанавливают с пересечением. А также формирование ортогональной композиции изделий на общем носителе осуществляют путем поворота его на 90o и повторного пропускания его вдоль позиционных положений в группах. А также в горизонтальной плоскости последовательно располагают группы позиционных положений номиналов, которые соответствуют архитектурной композиции общего носителя изделий, при несовпадении позиционного положения по шагу дискретизации номинала в строке или строках общего носителя, вводят дополнительные позиционные положения того же номинала с соответствующим позиционным смещением. А также одновременно со смещением общего носителя дополнительно смещают дополнительные общие носители, при этом перенос изделий на общие носители осуществляют одновременно. А также в четные и нечетные горизонтально расположенные группы изделий изделия подают справа и слева соответственно, при этом изделия в группах располагают друг за другом, а первые изделия в группах устанавливают в соответствии с построчной архитектурой общего носителя. А также в четных и нечетных группах первые позиционные положения изделий располагают последовательно со стороны подачи изделий нечетных и четных групп соответственно, при этом периодические последовательности в четных и нечетных группах смещают на шаг дискретизации друг относительно друга так же, как и четные и нечетные группы между собой.
На фиг. 1 и 2 изображена общая архитектура расположения позиционных положений изделий в группах.
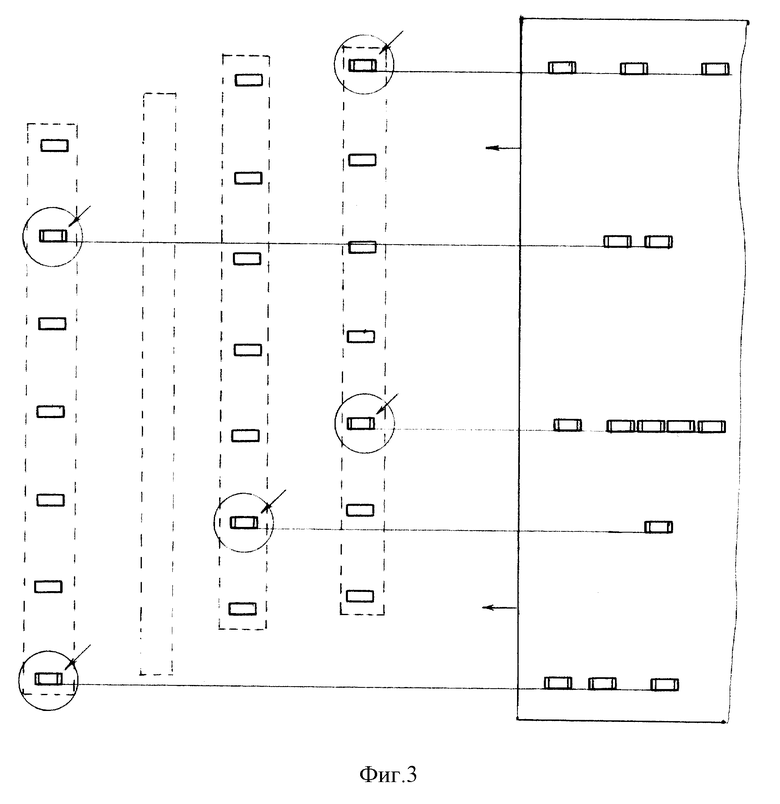
На фиг. 3 изображены группы соориентированных последовательностей, в которых поочередная последовательность изделий подается только в координаты, которые соответствуют построчному расположению их на общем носителе, т.е. на печатной плате.
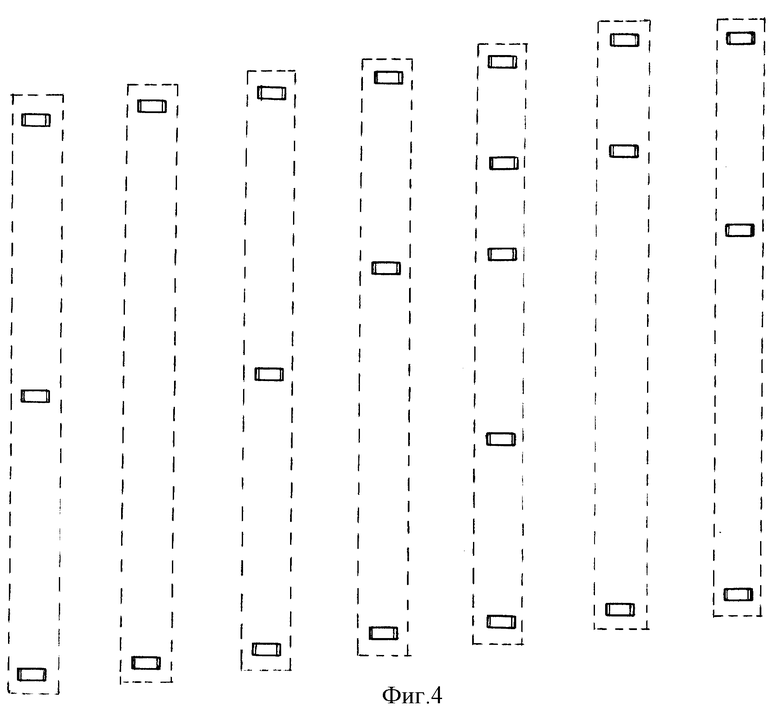
На фиг. 4 и 5 изображены группы, в которых предварительно установлены позиционные положения изделий в соответствии с позиционным положением изделий в архитектурной композиции общего носителя.
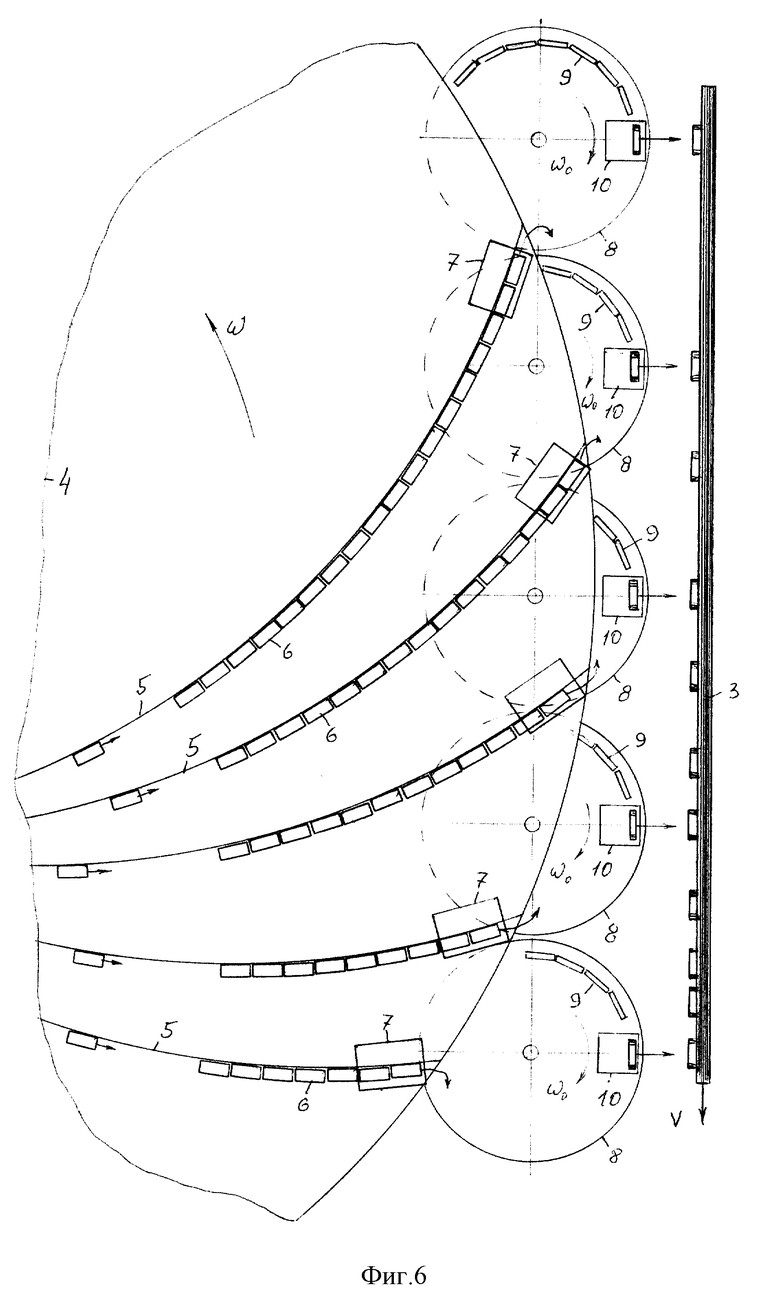
На фиг. 6 изображена одна из конкретных конструкций устройства формирования групп позиционных положений изделий.
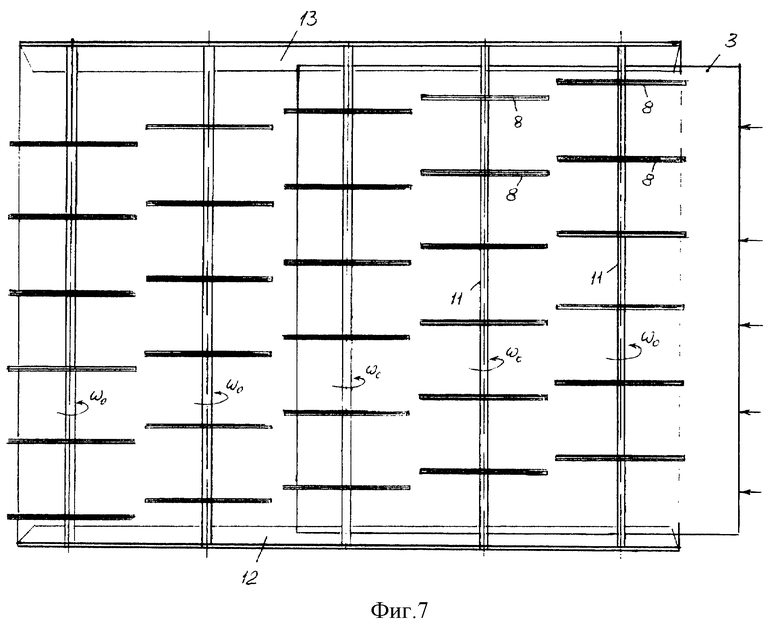
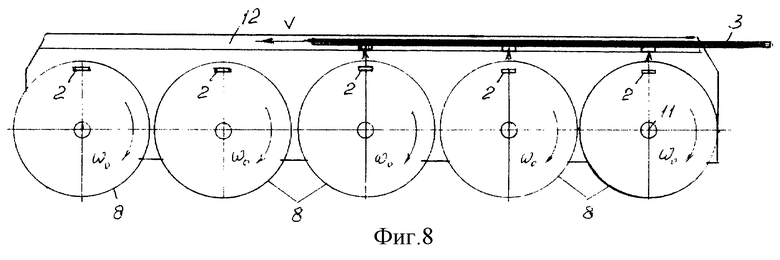
На фиг. 7 и 8 изображена общая композиция рабочих дисков автомата поверхностного монтажа.
