Изобретение относится к области обработки металлов давлением, более конкретно к конструкциям устройств для давильных работ, в частности для ротационного выдавливания, используемых для изготовления сложнопрофильных осесимметричных деталей типа колес, дисков, имеющих ступицу, полотно и обод, и может быть использовано при изготовлении таких деталей из малопластичных, труднодеформируемых материалов, например из жаропрочных сплавов.
Указанные устройства являются составной частью давильных и давильно-раскатных станков. Основным конструктивным элементом устройства является давильный ролик. На универсальных давильных и давильно-раскатных станках применяют различные давильные ролики, форма которых обусловлена характером операций, выполняемых при давильных работах и ротационном выдавливании. Представляет интерес классификация давильных роликов, принятая фирмой Leifeld [1, 2].
Известно устройство для ротационного выдавливания [3] , содержащее смонтированный в державке на опорах качения вал с давильным роликом. Устройство снабжено дополнительной осью и съемным корпусом. Вал выполнен с цилиндрической расточкой, при этом дополнительная ось смонтирована в цилиндрической расточке вала и стянута с ним стяжным болтом, ее опора качения установлена в державке, а съемный корпус закреплен в державке и в нем расположена опора качения вала.
Данное устройство для ротационного выдавливания обладает высокой точностью, долговечностью в работе и удобством в эксплуатации и позволяет быстро переналаживать инструментальный узел.
Недостатком устройства является невозможность его использования при изготовлении сложнопрофильных, осесимметричных деталей из малопластичных, труднодеформируемых материалов, например из жаропрочных сплавов.
Известно устройство для ротационного выдавливания [4], содержащее смонтированный в державке с возможностью вращения ролик, имеющий также возможность радиального и осевого, относительно детали, перемещения вместе с державкой посредством исполнительного механизма станка. Ролик монтируют в державке на подшипниках качения, причем он должен свободно от руки проворачиваться без рывков и заеданий, плавность хода обеспечивается регулировкой подшипникового узла. При малейших заеданиях возникают пульсирующие нагрузки и вибрации, ведущие к появлению неустранимых дефектов на детали. Причем в серийном производстве величина дефектов, в частности отклонение от заданных размеров, возрастает от детали к детали. Державка ролика должна быть жесткой и устойчивой к вибрациям, возникающим при выдавливании с высокими скоростями, поэтому размеры державок выбирают с учетом 2-3 кратного запаса прочности.
Данное устройство может быть использовано в процессе изготовления оболочковых осесимметричных деталей из труднодеформируемых материалов, в частности из жаропрочных сплавов. Для этого в оправке станка смонтированы нагревательные элементы, которые в процессе обработки жаропрочных сплавов поддерживают необходимую температуру заготовки, которая для никелевых сплавов может достигать 1000oС. При скорости вращения шпинделя 300 об/мин станок развивает усилие на ролике до 700 кН. Допуски по толщине стенки выдерживают в пределах ±0,5 мм. Время обработки конусообразной детали диаметром 2500 мм и длиной 1300 мм около 5 мин. Однако при изготовлении сложнопрофильных оболочковых деталей, имеющих глубокие поднутрения, время обработки значительно возрастает. Другими словами, возрастает время контакта ролика с заготовкой, нагретой до высокой температуры, а при выполнении поднутрений - площадь поверхности ролика, находящейся в области высоких температур. Вследствие теплопередачи нагреваются подшипники и державка.
Неравномерность температурного поля приводит к нарушению регулировки подшипникового узла, которое, как было сказано выше, приводит к возникновению пульсирующих нагрузок и вибраций, ведущих к появлению неустранимых дефектов на детали. Ситуация усугубляется при возрастании усилий на ролике. При изготовлении сложнопрофильных деталей с толщиной, значительно превышающей толщину оболочковых деталей, использование устройства становится невозможным. Поскольку в этом случае, кроме времени обработки, возрастает необходимая степень деформации, что в свою очередь ведет к увеличению усилия на ролике.
