Изобретение относится к обработке металлов давлением и сварке и может быть использовано для изготовления методом совмещенного процесса сверхпластической формовки и диффузионной сварки сложнопрофильных изделий типа панелей.
Известен способ изготовления панелей, при котором листовые заготовки наполнителя собирают в пакет и соединяют между собой в определенных местах сваркой, после чего пакет герметизируют по контуру с установкой в технологической зоне газопроводящего трубопровода. Затем помещают пакет в штамповую оснастку между разнесенными обшивками, нагревают до температуры сверхпластичности материала наполнителя и формуют подачей давления между листами наполнителя до полного контакта образующихся ячеек между собой и обшивками. В процессе нагрева и формовки полость штампа продувают аргоном для удаления воздуха и создания инертной атмосферы в зоне диффузионного соединения. Провисание верхнего листа обшивки под действием собственного веса предотвращают за счет вакуумирования пространства над обшивкой.
За прототип предлагаемого решения выбран способ изготовления панелей, при котором листы наполнителя соединяют между собой по заданному рисунку сваркой, собирают в пакет вместе с обшивками и герметизируют по контуру с установкой в технологической зоне газопроводящих трубопроводов, помещают в штамповую оснастку, нагревают до температуры сверхпластичности и осуществляют формовку обшивок подачей давления между ними и листами наполнителя. После завершения формовки обшивок давление снижают и подают его между листами наполнителя до формирования ячеек и сварки контактирующих поверхностей, при этом оставшийся между обшивками и наполнителем инертный газ служит для изоляции от воздуха зоны диффузионного соединения.
Технической задачей изобретения является повышение качества диффузионного соединения ячеек наполнителя между собой и обшивками. При этом решаются дополнительные задачи упрощение оснастки при изготовлении панелей с разнесенными обшивками и повышение производительности труда с одновременным расширением возможностей способа в случае, когда технологический процесс предусматривает формовку обшивок.
Для решения поставленной задачи в способе изготовления многослойных панелей из листовых заготовок наполнителя и обшивок, включающем герметизацию по контуру, установку в технологическую оснастку, нагрев до температуры сверхпластичности материала листовых заготовок и формовку давлением рабочей среды до образования ячеек и диффузионного соединения контактирующих поверхностей наполнителя и обшивок, в отличие от прототипа рабочую среду в зону диффузионного соединения подают после прохождения ее через полость наполнителя.
При этом давление рабочей среды, прошедшей через наполнитель, снижают.
Снижение осуществляют до получения перепада давления в полостях между листами наполнителя и наполнителем и обшивками, обеспечивающего одновременную формовку наполнителя и обшивок.
В случае разнесенных обшивок давление снижают до величины, предотвращающей провисание обшивки под действием собственного веса.
Используемые в промышленности технические газы имеют в своем составе примеси в виде паров и других газов. Например, наиболее широко применяемый для формовки изделий в состоянии сверхпластичности инертный газ аргон высокой очистки (ТУ 6-21-12-79) в состоянии поставки имеет ряд примесей, мас. кислород до 0,002; азот до 0,001; водяной пар до 0,0003, метан до 0,0001 и двуокись углерода.
В ходе технологического процесса металл заготовки, находясь длительное время в нагретом состоянии, реагирует с содержащимися в инертном газе примесями, что приводит к загрязнению поверхности и препятствует получению качественного диффузионного соединения. Наиболее ярко данный эффект проявляется при использовании титановых сплавов, которые являются основным материалом для изготовления изделий методом совмещения технологических процессов сверхпластической формовки и диффузионной сварки. В нагретом состоянии титан активно взаимодействует с содержащимися в аргоне примесями, а так как технологический процесс изготовления сложнопрофильных изделий типа панелей длится несколько часов за это время поверхностный слой насыщается до такой степени, что диффузионная сварка предельно затруднена, а иногда и невозможна.
Таким образом газообразный аргон в состоянии поставки гарантировать качество диффузионного соединения не может. Более глубокая очистка аргона требует значительных дополнительных затрат. Включение специальных очистительных устройств в цепь технологического процесса также ведет к повышению затрат, так как при этом необходимо усложнение оборудования и дополнительные операции по техническому обслуживанию очистительных устройств, заключающиеся в смене отработавших ресурс, насыщенных примесями, поглотительных элементов.
Предлагаемое изобретение позволяет решить проблему получения качественного диффузионного соединения без увеличения затрат, так как не требует специальных очистительных устройств, а поглотительным элементом служит сам наполнитель, который в каждом случае изготовления панели, с точки зрения выполнения дополнительной функции очистки аргона, является новым.
При пропускании рабочего газа через наполнитель примеси, содержащиеся в газе, поглощаются металлом наполнителя. Внутренняя поверхность наполнителя диффузионно не сваривается и поэтому повышенных требований к чистоте поверхности не предъявляет. После прохождения через наполнитель инертный газ в зону диффузионного соединения поступает полностью очищенным, так как все примеси, которые потенциально могут взаимодействовать с используемым металлом, уже поглощены наполнителем.
Таким образом, условия в которых протекает диффузионная сварка, будут способствовать получению качественного диффузионного соединения.
Для того чтобы при изготовлении панелей давление в полости между обшивками и наполнителем не препятствовало формовке наполнителя после прохождения рабочего газа через наполнитель, давление его снижают до величины, определяемой особенностями технологического процесса.