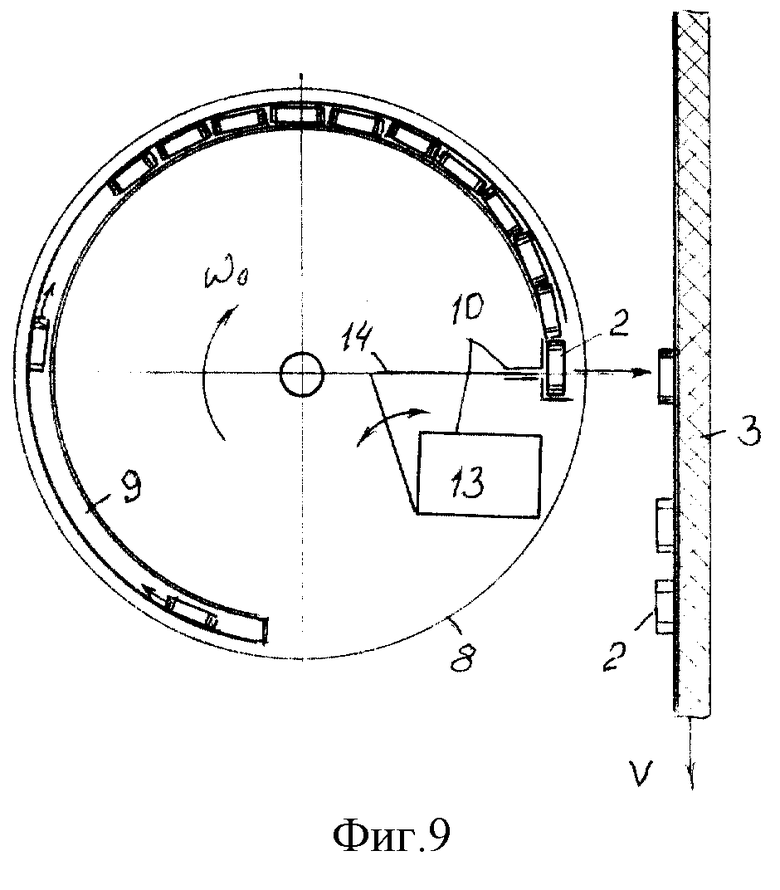
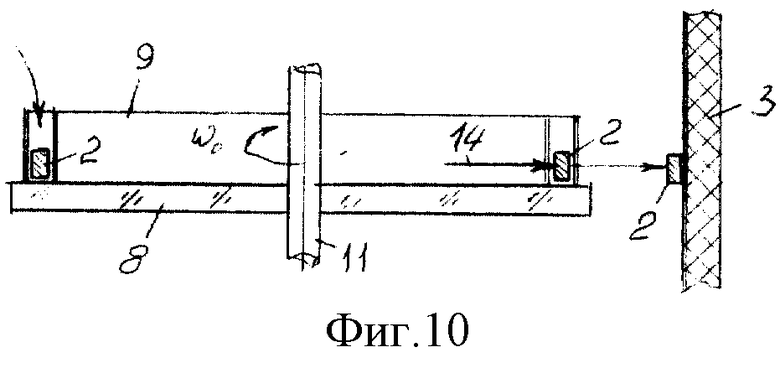
На фиг. 9 и 10 изображена конструкция рабочих дисков, которые обеспечивают непрерывную подачу изделий в соответствующие позиционные положения в группах.
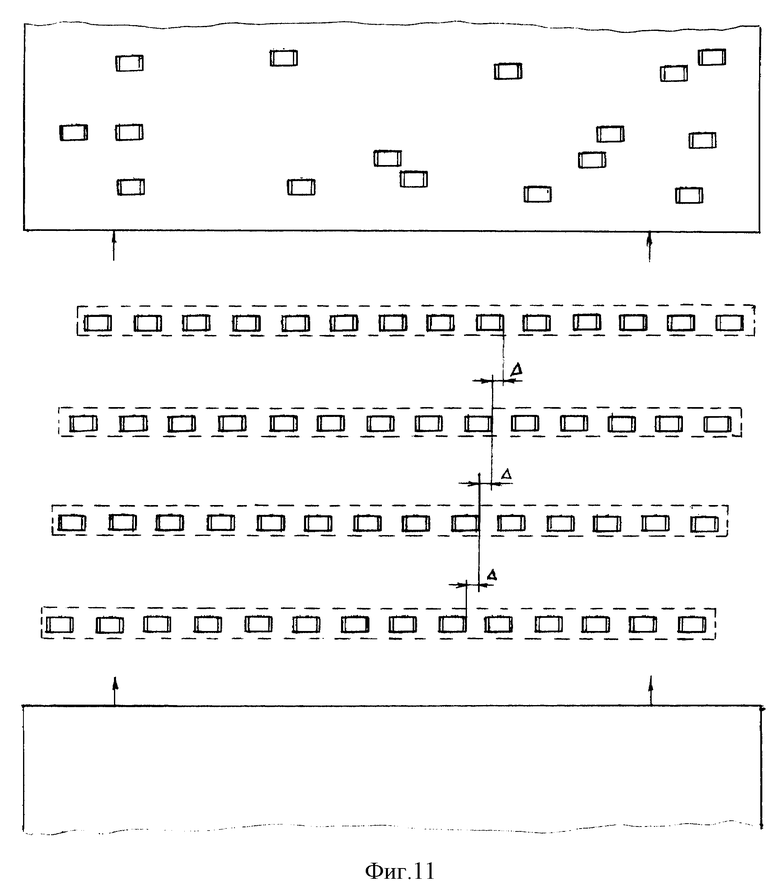
На фиг. 11 и 12 изображена общая архитектурная композиция групп с периодической последовательностью позиционных положений изделий, которые расположены горизонтально с вертикальным смещением общего носителя.
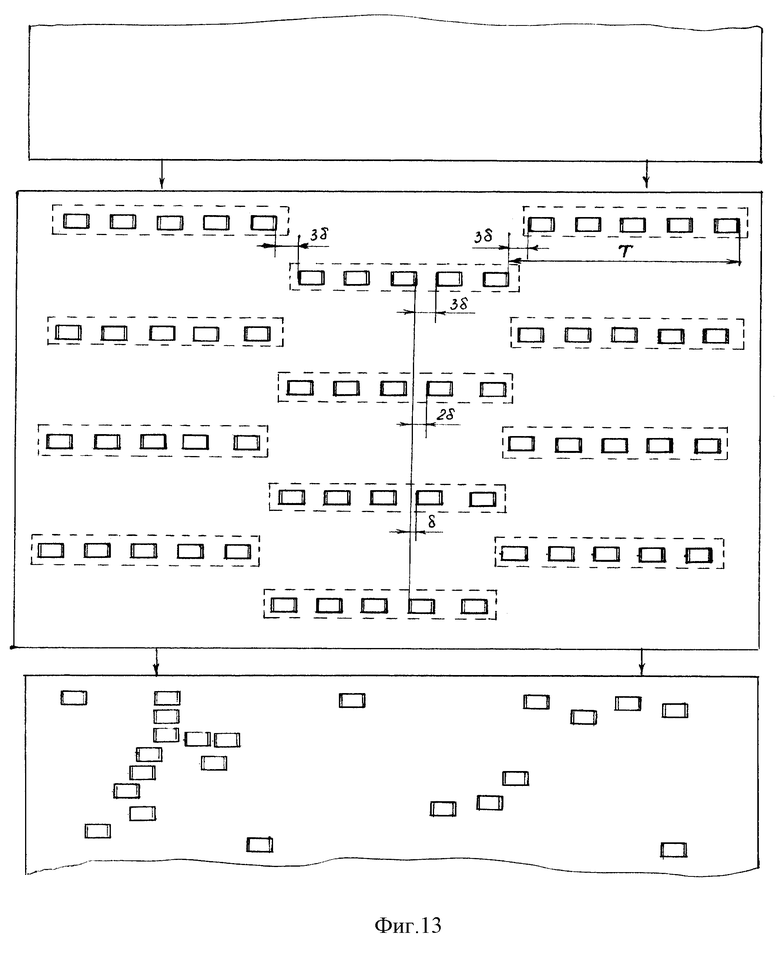
На фиг. 13 изображена общая архитектурная композиция групп с позиционными положениями, которые расположены как вертикально, так и горизонтально.
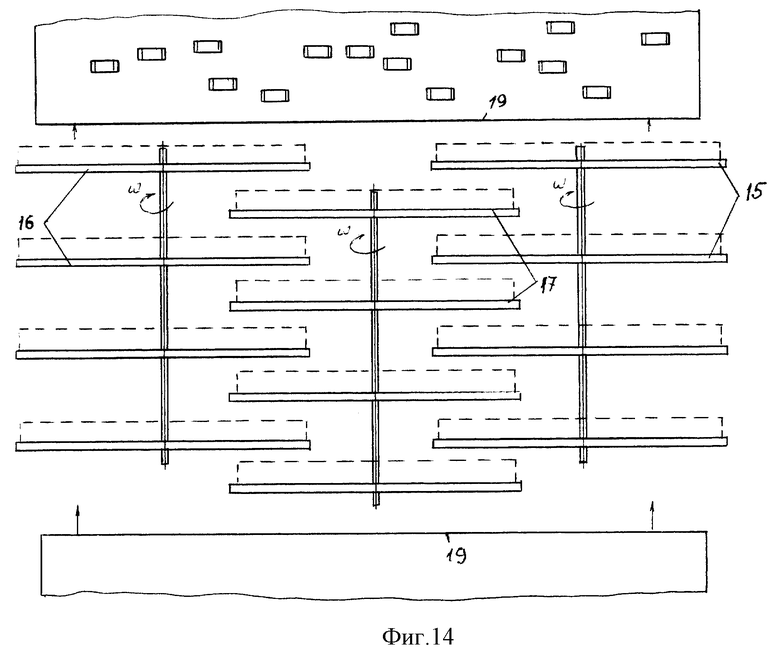
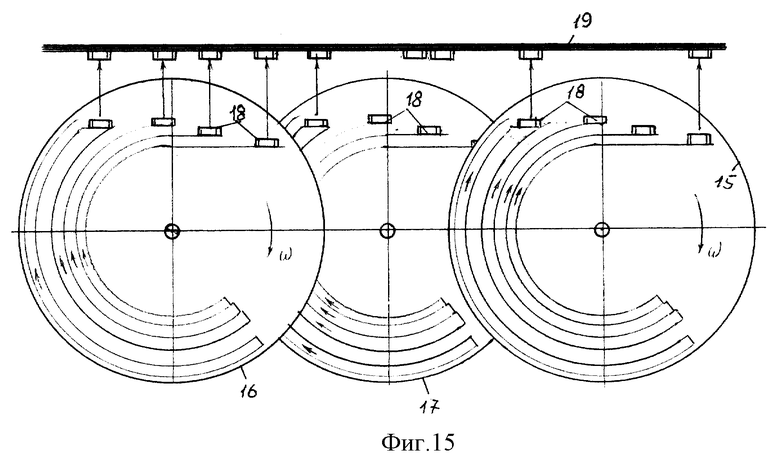
На фиг. 14 и 15 изображена общая структура устройства поверхностного монтажа со смещенными друг относительно друга рабочими дисками.