Помимо невозможности регулировки подшипников в процессе работы, во всех вышеуказанных случаях непомерно возрастают требования к жесткости державки и ее устойчивости к вибрациям. Кроме того, особо сложные толстостенные детали с развитыми поверхностями и с глубокими поднутрениями невозможно получить в условиях обычной деформации. В настоящее время такие детали получают в изотермических условиях, в частности в условиях сверхпластичности, позволяющих на порядок снизить усилие деформирования и увеличить предельные степени деформации, но требующих низких скоростей деформации. Жесткость державки и состояние подшипников не обеспечивают работоспособность устройства в условиях таких температур в течение времени, необходимого для обработки детали.
Задачей изобретения является создание устройства, предназначенного для изготовления сложнопрофильных, осесимметричных деталей из труднодеформируемых материалов, в том числе в изотермических условиях. Также задачей изобретения является повышение точности изготовления деталей с помощью устройства для давильных работ и ротационного выдавливания. Кроме того, задачей изобретения является повышение стойкости ролика.
Поставленная задача решается тем, что устройство для давильных работ содержит смонтированный в державке на подшипниках ролик, имеющий возможность радиального и осевого относительно обрабатываемой детали перемещения вместе с державкой посредством исполнительного механизма станка. Новым в устройстве является то, что внутри ролика и державки выполнены каналы для прохождения охлаждающей среды, кроме того, устройство снабжено теплозащитным элементом, смонтированным с возможностью перемещения вместе с державкой и роликом, при этом теплозащитный элемент и каналы для прохождения охлаждающей среды выполнены с возможностью обеспечения как можно более равномерного низкотемпературного поля в державке и подшипниках.
Поставленная задача решается также, если
- ролик консольно закреплен в державке, теплозащитный элемент имеет кожух в форме цилиндра с осью, совпадающей с направлением радиального перемещения ролика и державки, и расположенный между кожухом и державкой теплоизоляционный материал, кроме того, теплоизоляционный элемент имеет паз для размещения рабочей части ролика, при этом каналы для прохождения охлаждающей среды выполнены соосно и параллельно оси ролика и в плоскостях, параллельных торцевой поверхности ролика, часть из них в виде кольцевых проточек, при этом канал, выполненный соосно с роликом, имеет наибольший диаметр и разделен теплоизоляционной втулкой, также расположенной соосно с роликом, на канал отвода и подвода охлаждающей среды;
- при консольно смонтированном в державке ролике его рабочая часть имеет полость со стороны торцевой поверхности, закрытую заглушкой, при этом в заглушке выполнены каналы для прохождения охлаждающей среды;
- при консольно смонтированном в державке ролике последний зафиксирован в державке с помощью гайки, имеющей резьбу, выполненную в направлении, обратном вращению ролика, при этом теплозащитный элемент в месте расположения гайки имеет съемную секцию, позволяющую без разборки устройства отвинчивать указанную гайку;
- теплозащитный элемент имеет кожух в сечении в форме эллипса, ось которого совпадает с направлением радиального перемещения ролика и державки, расположенный, между кожухом и державкой теплоизоляционный материал, теплоизоляционный элемент по центральной оси имеет паз для размещения рабочей части ролика, при этом каналы для прохождения охлаждающей среды выполнены соосно и параллельно оси ролика и в плоскостях, параллельных торцевой поверхности ролика, часть из них в виде кольцевых проточек, при этом канал, выполненный соосно с роликом, имеет наибольший диаметр и разделен теплоизоляционной втулкой, также расположенной соосно с роликом, на канал отвода и подвода охлаждающей среды;
- подшипники закрыты крышками, имеющими полости для прохождения охлаждающей среды;
- во всех случаях устройство снабжено, по крайней мере, двумя термопарами, позволяющими контролировать температурное поле вблизи державки и подшипников;
- во всех случаях при использовании устройства в составе давильного станка, снабженного печью, соответствующий габаритный размер теплозащитного элемента выбирают с учетом толщины стенки печи.
Далее задача решается, если
- конструкцию теплозащитного элемента и расположение каналов для прохождения охлаждающей среды выбирают по результатам моделирования;
- по крайней мере рабочая часть ролика изготовлена из материала, способного работать в условиях высоких температур, например до 1000oС, в том числе изотермических;
- рабочая часть ролика выполнена из сплава ЖС6У, имеющего следующий химический состав в % по массе: 0,14 С, 5,5 Аl, 2,6 Ti, 1,6 Мо, 8,8 Сr, 10,3 Со, 9,7 W, 1,1 V, 0,04 Zr, 0,035 B, 0,01 Y, остальное Ni.