В случае, когда технологический процесс предусматривает формовку обшивок, давление снижают до величины, при которой перепад давления в полостях наполнителя и между наполнителем и обшивками позволяет осуществлять одновременную формовку обшивок и наполнителя. Реализации данной возможности способствует то, что для поддержания оптимальной скорости деформации обшивок требуется давление ниже, чем для формовки в оптимальном режиме более жесткого из-за наличия сварных швов наполнителя. Одновременная формовка наполнителя и обшивок позволяет сократить длительность технологического процесса и уменьшить время пребывания панели при высокой температуре. Последнее снижает степень неблагоприятной эволюции структуры, что позволяет улучшить условия формовки и получать панели с большой строительной высотой относительно ширины ячейки.
При изготовлении панели с разнесенными обшивками давление рабочего газа снижают до величины, достаточной для поддержания верхнего листа обшивки от провисания под действием собственного веса, что позволяет упростить оснастку и не использовать дополнительного оборудования для вакуумирования полости над листом.
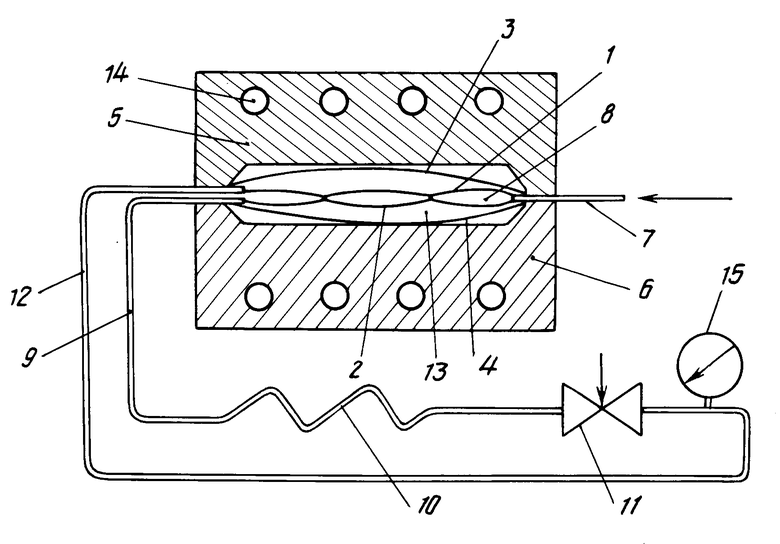
На чертеже показана схема осуществления способа.
Заготовка панели, состоящая из листов наполнителя 1, 2 и обшивок 3, 4, установлена между полуматрицами 5, 6. Трубопровод 7 предназначен для подвода газа в полость наполнителя 8. Из наполнителя газ отводится через трубопровод 9, холодильник 10, редуктор 11 и трубопровод 12 в полость между обшивками и наполнителем 13. Нагрев осуществляется при помощи нагревательных элементов 14. Давление между обшивками и наполнителем контролируют по манометру 15.
Способ осуществляется следующим образом.
Заготовку для получения панели, состоящую из листов наполнителя 1, 2 и обшивок 3, 4, устанавливают между полуматрицами 5, 6, герметично зажимают по контуру и нагревают до температуры сверхпластичности материала листов заготовок. После нагрева через трубопровод 7 подают давление газа в полость 8 между листами наполнителя 1, 2. При приведении в действие редуктора 11 газ из полости наполнителя 8 через трубопровод 9 поступает в холодильник 10, предохраняющий редуктор от перегрева, затем по трубопроводу 12 поступает в полость 13 между обшивками 3, 4 и листами наполнителя 1, 2. Величину давления в полости 13 регулируют редуктором 11, ориентируясь по показаниям манометра 15, поддерживая такой перепад давления в полостях 8 и 13, при котором осуществляется одновременная формовка наполнителя и обшивок в оптимальном для каждого из них режиме. После завершения формовки обшивок и наполнителя давление из полости 13 стравливают и осуществляют диффузионную сварку ячеек наполнителя между собой и обшивками. По окончании диффузионной сварки оснастку охлаждают и извлекают готовую панель.
П р и м е р. Изготавливают панель из титанового сплава ВТ6с. Заготовку панели, состоящую из листов наполнителя 1, 2 и обшивок 3, 4, герметично зажимают между полуматрицами 5, 6. Нагревают до 920оС и подают через трубопровод 7 аргон под давлением 1 МПа в полость наполнителя 8. Одновременно при помощи редуктора 11 устанавливают в полости 13 давление 0,5 МПа. По завершении процесса формовки давление из полости 13 стравливают и выдерживают панель в течение 2 ч для диффузионной сварки наполнителя и обшивок, после чего оснастку охлаждают и извлекают готовую панель.
Исследование полученных по предлагаемому способу пяти панелей выявило качественное диффузионное соединение по всей поверхности контакта. Из пяти контрольных образцов, полученных по способу, описанному в прототипе, в трех из них выявлено отсутствие диффузионного соединения на площади до 20% от всей поверхности контакта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2025236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2018427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |
Изобретение относится к обработке металлов давлением и сварке. Использование: для изготовления сложнопрофильных изделий типа панелей. Сущность изобретения: в способе изготовления многослойных панелей из листовых заготовок наполнителя и общивок, включающем герметизацию по контуру, установку в технологическую оснастку, нагрев до температуры сверпластичности материала листовых заготовок и формовку давлением рабочей среды до образования ячеек и диффузионного соединения контактирующих поверхностей наполнителя и обшивок, рабочую среду в зону диффузионного соединения подают после прохождения ее через полость наполнителя. 3 з.п. ф-лы, 1 ил.
| Vaccari J | |||
| A | |||
| Form - Bonding titanium in one - shot | |||
| American Machinist | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