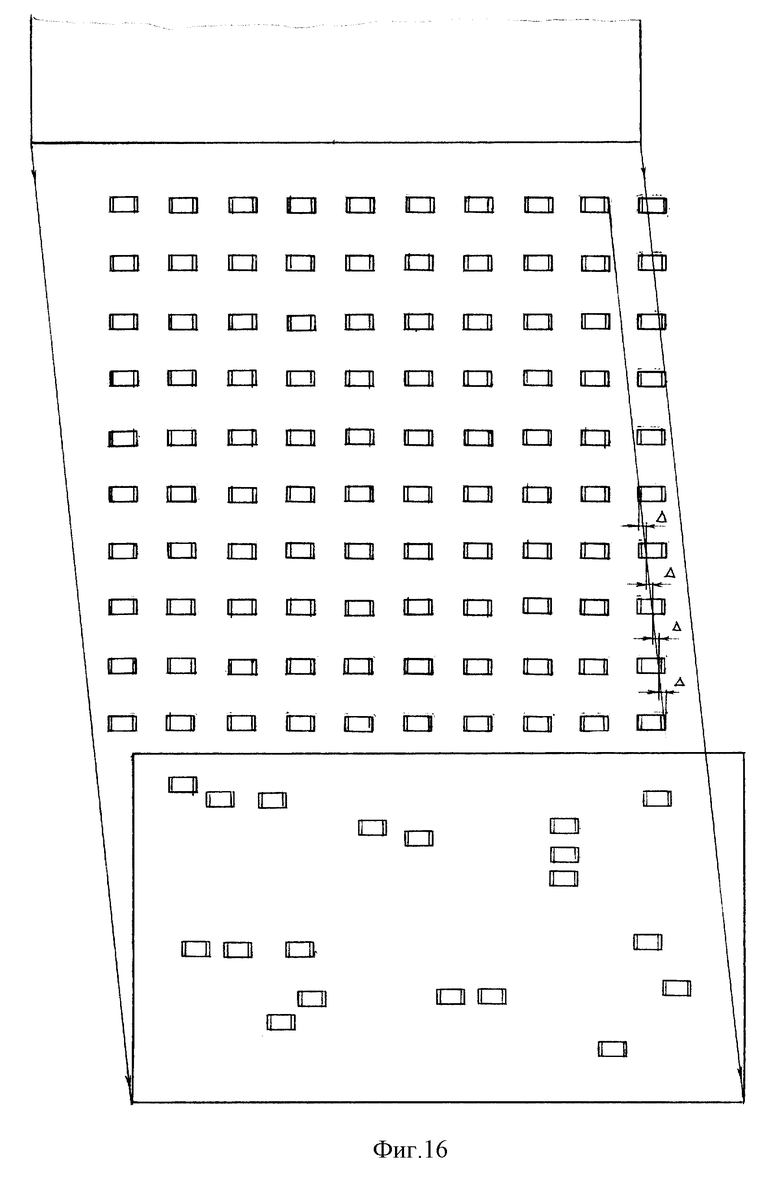
На фиг. 16 изображена общая композиция позиционных положений в группах с равномерным шагом смещения как в группах, так и между группами и косым смещением общего носителя вдоль скормированных позиционных положений.
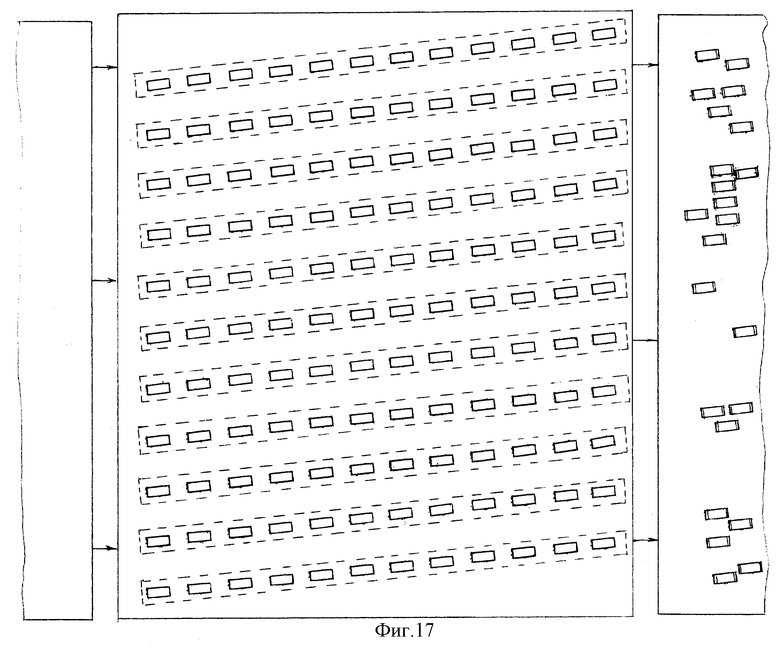
На фиг. 17 и 18 изображена общая композиция периодической последовательности позиционных положений горизонтальных групп, которые расположены под углом к горизонтальной плоскости, а общий носитель смещают слева направо или наоборот.
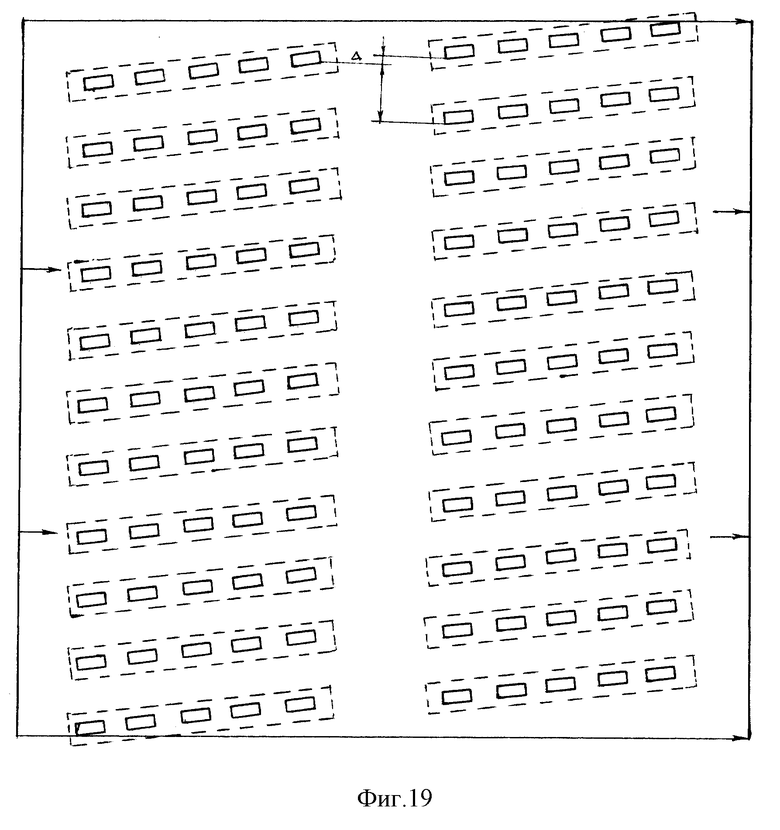
На фиг. 19 изображена общая композиция периодической последовательности позиционных положений, в которой горизонтальные группы располагают последовательно.
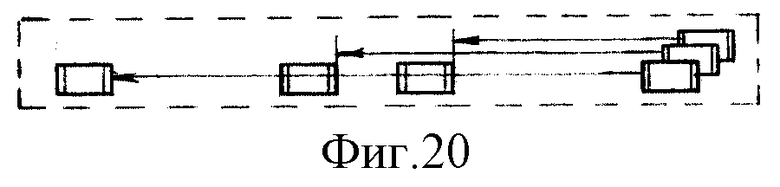
На фиг. 20 изображена композиция позиционных положений с дискретным сканированием изделий в горизонтальном направлении.
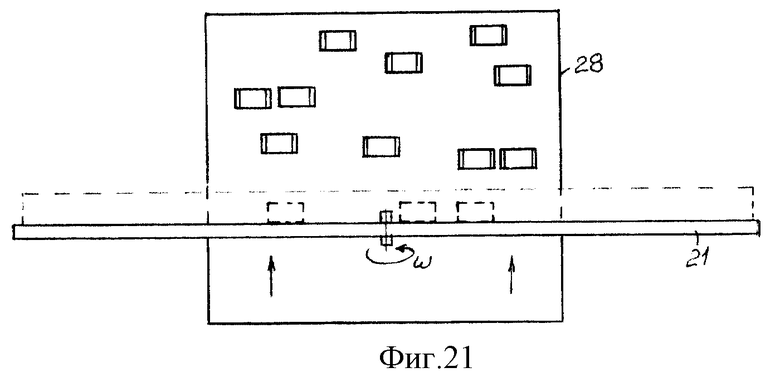
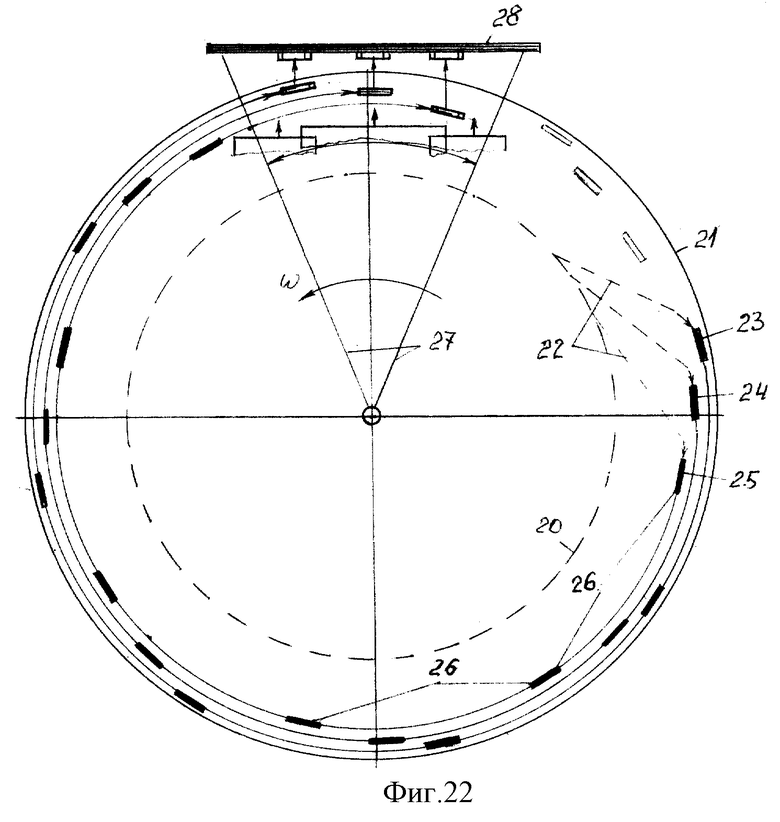
На фиг. 21 и 22 изображена структура рабочего диска для устройств поверхностного монтажа с дискретным сканированием.