Поставленная задача решается при взаимном использовании всей совокупности существенных признаков заявляемого устройства.
Сочетание признаков, заключающееся в наличии теплозащитного элемента и каналов для прохождения охлаждающей среды, направлено на создание равномерного низкотемпературного поля в державке и подшипниковом узле, приводящего к снижению пульсирующих нагрузок и вибраций и к повышению точности изготовления, в том числе в изотермических условиях, как одной, так и партии деталей.
В технике известны охлаждаемые инструменты. В частности известна охлаждаемая державка в устройстве для давильных работ фирмы Leifield. Причем охлаждение осуществляется посредством канала для прохождения охлаждающей среды, выполненного вдоль оси ролика. Известные решения направлены на повышение стойкости инструмента. Последнее решение направлено также на повышение жесткости державки. Однако при возрастании интенсивности теплового поля, воздействующего на наружную поверхность охлаждаемой изнутри державки, неизбежно возникновение температурного градиента, приводящего к нарушению регулировки подшипникового узла.
Компьютерное моделирование, где в качестве исходных данных были приняты равномерное низкотемпературное (не более 80oС) поле в державке и подшипниковом узле, температурное поле (порядка 800-1000oС), воздействующее на устройство снаружи, а также габаритные размеры теплозащитного элемента и характеристики теплоизоляционного материала, показало возможность использования множества вариантов конструктивного выполнения теплозащитного элемента и каналов для прохождения охлаждающей среды. Характерным является выполнение каналов в различных взаимно перпендикулярных плоскостях, более конкретно параллельных и перпендикулярных оси ролика, приводящее к равномерности температурного поля.
Однако при использовании в качестве теплоизоляционного новейших материалов, по-видимому, возможны и другие варианты выполнения каналов и теплозащитного элемента.
В заявляемом решении представлены варианты выполнения устройства для давильных работ, позволяющие решить поставленную задачу, в которых предложено выполнять каналы для прохождения охлаждающей среды соосно и параллельно оси ролика и в плоскостях, параллельных торцевой поверхности ролика.
При этом в случае консольного крепления ролика в державке теплозащитный элемент включает кожух, имеющий форму цилиндра с осью, совпадающей с направлением радиального перемещения ролика и державки, и расположенный между кожухом и державкой теплоизоляционный материал. Цилиндрическая форма теплоизоляционного элемента в сочетании с вышеуказанным выполнением каналов способствует созданию равномерного температурного поля в державке и подшипниках.
При консольно смонтированном ролике рекомендуется в рабочей части ролика выполнять полость со стороны торцевой поверхности, закрытую заглушкой, при этом в заглушке выполнены каналы для прохождения охлаждающей среды. Данный прием позволяет повысить стойкость ролика.
При консольно смонтированном ролике рекомендуется фиксировать его в державке с помощью гайки, имеющей резьбу, выполненную в направлении, обратном вращению ролика. Такое выполнение препятствует отворачиванию ролика в процессе работы. При этом теплозащитный элемент в месте расположения гайки имеет съемную секцию, позволяющую без разборки устройства отвинчивать указанную гайку.
При закреплении оси ролика в державке на двух опорах рекомендуется выполнять теплозащитный кожух в виде эллипса.
В обоих случаях, если подшипники закрыты крышками, создаются дополнительные полости для прохождения охлаждающей среды.
Целесообразно использовать, по крайней мере, две термопары для контроля температурного поля вблизи державки и подшипников. При использовании большего количества термопар возможен более точный контроль распределения температурного поля вблизи державки и подшипников.
В случае, если в составе давильного станка имеется печь для создания изотермических условий, соответствующий габаритный размер теплозащитного элемента выбирается с учетом толщины стенки печи для обеспечения необходимой тепловой защиты державки и подшипников.
Возможно при изготовлении элементов устройства использование жаропрочных материалов. Однако надежная теплоизоляция державки и подшипников позволяет изготавливать из жаропрочных материалов, по крайней мере, только рабочую часть ролика, что позволяет снизить себестоимость устройства.
