Изобретение относится к ракетной технике, в частности к бронированным вкладным зарядам твердого ракетного топлива (ТРТ), обеспечивающим требуемые внутрибаллистические характеристики ракетного двигателя.
Существует несколько известных видов бронированных зарядов ТРТ. Метод, технологию бронирования и тип бронепокрытия выбирают в зависимости от конструкции и габаритов заряда, требуемой поверхности горения заряда, температурно-временных условий его хранения и эксплуатации.
Аналогами изобретения являются существующие бронированные вкладные заряды ТРТ, описанные в публикациях и изобретениях [1, 2, 3, 4, 5].
Так в [1, 2] описаны вкладные заряды, у которых бронепокрытие представляет собой сплошной слой термопластичной массы, нанесенной на шашку методом заливки по цилиндрической и (или) сферической части. В зазор между пресс-формой и топливной шашкой подаeтся жидкое бронепокрытие, отверждаемое при повышенной температуре (до 60-80°С).
Заряды цилиндрической формы иногда бронируются по наружной поверхности методом экструзии [3, 4]. Термопластичное бронепокрытие, размягченное при температуре 90-95°С, шнеком экструдера подается в специальную Т-образную головку, в полости которой производится бронирование заготовки заряда по наружной поверхности. Существенными недостатками таких зарядов являются возможность застревания шашки в Т-образной головке экструдера и большие энергозатраты на размягчение бронесостава и бронирование только по цилиндрической поверхности. Кроме того, при изготовлении таких зарядов необходимо наличие парка специальных пресс-форм, сложного оборудования для изготовления бронесостава, проведения термостатирования пресс-форм в сборке с пороховыми зарядами, что увеличивает пожароопасность изготовления.
Заряды с торцевым бронепокрытием [5] готовятся на вертикальных или горизонтальных обогреваемых прессах, путем приклейки или приваривания готовых элементов бронепокрытия к бронируемой поверхности при повышенных температуре до 70°С и давлении до 15 кгс/см2 c последующим охлаждением и распрессовкой. Повышенные давления при приклейке готовых элементов бронепокрытия могут приводить к разрушению зарядов из непрочного ТРТ, например из CPTT, которое менее прочное по сравнению с баллиститным топливом.
Кроме того, общими недостатками описанных выше зарядов являются повышенная пожароопасность изготовления, необходимость специального оборудования и оснастки: экструдеров, различных пресс-форм под габариты каждого конкретного заряда, специальных систем нагрева, обеспечивающих температуры до 140°С. Изготовление таких зарядов требует разработки и производства дорогостоящей конструкторской документации, изготовление оснастки с последующей отработкой конструкции и конкретной технологии бронирования зарядов.
В качестве прототипа рассмотрен заряд, бронепокрытие которого представляет собой ленту или жгут нитей, пропитанные клейким составом [2]. При изготовлении заряды помещаются в оправку и устанавливаются на токарный или специальный станок. Ленту или жгут нитей, предварительно пропитанные в спецванне клейким бронирующим составом, наматывают на шашку при многократной прокрутке. Недостатками такого заряда являются продолжительность времени процесса изготовления заряда (иногда несколько суток), его повышенная пожароопасность, вредность контакта операторов с жидкими компонентами и выделениями летучих компонентов, большое количество отходов ценных компонентов бронепокрытия, а также большая трудоемкость процесса, необходимость последующей мехобработки, использования станка и оправки для крепления и вращения заряда. Кроме того, для бронирования торцов такого заряда нужно применять другую технологию, что повышает стоимость заряда.
Техническим результатом изобретения является создание бронированного вкладного заряда твердого ракетного топлива, обеспечивающего невоспламенение бронируемой поверхности заряда в течение заданного времени.
Техническая задача изобретения заключается в устранении указанных в прототипе недостатков и получении зарядов со сравнительно невысокими материальными и трудозатратами при изготовлении.
Поставленная задача решается тем, что в бронированном вкладном заряде твердого ракетного топлива, включающем шашку из ТРТ с бронепокрытием ее поверхности, бронепокрытие на поверхности шашки выполнено из самоклеящейся ленты на основе пластифицированных каучуков толщиной δ. Такая толщина обеспечивает невоспламенение бронируемой поверхности шашки в течение заданного времени горения заряда. Длина ленты превышает длину окружности поверхности шашки на величину не менее чем на 3δ. Лента обернута вокруг шашки на 360° со стыком внахлест вдоль длины шашки. Стык образован наклонными срезами на ленте под углом α не более 45° к поверхности шашки. Это позволяет надежно прикрыть лентой всю бронируемую поверхность и стык. Из опыта изготовления большого количества зарядов установлено, что выполненный на границе ленты наклонный срез под углом α не более 45° к приклеиваемой поверхности ленты обеспечивает при приклейке внахлест отсутствие воздушной полости (зазора на поверхности шашки, в который при работе заряда может проникнуть пламя) на стыке бронепокрытия.
Предлагаемый заряд TPT изготавливается по простой, оперативной технологии, не требующей больших трудозатрат, наличия специального оборудования и оснастки. Использование самоклеящейся ленты необходимой толщины исключает предварительное приготовление бронирующего раствора, что устраняет пожароопасность процесса изготовления. Отпадает необходимость использования оправок, станков, специальных пресс-форм. При этом время изготовления заряда существенно снижается. Заряд может быть забронирован с использованием ленты в труднодоступных местах, например на торцах шашки или в канале. Возможно бронирование шашки сложной конструкции с переменным диаметром по длине. Эти преимущества особенно важны при изготовлении опытных зарядов, у которых еще окончательно не выбрана их конструкция, габариты, топливо. При изготовлении зарядов бронирующую ленту нагревают до температуры 40-50°С. На поверхность цилиндрической шашки накладывают липкую поверхность самоклеящейся ленты. Затем легким прижатием рукой (с усилием 10-20 г/см2) приклеивают ленту при прокручивании шашки. Для бронирования торцов шашки подогретую таким же образом липкую ленту укладывают на торец заряда с последующим проглаживанием и прижатием рукой или грузом. Такие усилия и температуры, существенно меньшие, чем те, которые реализуются при изготовлении зарядов-аналогов [2, 3, 4] (температуры до 100°С и давления до 15 кгс/см2).