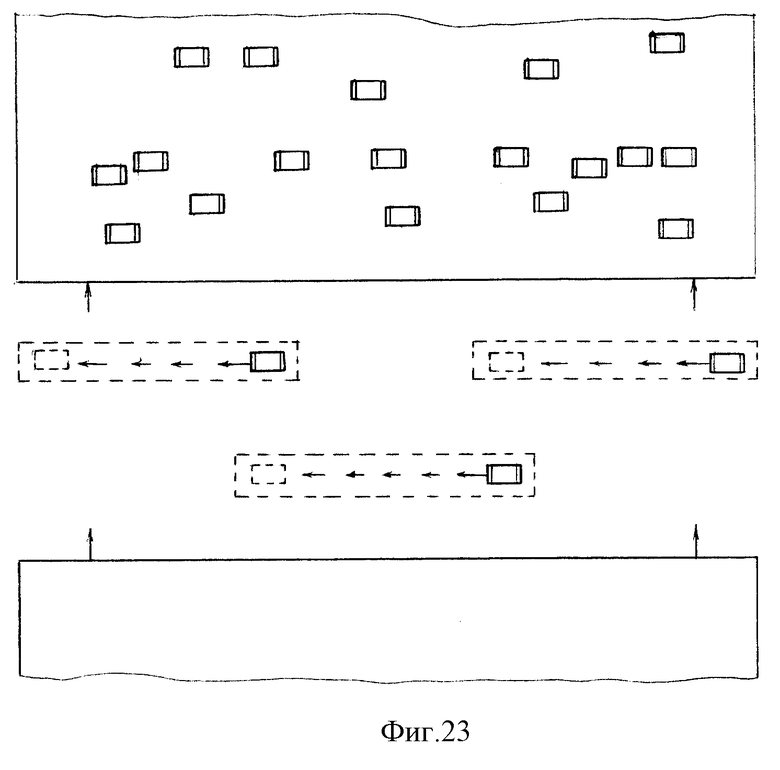
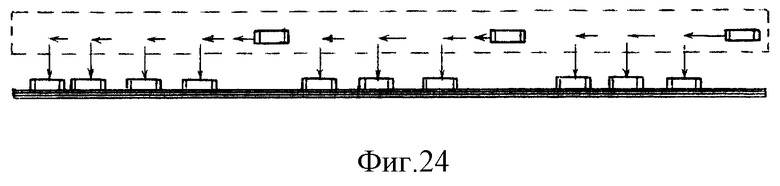
На фиг. 23 и 24 изображена общая композиция позиционных положений с распараллеленным дискретным сканированием общего носителя.
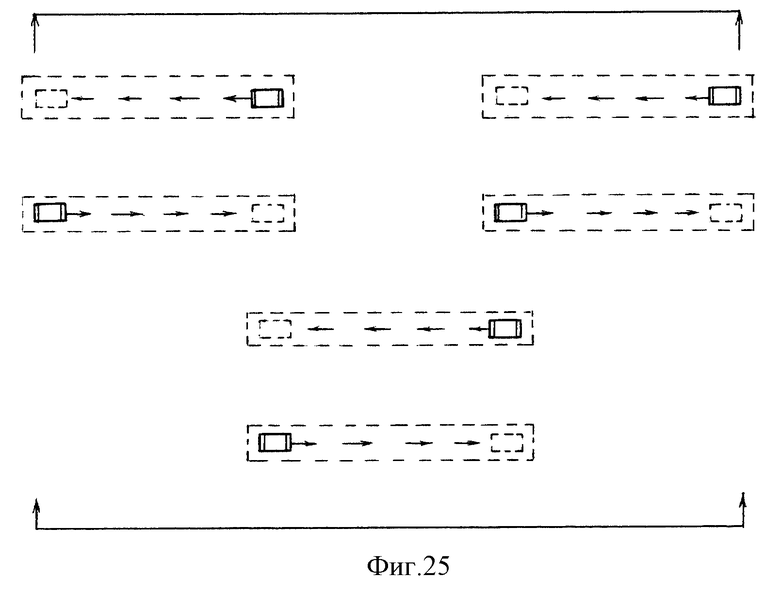
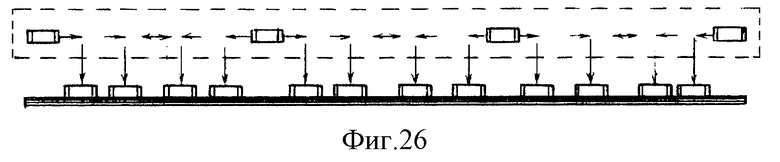
На фиг. 25 и 26 изображена общая композиция позиционных положений с распаралеленным ортогональным сканированием одного общего носителя.
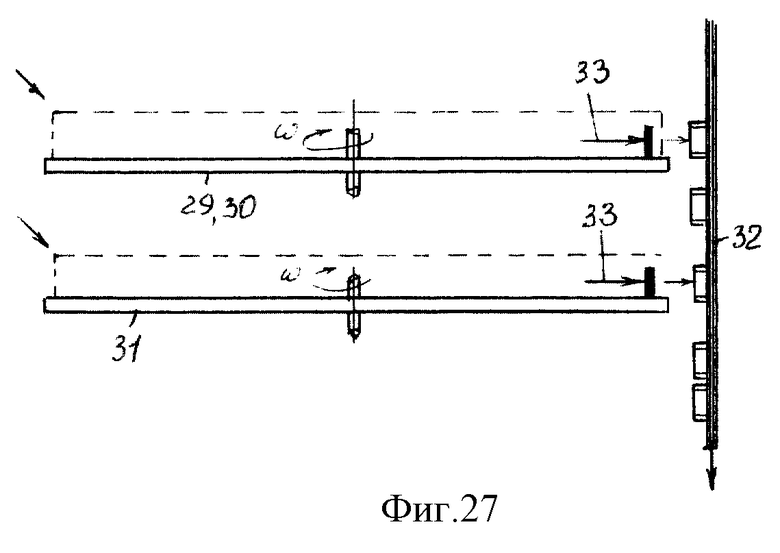
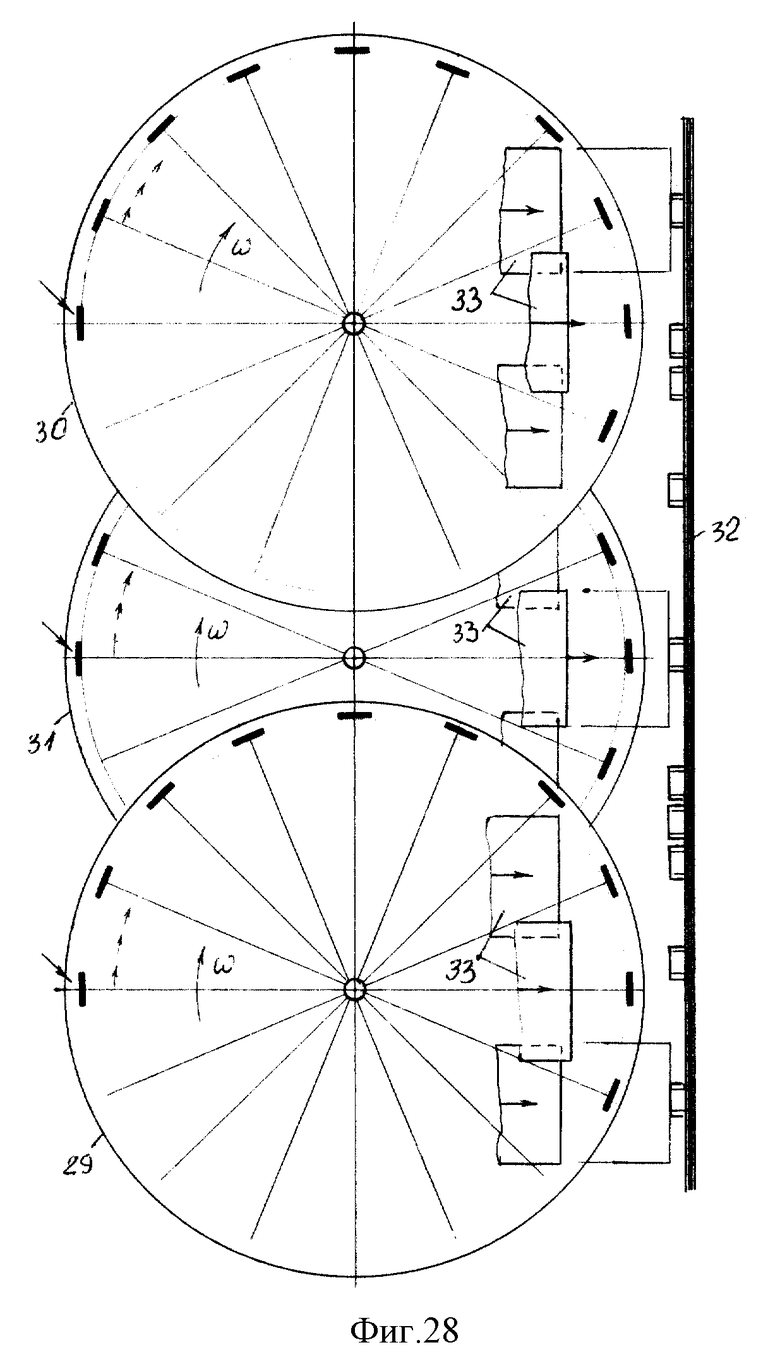
На фиг. 27 и 28 изображена структура устройства поверхностного монтажа с распараллеленным дискретным сканированием.