Изобретение поясняется следующими иллюстрациями:
- на фиг. 1 представлена схема предлагаемого устройства при консольном закреплении ролика в державке;
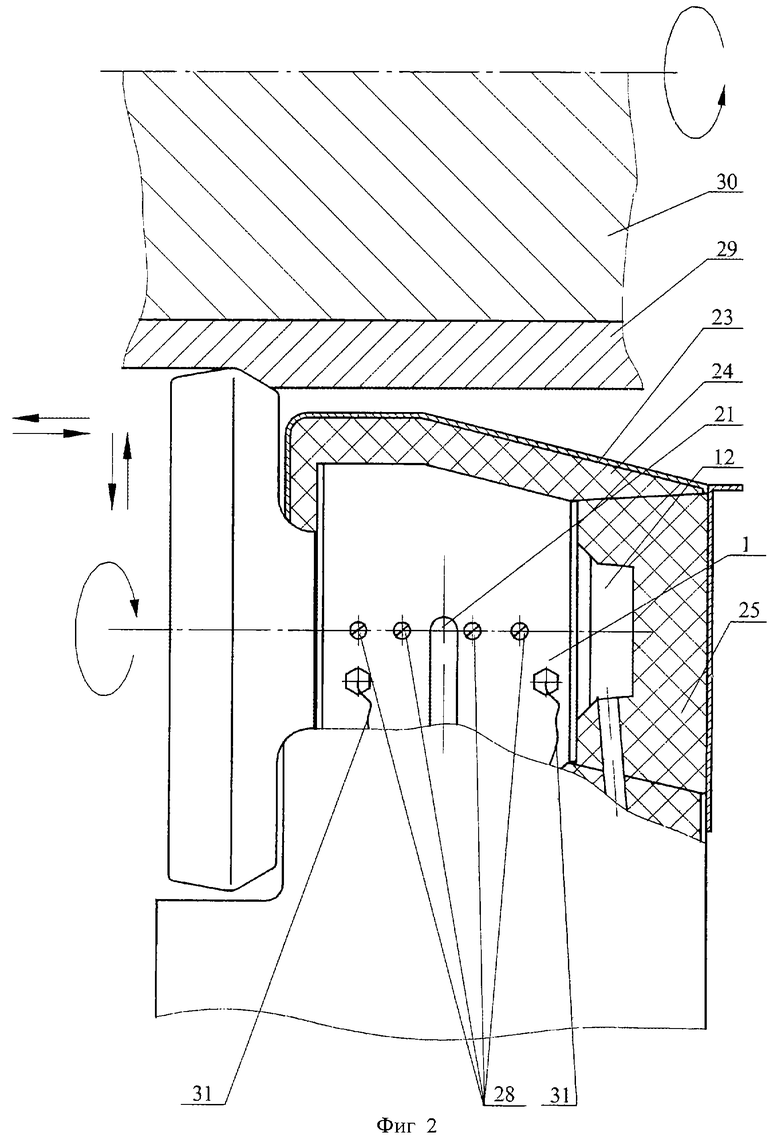
- на фиг.2 представлена схема работы устройства при консольном закреплении ролика в державке;
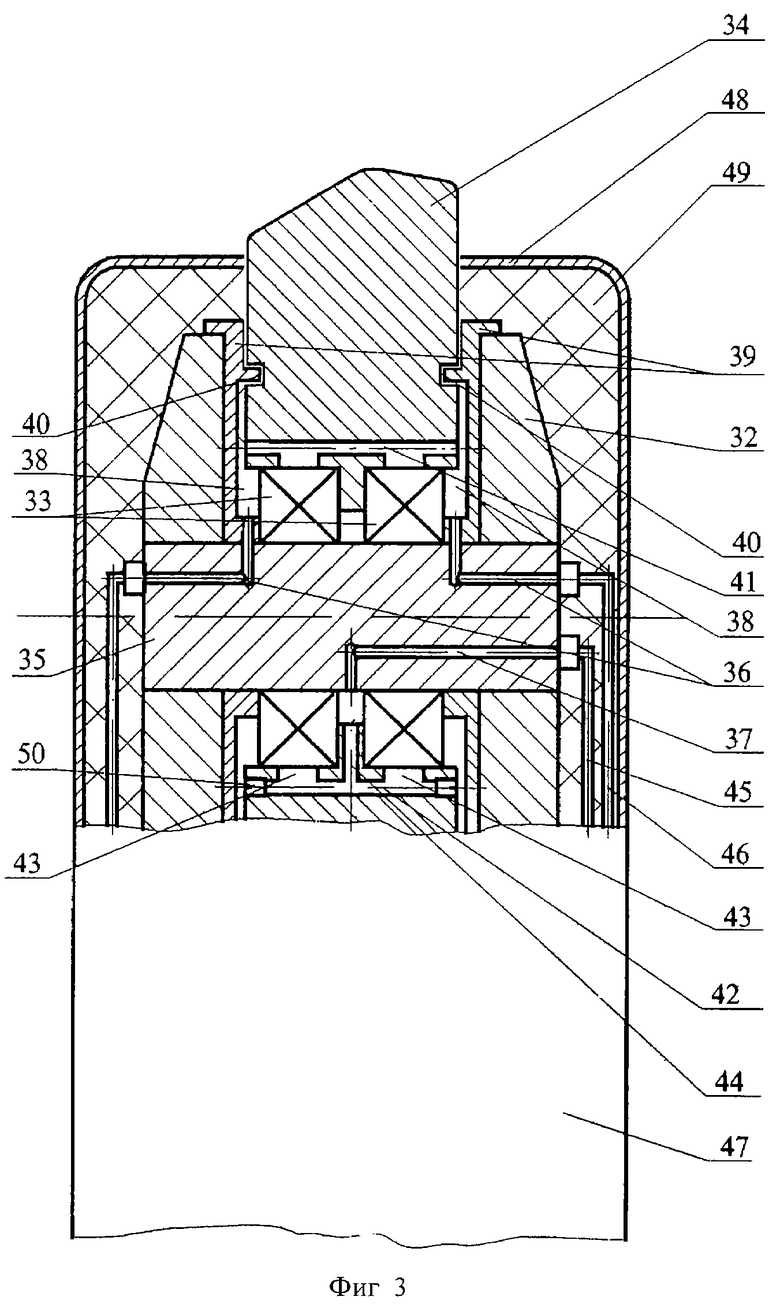
- на фиг.3 представлена схема предлагаемого устройства при закреплении оси ролика в державке на двух опорах;
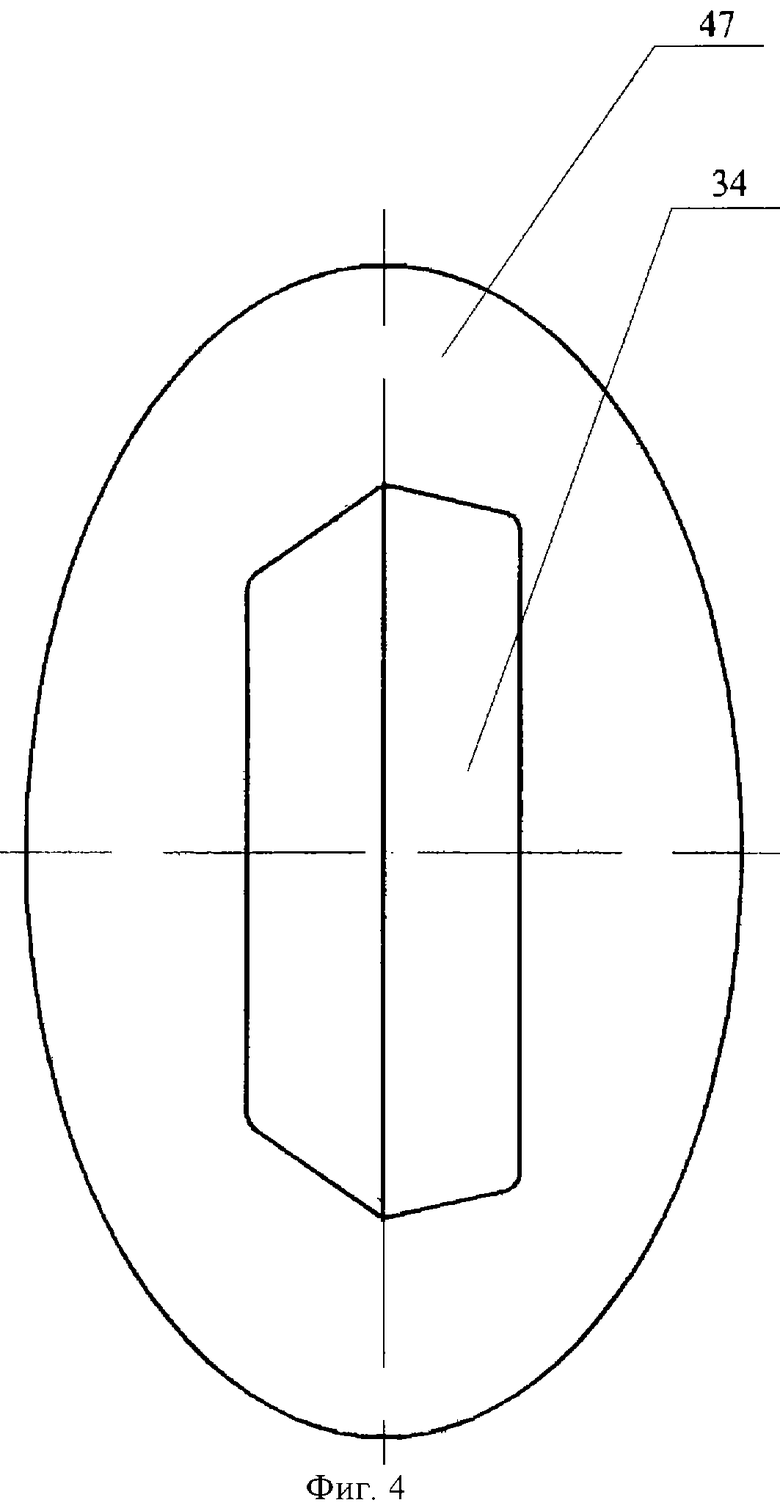
- на фиг.4 представлен вид сверху устройства при закреплении оси ролика в державке на двух опорах.
Устройство, представленное на фиг.1, содержит смонтированный в державке 1 на подшипниках 2, 3 ролик 4, имеющий возможность радиального и осевого относительно детали (на фиг.1 не показана) перемещения