Изобретение относится к устройствам для нанесения покрытия на поверхность зарядов твердого ракетного топлива методом заливки с последующей полимеризацией при повышенной температуре.
Технология бронирования предусматривает две взаимосвязанные операции: заливку состава повышенной вязкости с ограниченной живучестью в кольцевой зазор между зарядом и формой и последующую полимеризацию состава при повышенной температуре. Решение обеих задач связано с трудностями, отрицательно влияющими на качество покрытия. Наиболее часто встречающиеся дефекты выглядят в виде усадочных раковин и воздушных включений. В известном случае заливка состава в форму ведется вручную тонкой струей в наклоненном состоянии формы.
Процесс характеризуется высокой трудоемкостью, вредностью и наличием воздушных включений в покрытии.
Сложность ручной заливки во многом определяется повышенной вязкостью состава, что обуславливает низкую скорость его течения в узком зазоре (1-2 мм) длиной до 500 мм под собственным весом.
Попытка механизировать операцию заливки не имела успеха. Для ее реализации было изготовлено и испытано "Устройство для бронирования изделий" черт. ОК 102 00.00 разработки НИИ ПМ.
Устройство состоит из стойки, гидроцилиндра, траверсы, дозатора, бака.
Для поддержания устройства в работоспособном состоянии его приходилось разбирать после работы и тщательно чистить от состава. В противном случае трубопроводы, дозатор и клапаны "зарастали" составом и устройство прекращало работать.
Постоянные разборки, сборки и сложность чистки устройства свели на нет преимущества механизированной заливки по сравнению с ручной.
Вышеописанное известное устройство принято за прототип. Для устранения отмеченных недостатков предлагается устройство, представляющее собой центрифугу, например, с вертикальной осью ротора. На роторе размещен открытый кольцевой коллектор. По периферии ротора в радиальном направлении крепятся формы или заряды твердого ракетного топлива. Формы охватываются кольцевой тепловой камерой с патрубками подвода и отвода подогретого теплоносителя. Над ротором установлена расходная емкость для состава покрытия. В кольцевом коллекторе против каждой формы имеется отверстие для заполнения форм составом. Какие-либо трубопроводы, клапаны и другие элементы конструкции, закрытые для чистки, отсутствуют. Концентрично ротору размещена охватывающая его тепловая камера.
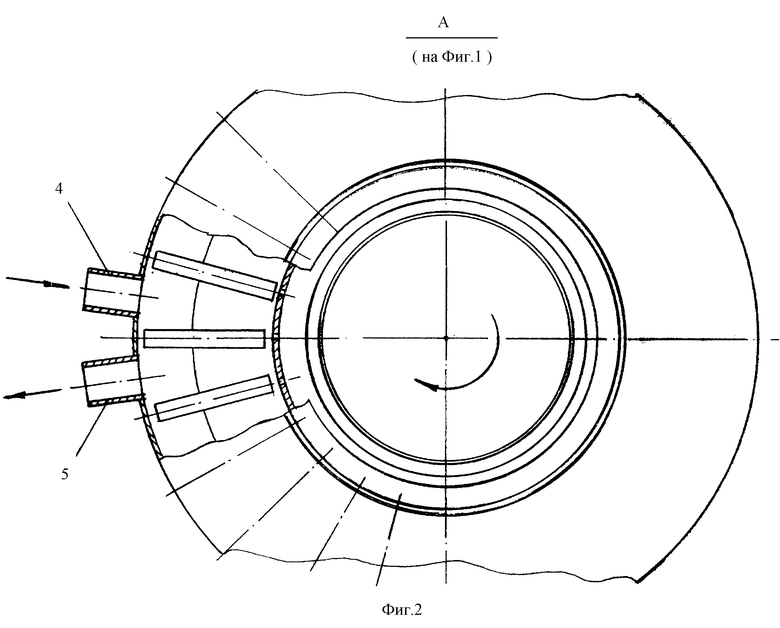
На фиг.1 изображено устройство, в разрезе; на фиг.2 - вид сверху (в плане) на фиг.1.
Устройство состоит из ротора 1, коллектора 2, тепловой камеры 3 с патрубком 4 подвода подогретого теплоносителя и патрубком 5 отвода охлажденного теплоносителя, сменных форм 6 со стержнями (зарядами) 7 и расходной емкости 8.
Устройство работает следующим образом. Формы 6 с зарядами 7 крепятся к ротору 1. Расходная емкость 8 заполняется составом. Включается привод, ротор раскручивается до требуемого числа оборотов. При малом расходе состав из расходной емкости 8 в виде струи поступает во вращающийся кольцевой коллектор 2. Под действием перегрузки состав истекает через отверстия в коллекторе 2 и поступает в формы 6. Под действием центробежной силы состав не растекается по окружности в начале зазора между стержнем и формой, а прямолинейной струей достигает дна зазора. На дне состав растекается послойно. При этом воздух в составе гарантированно исключается.