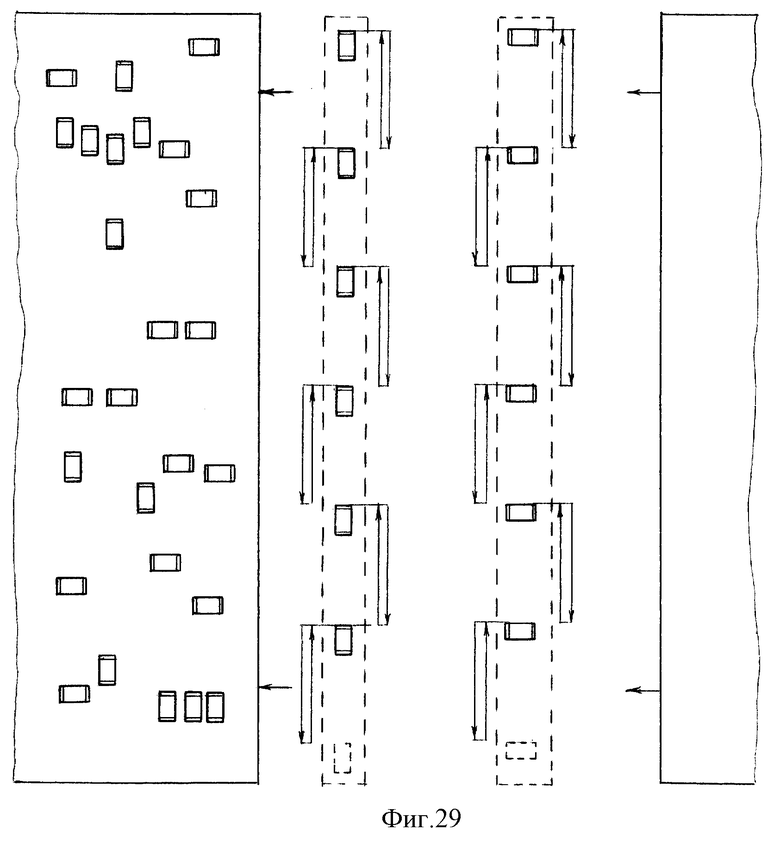
На фиг. 29 и 30 изображена общая композиция позиционных положений с непрерывным сканированием.
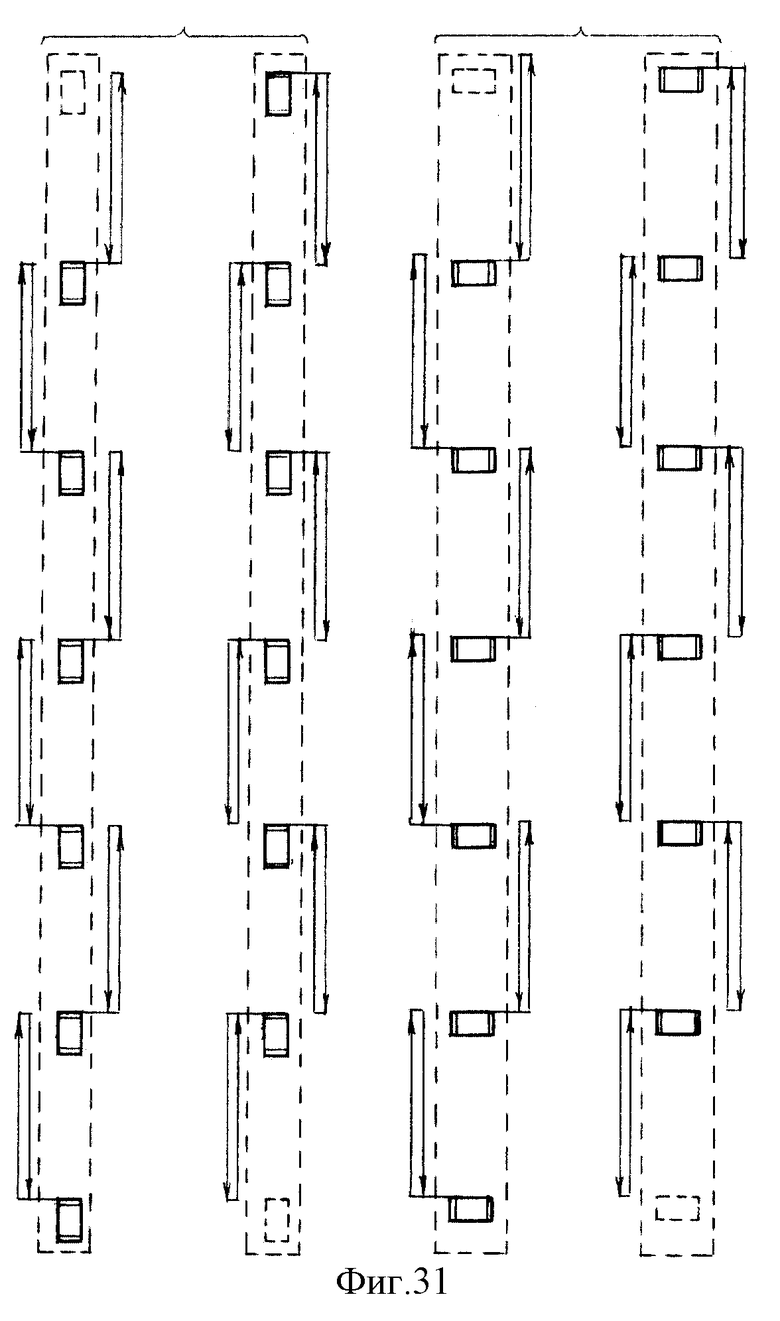
На фиг. 31 и 32 изображена общая композиция позиционных положений с ортогональным сканированием позиционных положений в двух последовательно расположенных группах.
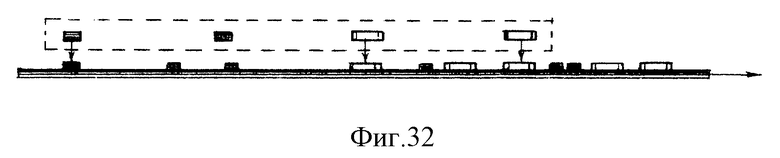
На фиг. 33 и 34 изображена общая композиция горизонтально расположенных периодических последовательностей позиционных положений с вертикальным сканированием.
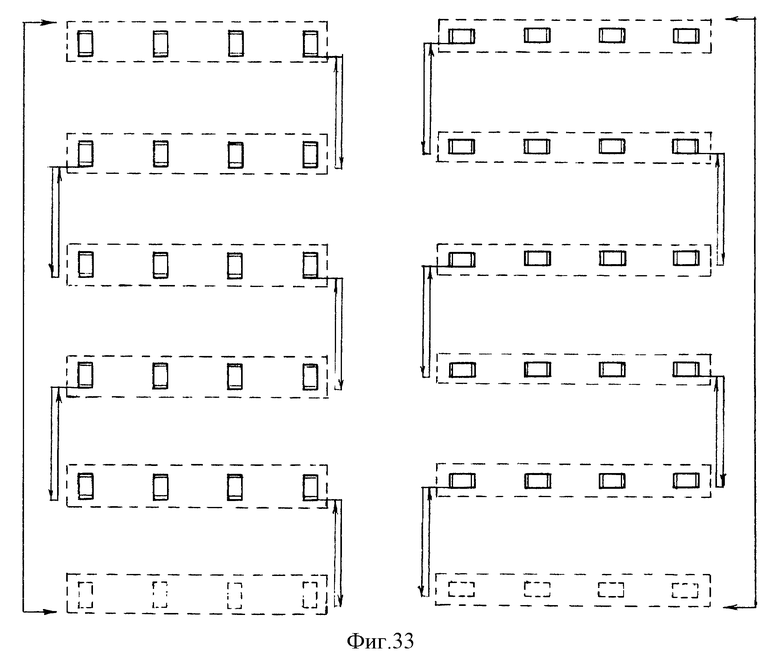
На фиг. 35 и 36 изображена общая композиция позиционных положений с пересеченным непрерывным сканированием.
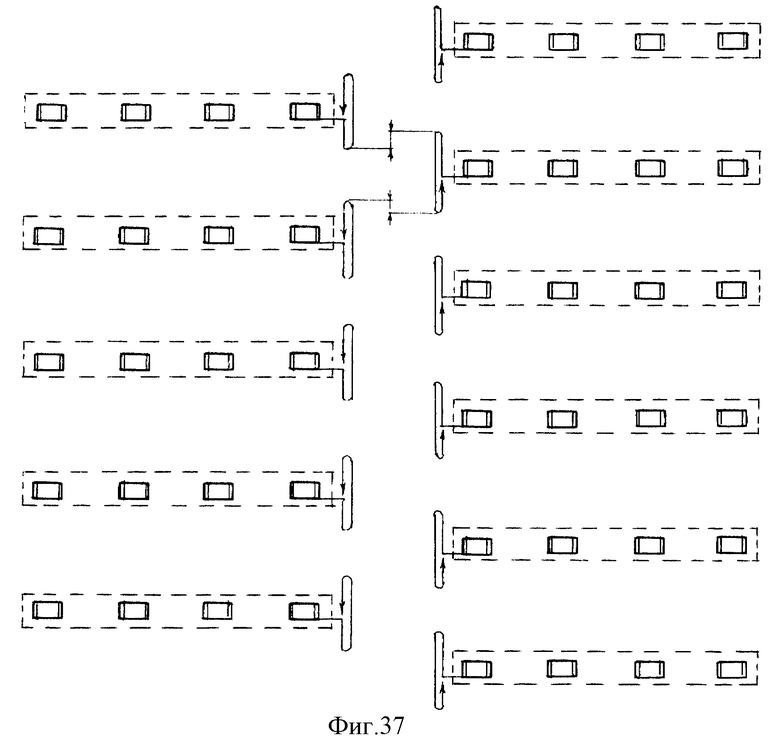
На фиг. 37 и 38 изображена общая композиция двух горизонтально расположенных периодических позиционных положений, которые смещены друг относительно друга с пересеченным непрерывным сканированием.