вместе с державкой посредством исполнительного механизма станка (на фиг.1 не показан). Рабочая часть ролика имеет полость 5, закрытую заглушкой 6, внутри которой выполнены каналы 7 для прохождения охлаждающей среды. Внутри ролика выполнены каналы 8 и 9 соответственно подвода и отвода охлаждающей среды, разделенные теплоизоляционной втулкой 10. Подшипники 2, 3 с обеих сторон закрыты крышками 11, 12. Канал 9 соединен с полостью 13, образованной крышкой 12. Полость 13 соединена с приемным коллектором (на фиг. 1 не показан) посредством трубки 14. Внутри ролика также выполнен канал 15, соединенный кольцевой проточкой 16 с каналом 17, выполненным в державке 1. В державке выполнены каналы 18 и 19 соединенные между собой кольцевыми проточками 20. Канал 19 соединен с источником охлаждающей среды (на фиг.1 не показан) посредством трубки 21. Устройство снабжено теплозащитным элементом 22, состоящим из кожуха 23 и теплоизоляционного материала 24. Часть теплозащитного элемента 25 выполнена съемной. Ролик закреплен в державке с помощью гайки 26, имеющей резьбу, выполненную в направлении, обратном вращению ролика во избежание ее отворачивания. Дополнительно гайка снабжена стопорным кольцом 27. Позицией 28 обозначены технологические заглушки, установленные после выполнения отверстий под каналы для прохождения охлаждающей среды.
На фиг.2 позицией 29 обозначена обрабатываемая деталь, установленная на оправке 30, позицией 31 - термопары. Стрелками показаны направления перемещения ролика с державкой и теплозащитным элементом, а также детали.