Таким образом достигается устойчивое качество процесса заполнения форм составом. Одновременно с заполнением через патрубок 4 в тепловую камеру 3 начинают подавать подогретый воздух, а через патрубок 5 - его отвод. Количество подаваемого воздуха в единицу времени постепенно увеличивается и к концу процесса полимеризации достигает максимума. Вращающимися формами воздух постоянно отбрасывается к торцевой (задней) стенке тепловой камеры 3. Таким образом в тепловой камере создают вращающийся слой подогретого воздуха, высота которого увеличивается пропорционально количеству подаваемого воздуха и достигает максимума к концу полимеризации. При этом перегрузка обеспечивает постоянную подпитку (компенсацию) усадки состава, исключая образование раковин.
Предлагаемое устройство позволяет обеспечить и иной порядок ведения технологического процесса, например, с предварительным подогревом форм. По завершении процесса ротор останавливают, снимают формы, прекращают подачу воздуха.
Внедрение предлагаемого устройства позволит снизить трудозатраты и повысить качество изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЦЕНТРОБЕЖНОГО БРОНИРОВАНИЯ | 2004 |
|
RU2246560C9 |
| СПОСОБ БРОНИРОВАНИЯ ВКЛАДНЫХ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА БРОНЕСОСТАВОМ С ВЯЗКОСТЬЮ БОЛЕЕ 4000 ПУАЗ И ЖИВУЧЕСТЬЮ ДО 10 МИНУТ | 2004 |
|
RU2259981C1 |
| СПОСОБ БРОНИРОВАНИЯ ШАШКИ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2261237C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ИЗ БАЛЛИСТИТНОГО ТОПЛИВА В КОРПУСЕ РАКЕТНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2441857C1 |
| КАРУСЕЛЬНО-ЦЕНТРОБЕЖНЫЙ СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ИЗ БАЛЛИСТИТНОГО ТОПЛИВА СО СКРЕПЛЕНИЕМ ЕГО ПО ОДНОМУ ИЗ ТОРЦОВ С КОРПУСОМ РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2360895C1 |
| СПОСОБ БРОНИРОВАНИЯ ВКЛАДНОГО ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2215721C2 |
| Способ бронирования твердотопливных зарядов | 2015 |
|
RU2606612C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2002 |
|
RU2223251C2 |
| БРОНИРОВАННЫЙ ВКЛАДНОЙ ЗАРЯД ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2009 |
|
RU2395480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА БАЛЛИСТИТНОГО РАКЕТНОГО ТОПЛИВА | 2008 |
|
RU2373173C1 |
Использование: предложение относится, преимущественно, к технологии нанесения бронепокрытий на заряды твердого ракетного топлива. Сущность: устройство выполнено в виде центрифуги и состоит из корпуса, кольцевого коллектора, размещенного на роторе, на периферии которого размещены сменные формы или заряды твердого ракетного топлива, которые охватываются коллектором. Над ротором установлена расходная емкость для состава покрытия. В коллекторе выполнены отверстия против каждой формы, концентрично ротору размещена охватывающая его тепловая камера. Предлагаемое устройство позволяет автоматизировать процесс заливки полимеризующегося состава в зазор между стержнем (зарядом) и формой и обеспечить ступенчатую полимеризацию без образования усадочных раковин. 2 ил.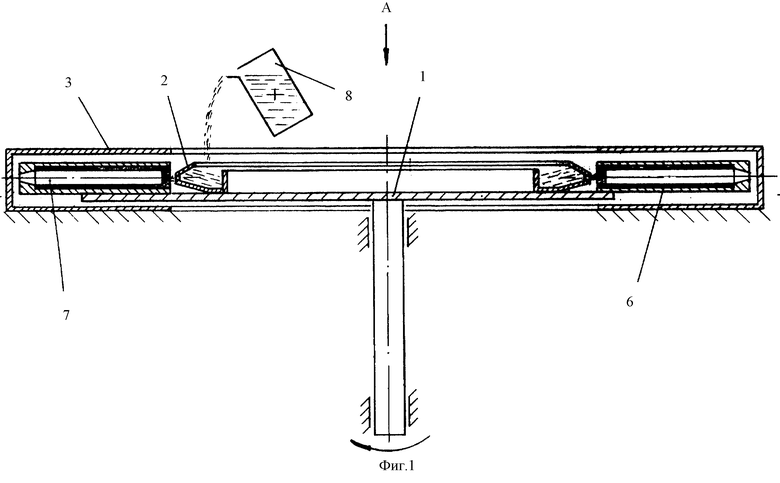
Устройство для нанесения отверждающихся покрытий на заряды твердого ракетного топлива, содержащее привод, расходную емкость и сменные формы, отличающееся тем, что оно выполнено в виде центрифуги, включающей ротор, по периферии которого закреплены сменные формы, с укрепленным на нем открытым кольцевым коллектором с отверстиями, выполненными против каждой формы, и тепловую камеру, размещенную концентрично ротору и охватывающую его.
| Устройство для бронирования изделий | |||
| Черт | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| - г | |||
| Пермь, НИИПолимерных материалов, 1973 | |||
| US 5759932 A, 02.06.1998 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1991 |
|
RU2083366C1 |
| БРОНЕЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2080544C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО НАГРЕВАТЕЛЯ | 1991 |
|
RU2009621C1 |