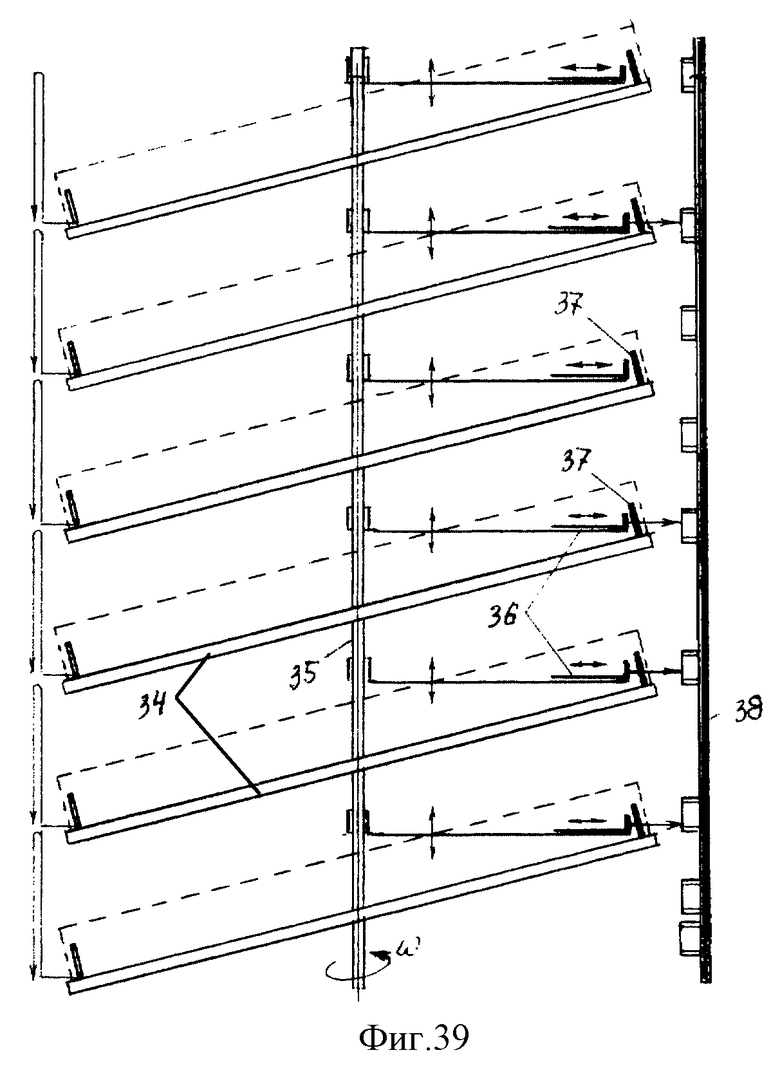
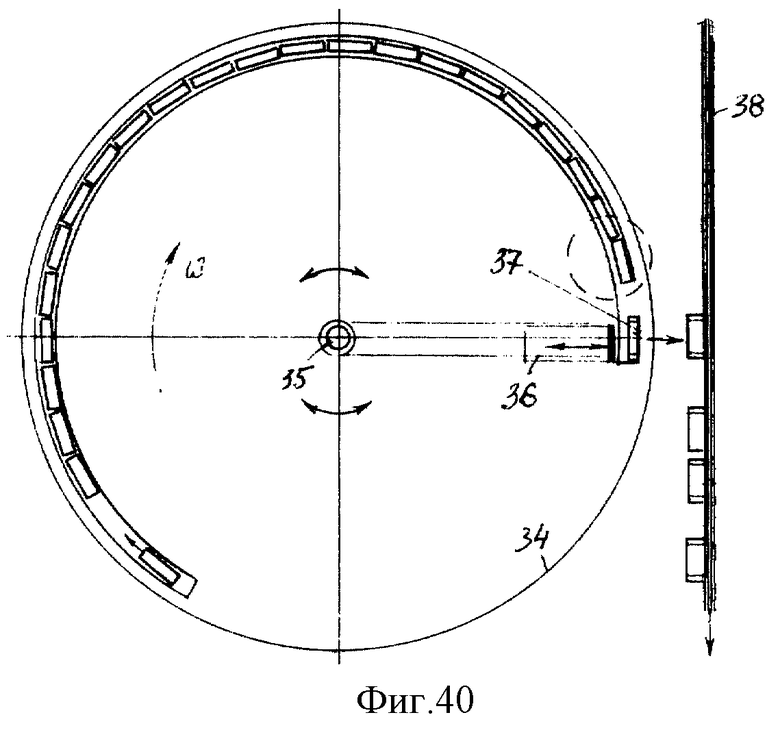
На фиг. 39 и 40 изображена структура устройства поверхностного монтажа с непрерывным сканированием рабочих дисков.
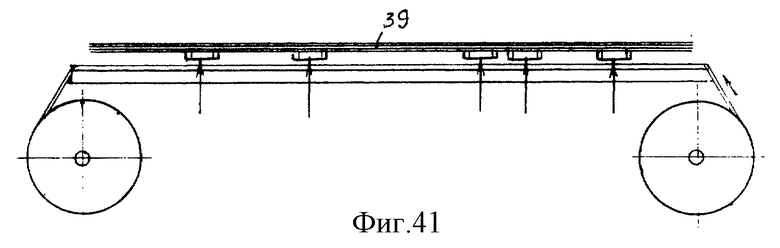
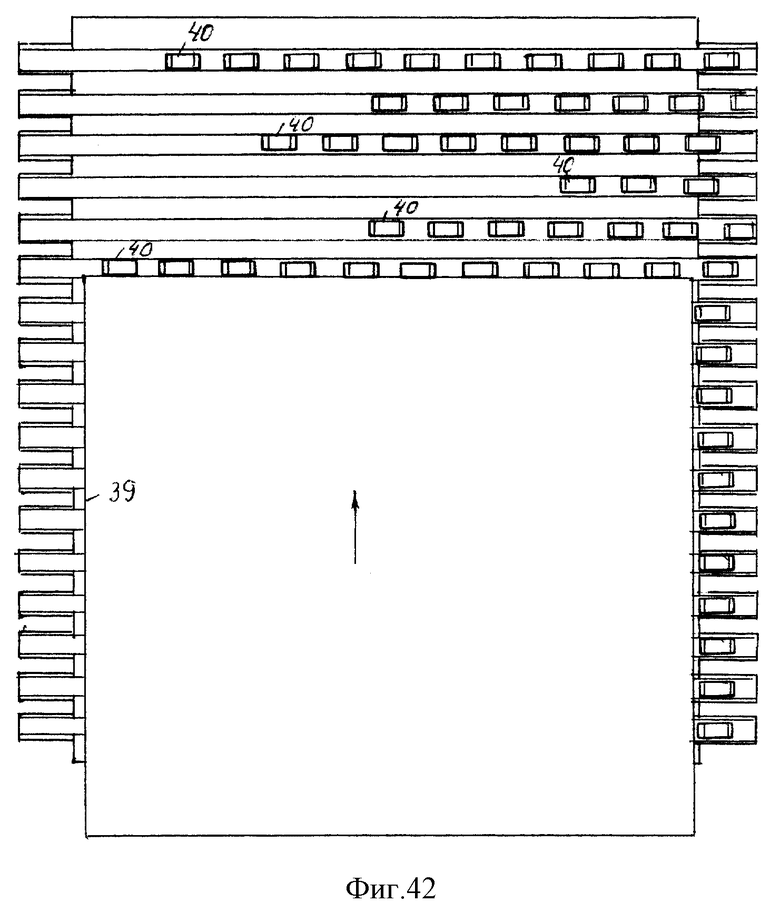
На фиг. 41 и 42 изображена структура автомата поверхностного монтажа с горизонтально расположенными позиционными положениями одного соответствующего номинала.
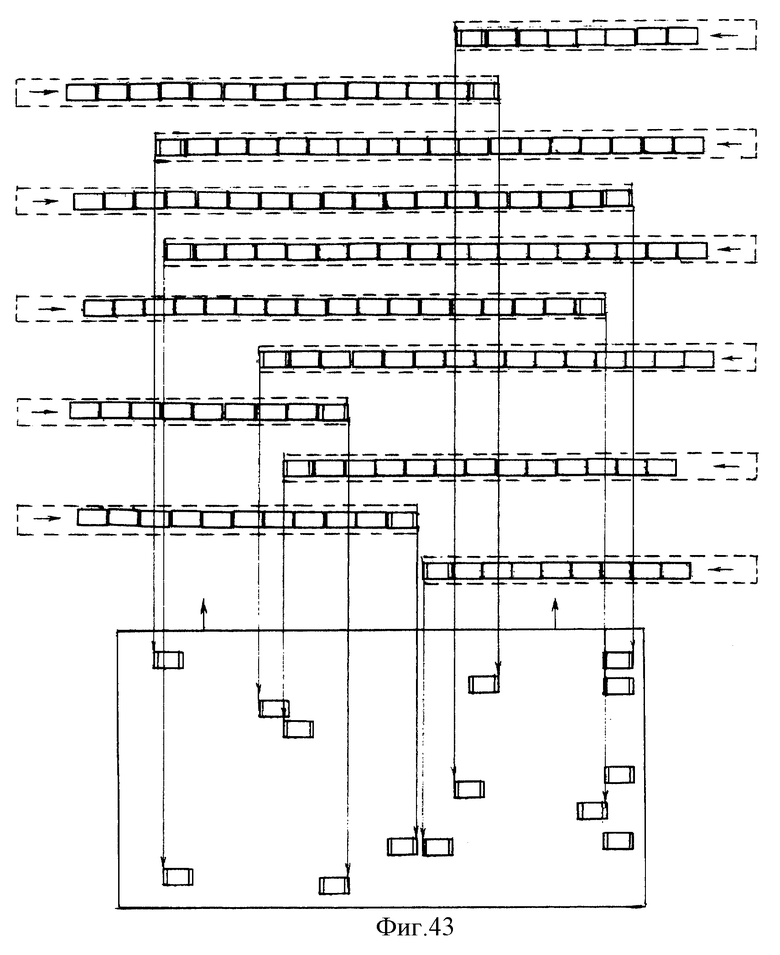
На фиг. 43 и 44 изображена общая композиция позиционных положений с подачей четных и нечетных горизонтальных последовательностей с противоположных сторон.
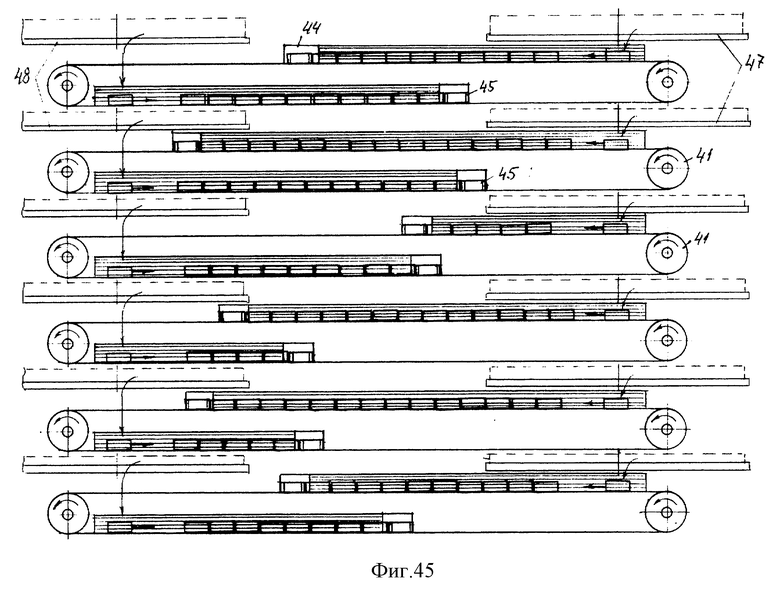
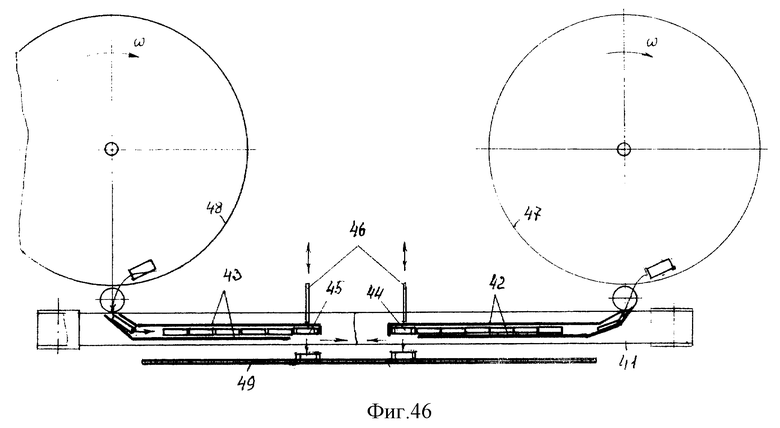
На фиг. 45 и 46 изображена структура устройства поверхностного монтажа, который реализует способ непрерывной подачи изделий справа и слева.