Устройство, представленное на фиг.3, содержит смонтированный в державке 32 на подшипниках 33 ролик 34, имеющий возможность радиального и осевого относительно детали (на фиг.3 не показана) перемещения вместе с державкой посредством исполнительного механизма станка (на фиг.3 не показан). Ролик установлен на оси 35, внутри которой выполнены каналы подвода 36 и отвода 37 охлаждающей среды. Каналы 36 соединены с полостями 38, образованными торцевыми поверхностями ролика 34 и щечек 39. Герметизация полости осуществляется посредством лабиринтного уплотнения 40. Внутри ролика выполнены каналы 41 и 42 соответственно подвода и отвода охлаждающей среды, соединенные между собой кольцевыми проточками 43. Канал 42 посредством канала 44 соединяется с каналом 37, который в свою очередь соединен с приемным коллектором (на фиг.3 не показан) посредством трубки 45. Канал 36 соединен с источником охлаждающей среды (на фиг.3 не показан) посредством трубки 46. Теплозащитный элемент 47 имеет форму эллипса в сечении и состоит из теплозащитного кожуха 48 и теплоизоляционного материала 49. Позицией 50 обозначены технологические заглушки, установленные после выполнения отверстий под каналы для прохождения охлаждающей среды.
Устройство работает следующим образом.
Для осуществления процесса ротационного выдавливания оправке 30 с деталью 29 придается вращательное движение, после чего давильный ролик 4, теплозащитный элемент 22 и державку 1 перемещают в радиальном направлении на величину внедрения, обеспечивающую заданную толщину стенки детали. Давильный ролик 4, взаимодействуя с вращающейся деталью 29, вращается в подшипниках 2, 3 и производит ротационное выдавливание детали при перемещении ролика, теплозащитного элемента и державки по определенной траектории.
В случае исполнения устройства с консольным закреплением ролика радиальное усилие, необходимое для проведения процесса ротационного выдавливания, воспринимается подшипниками 2, осевое - подшипниками 3.
В случае исполнения устройства с закреплением оси ролика в державке на двух опорах и радиальное, и осевое усилие, необходимое для проведения процесса ротационного выдавливания, воспринимается подшипниками 33.
В случае исполнения устройства с консольным закреплением ролика замена ролика производится в следующем порядке:
- демонтаж съемной части теплозащитного элемента 25;
- демонтаж крышки 12;
- снятие стопорного кольца 27;
- отвинчивание гайки 26;
- замена ролика,
- и сборка в обратном порядке.
В случае исполнения устройства с закреплением оси ролика в державке на двух опорах замена ролика осуществляется после демонтажа теплозащитного элемента.
Охлаждение ролика, державки и подшипников в случае исполнения устройства с консольным закреплением ролика происходит следующим образом.
Охлаждающая среда от источника подается посредством трубки 21 в канал 19. В этом канале поток охлаждающей среды разделяется на четыре части и проходит вокруг подшипников 2 по кольцевым проточкам 20 и через полости подшипников 3 в канал 18, охлаждая подшипники 2 и 3. Из канала 18 через канал 17 охлаждающая среда заходит в кольцевую проточку 16, из которой через отверстия в ролике 15 она попадает в канал 8. Из канала 8 охлаждающая среда попадает в полость ролика 5, далее через отверстия 7 в заглушке 6 - в канал 9 и полость 11. Посредством трубки 14 использованная охлаждающая среда выходит в коллектор.
Охлаждение ролика, державки и подшипников с закреплением оси ролика в державке на двух опорах происходит следующим образом.
Охлаждающая среда от источника подается посредством трубок 46 в полости 38 и охлаждает торцевые поверхности ролика 34 и подшипников 33. Из полостей 38 через канал 41, проходя через кольцевые проточки 43 и охлаждая подшипники и внутреннюю часть ролика, охлаждающая среда попадает в канал 42, из него в канал 37 и далее в приемный коллектор.
Пример использования устройства
Предлагаемый ролик использовался для изготовления дисков газотурбинных двигателей из сплава Inconel 718, имеющего следующий химический состав в % по массе: 0,05 С, 0,13 Si, 0,05 Mn, 0,006 S, 0,008 Р, 18,86 Cr, 53,43 Ni, 3,07 Мо, 18,36 Fe, 1,04 Ti, 0,52 Al, 0,01 Cu, 0,03 Со, 5,08 Nb, 0,004 B, 0,05 Ta. Процесс осуществлялся в печи в изотермических условиях при температуре 1050oС. Охлаждение ролика, державки и подшипников осуществлялось воздухом, поступающим от источника охлаждающей среды - компрессора. Время обработки составляло 1 час. Температура вблизи державки и подшипников составляла 50-60oС. Показания термопар отличались на 5-10oС.
Данный пример демонстрирует возможность работы устройства в экстремальных условиях.