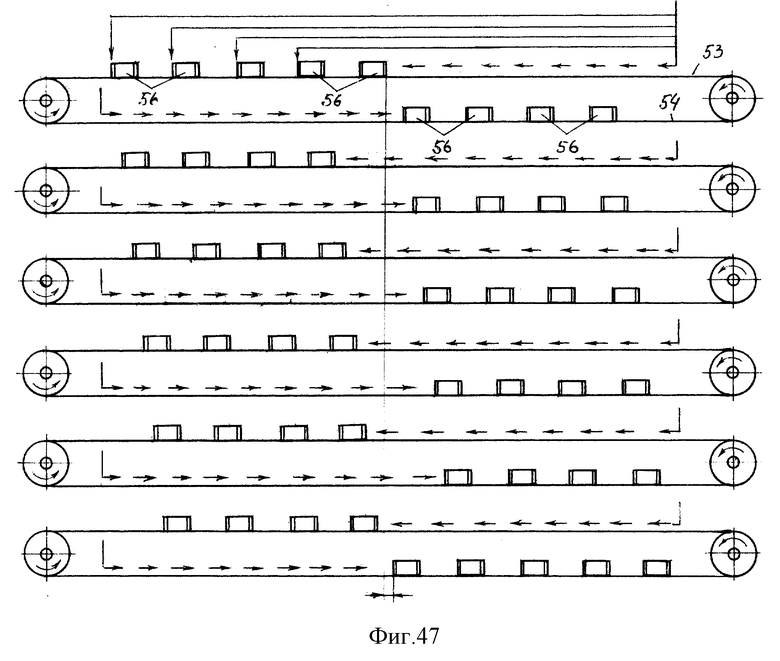
На фиг. 47 изображена общая композиция с периодично-строчной последовательностью позиционных положений.
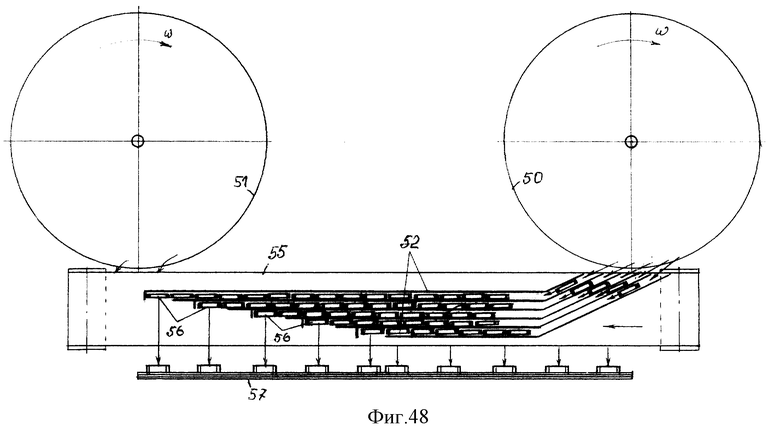
На фиг. 48 изображена структура устройства поверхностного монтажа, которая реализует способ периодично-строчного монтажа.
На фиг. 1 изображена общая архитектура расположения транспортируемых изделий (позиционных положений), которые состоят из групп 1 соориентированных последовательностей, смещенных друг относительно друга на дискретную величину как по вертикали H, так и по горизонтали S (определяется конкретным конструктивом рабочего диска). Другими словами, если рассматривать общую архитектуру в профиль, то она представляет собой последовательность транспортируемых изделий 2, сдвинутых друг относительно друга на дискретную величину Δ, при этом величина Δ может быть как равной ширине транспортируемого изделия, так и равной минимальному шагу расположения транспортируемых изделий в соответствующих строках общего носителя, т.е. печатной платы.
Таким образом вертикальные группы 1 смещены по вертикали на дискретную величину Δ, при этом количество групп 1 должно быть таким, чтобы H/Δ - целое число. В этом случае при выполнении операции смещения общего носителя вдоль сформированной таким образом последовательности позиционных положений вся его плоскость будет перекрываться позиционными положениями и в зависимости от его архитектуры, в момент совмещения посадочного места на общем носителе с координатным положением этих изделий в соответствующих группах переносят соответствующие изделия на общий носитель.
Другими словами, по мере смещения общего носителя 3 вдоль групп 1 (фиг. 2) в соответствующую координату общего носителя наклеивают транспортируемое изделие 2. В результате по выходу общего носителя 3 из зоны групп 1 весь носитель 3 будет уклеен изделиями 2 в любой архитектуре. При этом для ортогонального расположения изделий на общем носителе его пропускают дополнительно с разворотом на 90o.
Следует отметить, что операция переноса изделий из позиционных положений групп на общий носитель осуществляют посредством формирования силы трения между переносимым изделием и переносящим, которая не меньше силы веса переносимого изделия, что легко реализуется посредством электромагнита и направленного толкателя (фиг. 9 и 10). Поскольку процесс перемещения импульсный, то транспортируемое изделие не успевает сместиться относительно своего первоначального положения во время перемещения из-за большой силы трения.
На фиг. 6 изображена одна из конкретных конструкций устройства формирования групп позиционных положений изделий. Данная конструкция состоит их общего диска 4 с направляющими 5, вдоль которых расположены транспортируемые изделия 6 (2), которые поступают в дискретизатор 7, затем на рабочий диск 8, которой вращается со скоростью ωo. При этом при переходе изделия 6 с диска 4 на рабочий диск 8 их легко можно установить на ребро в каналах 9, которые оканчиваются исполнительным электромагнитным устройством 10 в соответствующем позиционном положении групп 1. Из этих позиционных положений посредством толкателя 14 изделия переносят на общий носитель 3.
На фиг. 7 и 8 изображена общая композиция рабочих дисков 8 автомата поверхностного монтажа, которые расположены на общих осях вращения 11 и образуют группы 1 (фиг. 1). При этом рабочие диски 8 в группе смещены друг относительно друга на величину H. Общий носитель изделий (печатную плату) 8 смещают вдоль плоскости из рабочих дисков 8 в направляющих 12 и 13 с постоянной скоростью и с позиционных положений этих дисков 3 изделия в соответствующий момент переносит соответствующее изделие на поверхность общего носителя 3.
На фиг. 9 и 10 изображена конструкция рабочих дисков, которые обеспечивают подачу изделий в соответствующие позиционные положения в группах, по каналу 9, который оканчивается электромагнитным устройством 10. Устройство 10 состоит непосредственно из электромагнита 13 и толкателя 14. При подачи на электромагнит 13 электрического импульса толкатель воздействует на транспортируемое изделие 2 и оно переносится на общий носитель 3, где посредством клея удерживается.
В связи с вышеописанным рассмотрим еще ряд общих композиций позиционных положений.
На фиг. 3 изображены группа сформированных последовательностей изделий, в которых поочередную подачу в каждой группе осуществляют в соответствующее позиционное положение, которое соответствует соответствующему строчному положению конкретной архитектурной композиции на общем носителе.
На фиг. 4 и 5 изображены группы, в которых перед поочередной подачей изделий предварительно устанавливают рабочие диски (фиг. 9 и 10) с позиционным положением изделия в группе в соответствии с позиционным положением изделия в архитектурной композиции общего носителя.
На фиг. 11 и 12 изображена общая архитектурная композиция, в которой группы с периодической последовательностью позиционных положений располагают горизонтально в общей вертикальной последовательности, при этом последующую горизонтальную группу с позиционными положениями смещают относительно предыдущей на шаг дискретизации общего носителя, а его смещают в вертикальном направлении сверху вниз или снизу вверх.
На фиг. 13 изображена общая архитектурная композиция, в которой группы с позиционными положениями располагают как горизонтально, так и вертикально, со смещением на дискретную величину, при этом каждую последующую горизонтальную группу позиционных положений смещают относительно предыдущей на величину, которая равна шагу дискретизации общего носителя, при этом общий носитель смещают в вертикальном направлении сверху вниз или снизу вверх.
На фиг. 14 и 15 изображена общая структура устройства поверхностного монтажа со смещенным друг относительно друга рабочим диском, так, например, группа рабочих дисков 15 и 16 расположена на одном уровне, а группа рабочих дисков 17 смещена относительно первых двух групп рабочих дисков 15 и 16. При этом организация последовательной подачи изделий в позиционные положения осуществляется аналогично фиг. 9, за исключением того, что в данном случае количество позиционных положений 18 увеличено. Перенос изделий из позиционного положения 18 на общий носитель аналогичен.
На фиг. 16 изображена общая композиция позиционных положений, в которой вдоль сформированной композиции общий носитель располагают параллельно строчным последовательностям позиционных положений и смещают под углом к ней, которые в свою очередь предварительно смещают друг относительно друга на дискретную величину как по горизонтали, так и по вертикали.
В результате такого смещения на поверхности общего носителя можно расположить изделия с шагом Δ.
Такой же результат будет, если общий носитель изделий предварительно расположить под углом к позиционным последовательностям, после чего под этим же углом осуществлять смещение его вдоль позиционных положений, при этом на поверхности общего носителя будут нанесены изделия под углом к боковой поверхности носителя.
На фиг. 17 и 18 изображена общая композиция периодической последовательности позиционных положений, в которой горизонтальные группы с периодической последовательностью позиционных положений располагают под углом к вертикали так, что последующее позиционное положение предыдущей горизонтальной группы располагают в вертикальном направлении по отношению к первому позиционному положению последующей периодической горизонтальной группы на шаг дискретизации, а в периодической последовательности позиционных положений каждое последующее позиционное положение смещено относительно предыдущего позиционного положения на шаг дискретизации, при этом общий носитель смещают в горизонтальном направлении справа налево или слева направо.
В результате такого смещения изделия на общем носителе будут расположены под углом с выбранным шагом дискретизации.
На фиг. 19 изображена общая композиция периодической последовательности позиционных положений, в которой наклонные горизонтальные группы с периодической последовательностью позиционных положений располагают последовательно вдоль направления движения общего носителя, при этом первое позиционное положение последующей наклонной группы смещают относительно предыдущей группы последнего позиционного положения на шаг дискретизации, при этом каждую последующую горизонтальную группу в вертикальной последовательности располагают друг относительно друга на фиксированном расстоянии, при этом каждое последующее позиционное положение последующей наклонной группы смещают в вертикальном направлении относительно первого позиционного положения периодической последовательности позиционных положений первой группы на шаг дискретизации общего носителя.
На фиг. 20 изображена композиция позиционных положений с дискретным сканированием в горизонтальной плоскости таким, что в процессе смещения общего носителя (фиг. 21) в группе каждое позиционное положение дискретно вращают и предварительно устанавливают в положение, которое соответствует строчной последовательности изделий на общем носителе до момента его совпадения, а в момент совпадения переносят изделие из предварительно установленного позиционного положения в соответствующие координаты общего носителя.
На фиг. 21 и 22 изображен рабочий диск, который реализует способ дискретного сканирования.
Принцип работы такого рабочего диска заключается в следующем. В зоне 20 на диске 21 расположены изделия для последующего монтажа, по каналам 22 изделия подают в данном случае в три дискретных позиционных положения 23, 24 и 25 (количество каналов может быть и большим), которые по периметру диска располагают в секторах 26. При этом каждое позиционное положение 23, 24 и 25 независимо дискретно врезается за счет трения с поверхностью диска от сектора к сектору. При этом внутри монтируемого сектора 27 позиционные положения с изделиями 23, 24 и 25 смещают на заранее заданный угол, что легко обеспечивается, например, прокодированным диском и оптоэлектронными элементами.
В результате в монтируемом секторе 27 предварительно устанавливают позиционные положения в нужных координатах и по мере смещения общего носителя 28 изделия переносятся на его поверхность.
На фиг. 23 и 24 изображена общая композиция позиционных положений с распараллеленным дискретным сканированием одного общего носителя, в которой одновременно формируют несколько зон дискретного сканирования позиционных положений, которые в группах располагают последовательно с перекрытием начала и конца предыдущей и последующей зон сканирования.
На фиг. 25 и 26 изображена общая композиция позиционных положений с распараллеленным и ортогональным сканированием одного общего носителя, в которой вводят запараллеленные зоны дискретного сканирования с ортогональном дискретным сканированием.
На фиг. 27 и 28 изображена структура устройства поверхностного монтажа с распараллеленным дискретным сканированием, которая состоит из рабочих дисков 29, 30 и 31 и общего носителя 32, по мере смещения которого толкатели 33 переносят изделия с поверхности рабочих дисков на поверхность общего носителя.
Для организации ортогонального сканирования достаточно направление вращения запараллеленного диска изменить на противоположное.
На фиг. 29 и 30 изображена общая композиция позиционных положений непрерывным вертикальным сканированием, в которой в группах позиционные положения подвергают одновременному сканированию вдоль соответствующих групп в зонах между исходным положением предыдущего и последующего позиционного положения изделия и в момент совмещения соответствующего сканируемого позиционного положения с координатами его на общем носителе переносят изделие на этот общий носитель.
На фиг. 31 и 32 изображена общая композиция позиционных положений с ортогональным сканированием в двух последовательно расположенных группах так, что в каждой группе непрерывное сканирование осуществляют в ортогональном направлении.
На фиг. 33 и 34 изображена общая композиция позиционных положений с периодическим и ортогональным сканированием в двух последовательно расположенных группах, в каждой зоне непрерывного сканирования располагают периодическую последовательность позиционных положений, которую подвергают одновременному сканированию в соответствующих зонах.
На фиг. 35 и 36 изображена общая композиция позиционных положений с пересеченным непрерывным сканированием позиционных положений, при этом непрерывное сканирование позиционных положений в группах осуществляют с пересечением предыдущей и последующей зон сканирования.
На фиг. 37 и 38 изображена общая композиция двух горизонтальных периодически расположенных позиционных положений, которые смещены друг относительно друга, в которой сканирование периодических последовательностей позиционных положений в первой группе осуществляют относительно исходного положения, при этом амплитуду сканирования устанавливают меньше половины дискретного расположения периодических последовательностей в исходном состоянии, при этом периодические последовательности второй группы располагают в исходном состоянии со смещением на половину дискретного расположения позиционной последовательности первой группы и осуществляют аналогичное сканирование, при этом зоны сканирования первой и второй группы устанавливают с пересечением.
На фиг. 39 и 40 изображена структура устройства поверхностного монтажа с непрерывным сканированием пакета рабочих дисков, которая содержит рабочие диски 34, которые жестко закреплены на оси вращения 35 под углом, а толкатели 36 на оси 35 зафиксированы с вертикальной степенью свободы движения. В результате вращения дисков 34 позиционные положения 37 будут сканировать вдоль печатной платы 38 (фиг. 39), а толкатель 36 готов в любой момент перенести изделие из позиционного положения 37 на поверхность общего носителя (печатной платы) 38. Пересечение зон сканирования осуществляется путем раскрепления дисков 34 на оси 35 под соответствующими углами.
На фиг. 41 и 42 изображена структура автомата поверхностного монтажа с горизонтально расположенными позиционными положениями одного соответствующего номинала, где в горизонтальной плоскости последовательно располагают группы позиционных положений номиналов, которые соответствуют архитектурной композиции общего носителя изделий, при несовпадении позиционного положения по шагу дискретизации номинала в строке или строках общего носителя вводят дополнительные позиционные положения того же номинала с соответствующим позиционным смещением. При этом со смещением общего носителя дополнительно смещают дополнительные общие носители, при этом перенос изделий на общие носители осуществляют одновременно.
Работа такого устройства заключается в следующем. При перемещении общего носителя 39 одного или одновременно несколько, по мере совпадения позиционных положений 40 изделий с координатами на общем носителе 39 осуществляют перенос их на него (фиг. 41).
На фиг. 43 и 44 изображена общая композиция позиционных положений с подачей четных и нечетных горизонтальных последовательностей с противоположных сторон так, что в четные и нечетные горизонтально расположенные группы изделий подают справа и слева соответственно, при этом изделия в группах располагают друг за другом, а первые изделия в группах устанавливают в соответствии с построчной архитектурой на общем носителе.
На фиг. 45 и 46 изображена структура устройства поверхностного монтажа, который реализует способ непрерывной подачи изделий справа и слева, которая содержат ленточные транспортные устройства 41, на верхней и внутренней поверхности которых расположены каналы 42 и 43 с позиционными положениями 44 и 45 с соответствующими толкателями 46, а также две группы рабочих дисков 47 и 48 для непрерывной подачи изделий в соответствующие каналы 42 и 43.
Работа такого устройства заключается в следующем. Предварительно позиционные положения 44 и 45 устанавливают в соответствии с архитектурой общего носителя, после чего пропускают общий носитель 49 (фиг. 46) и толкатели переносят изделия с позиционных положений 44 и 45 на поверхность этого носителя в соответствующие координаты.
На фиг. 47 изображена общая композиция позиционных положений с периодично-построчной последовательностью, где в четных и нечетных группах первые позиционные положения изделий располагают последовательно со стороны подачи изделий нечетных и четных групп соответственно, при этом периодические последовательности в четных и нечетных группах смещают на шаг дискретизации друг относительно друга так же как и четные и нечетные группы между собой.
На фиг. 48 изображена структура устройства поверхностного монтажа, которая реализует способ периодично-строчного монтажа. Устройство содержит две группы дисков 50 и 51 непрерывной подачи изделий в каналы 52 верхней 53 и нижней 54 части ленты транспортного устройства 55. Вполне очевидно, что позиционные положения 56 каналов 52 целесообразно расположить на максимальном расстоянии от дисков подачи 50 и 51, что позволяет максимальное количество изделий подавать в каналы 52 с дисков 50 и 51. В результате пропускания общего носителя 57 на его поверхности может быть организована любая архитектурная композиция изделия.
Использование изобретения позволяет осуществить поверхностный монтаж печатной платы с предельно возможной скоростью.









Изобретение может быть использовано в технологическом оборудовании радиоэлектронной промышленности. Способ включает поочередную подачу транспортируемых изделий с последующей фиксацией их в координатах общего носителя этих изделий. Из поочередной подачи транспортируемых изделий формируют одну или несколько групп соориентированных последовательностей позиционных положений, смещенных относительно друг друга, вдоль сформированных таким образом позиционных положений изделий смещают общий носитель этих изделий. В зависимости от его архитектуры в момент совмещения посадочного места на общем носителе транспортируемых изделий с координатным положением этих изделий в соответствующих позиционных положениях в группе или группах переносят соответствующие изделия из позиционного положения на общий носитель. Расширяются технологические возможности способа. 24 з.п. ф-лы, 48 ил.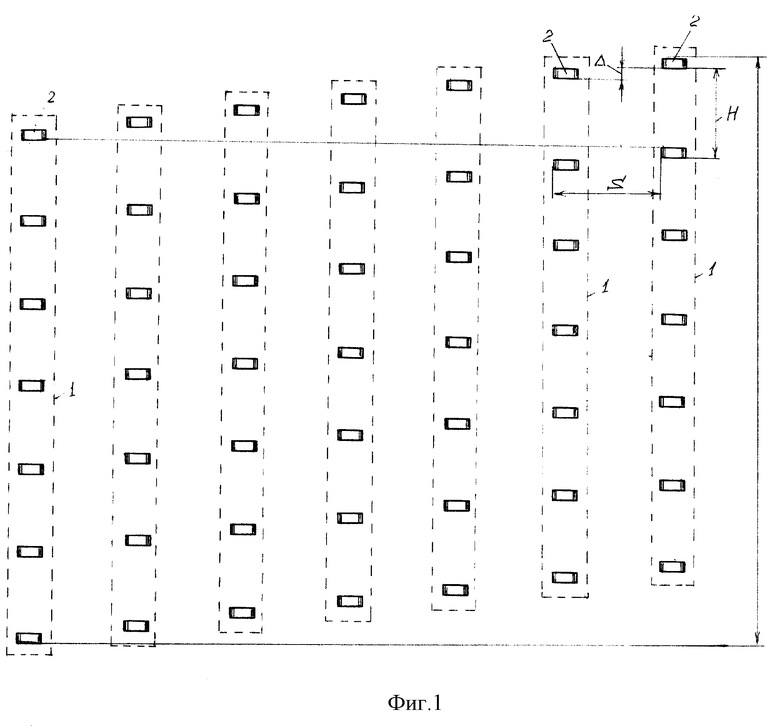
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ МИНИАТЮРНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИОЭЛЕМЕНТОВ ПОВЕРХНОСТНОГО МОНТАЖА | 1993 |
|
RU2085059C1 |
| RU 97114779 A, 27.06.1999. | |||