Источники информации
1.  "Bonder Breche Rohre", 1961, 4.
"Bonder Breche Rohre", 1961, 4.
2. Schroder P. Erfahrungen beim  "Industrie-Anzeiger", 1964, 86, 72.
"Industrie-Anzeiger", 1964, 86, 72.
3. SU А.С. 781199, В 21 D 22/16, 1980.
4. М. А. Гредитор. Давильные работы и ротационное выдавливание. - М.: Машиностроение, 1971, 239.
Изобретение относится к области обработки металлов давлением, в частности, для ротационного выдавливания для изготовления сложнопрофильных осесимметричных деталей типа колес, дисков, имеющих ступицу, полотно и обод, и может быть использовано при изготовлении таких деталей из малопластичных, труднодеформируемых материалов, например из жаропрочных сплавов. Устройство для давильных работ содержит смонтированный в державке на подшипниках ролик, имеющий возможность радиального и осевого, относительно обрабатываемой детали, перемещения вместе с державкой посредством исполнительного механизма. Внутри ролика и державки выполнены каналы для прохождения охлаждающей среды, кроме того, устройство снабжено теплозащитным элементом, смонтированным с возможностью перемещения вместе с державкой и роликом, при этом теплозащитный элемент и каналы для прохождения охлаждающей среды выполнены с возможностью обеспечения как можно более равномерного низкотемпературного поля в державке и подшипниковом узле. Повышается качество сложнопрофильных деталей и стойкость ролика. 10 з.п. ф-лы, 4 ил.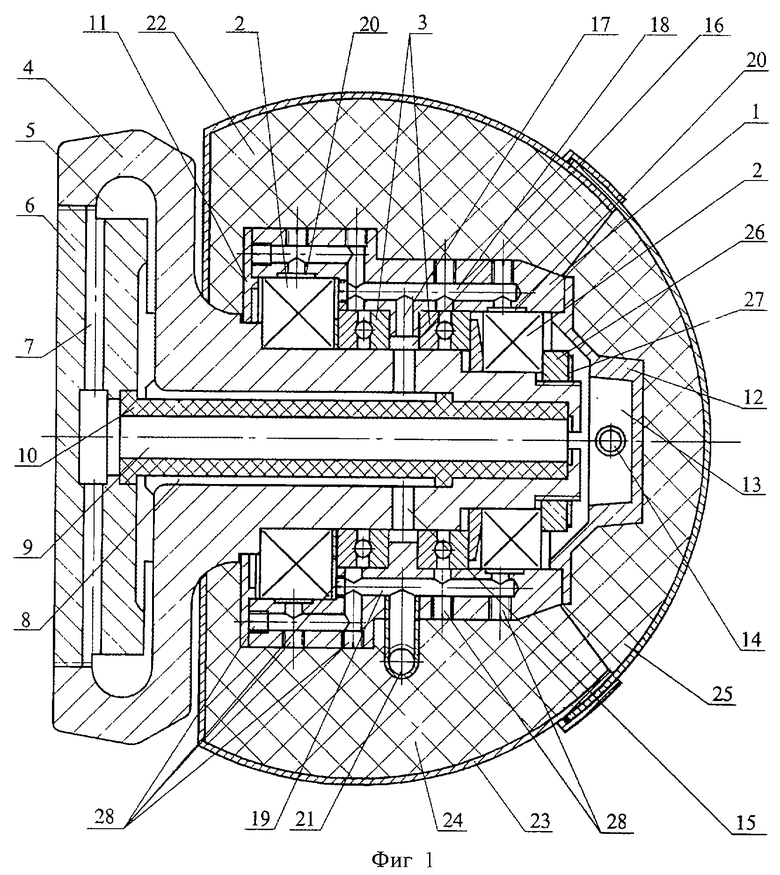
8. Устройство по любому из пп.1, 2, 5, отличающееся тем, что при использовании устройства в составе давильного станка, снабженного печью, соответствующий габаритный размер теплозащитного элемента выбирают с учетом толщины стенки печи.
| ГРЕДИТОР М.А | |||
| Давильные работы и ротационное выдавливание | |||
| -М.: Машиностроение, 1971, с.239 | |||
| SU 1169256 A1, 27.10.1996 | |||
| US 4528734, 16.07.1985. |