Примером применения изобретения являются вкладной заряд твердого ракетного топлива размером 70/30-220 мм, бронированный по наружной и торцевой поверхностям самоклеящейся лентой типа «Герлен» толщиной δ=3 мм. На чертеже показано поперечное сечение такого заряда, лента 1 приклеена к цилиндрической поверхности заряда 2, оборачиванием ее на 360° вокруг шашки. На стыке ленты выполнен наклонный срез 3 под углом α=30° к приклеиваемой поверхности. Эта часть ленты внахлест перекрывает приклеенный наклонный срез.
Использовалась бронирующая лента типа «Герлен», предназначенная для герметизации стыков конструкций зданий, обеспечения водонепроницаемости стыков водопропускных труб, отделок транспортных и тоннельных сооружений, ремонта металлических кровель и т.п. Эта лента изготовлена на основе смеси синтетического каучука (бутил каучука), пластификатора и наполнителя. Она относится к эластопластичным материалам, работоспособна в интервале температур от минус 60°С до +120°С, уровень водопоглощения составляет 0,1-0,3%. Такие ленты изготавливаются толщиной от 1,5 до 9 мм.
Из-за разности коэффициентов температурного расширения бронепокрытия и ТРТ в процессе эксплуатации заряды подвергаются различным деформациям, и поэтому на границе «топливо-бронепокрытие» возникают отрывные напряжения. Чем ниже модуль упругости бронепокрытия, тем ниже уровень отрывных напряжений на границе. Герметизирующая лента типа «Герлен» имеет низкую температуру структурного стеклования (минус 60°С) и низкий модуль упругости 1-1,5 МПа, относительное удлинение - не менее 50%, и поэтому на границе контакта не возникают критические отрывные напряжения, т.к. приклеенное бронепокрытие отслеживает температурные колебания и изменения габаритных размеров заряда при изменениях окружающей температуры в диапазоне температур ±50°С.
Технология изготовления таких зарядов - практически безотходная, т.к возможные остатки ленты могут быть использованы для бронирования малогабаритных зарядов. При бронировании не выделяется никаких летучих веществ, опасных для здоровья. Проведенными исследованиями было установлено, что для бронированных самоклеящейся лентой зарядов гарантийные сроки хранения составляют более 10 лет в диапазоне температур ±50°С. Бронированные заряды при испытаниях работают надежно.
Таким образом, предложенный заряд изготавливается по пожаробезопасной технологии с невысокими материальными и трудозатратами. В заряде по единой технологии может быть обеспечено бронирование в труднодоступных местах, например по канальной (внутренней) поверхности и по торцам шашки. Заряд может быть изготовлен из смесевого твердого ракетного топлива, имеющего прочность несколько ниже прочности баллиститного ТРТ и при бронировании он не разрушится, т.к. в процессе бронирования на него действуют сравнительно небольшие нагрузки. Такие бронированные серийные заряды поставлялись на вооружение и для гражданской продукции. Например, заряды для пожаротушения изготавливались диаметром от 60 до 160 мм. Время работы этих зарядов достигало 40 с и бронепокрытие показало хорошую работоспособность, удовлетворяющую предъявляемым требованиям. Кроме того, в случае одновременного снаряжения камеры сгорания несколькими бронированными по всей поверхности шашки и не бронированными зарядами стало возможным достичь увеличения общего времени горения зарядов (за счет достижения задержки времени воспламенения, бронированных зарядов на 30-50 секунд при использовании ленты различной толщины) и с обеспечением постоянства давления при работе.
Литература
1. Энергетические конденсированные системы. Краткий энциклопедический словарь. Под ред. Б.П.Жукова. - Янус-К, 2000 (стр.461-465).
2. Смирнов Л.А. Оборудование для производства баллиститных порохов по шнековой технологии и зарядов из них. Учебное пособие. М.: МГАХМ, 1997.
3. Патент РФ № 2275521 от 27.04.2006. Заряд баллиститного твердого ракетного топлива.
4. Патент РФ № 2167135 от 04.08.1999. Способ изготовления зарядов из СРТТ.
5. Гусев С.А., Цуцуран В.И., Петрухин Н.В. Военно-технический анализ состояния и перспективы развития ракетных топлив. Минобороны, М., 1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259986C1 |
| СПОСОБ БРОНИРОВАНИЯ КАНАЛА ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2337088C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА БАЛЛИСТИТНОГО РАКЕТНОГО ТОПЛИВА | 2007 |
|
RU2345977C1 |
| СПОСОБ НАНЕСЕНИЯ БРОНИРУЮЩЕГО ПОКРЫТИЯ НА ЗАРЯД ИЗ ДВУХОСНОВНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА БАЛЛИСТИТНОГО ТИПА | 2003 |
|
RU2240299C2 |
| ЗАЩИТНО-АДГЕЗИОННЫЙ ПОДСЛОЙ ДЛЯ БРОНИРОВАНИЯ ВКЛАДНЫХ ЗАРЯДОВ ИЗ ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2280054C1 |
| СПОСОБ БРОНИРОВАНИЯ ШАШКИ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2261237C1 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298109C2 |
| ОГНЕЭРОЗИОННОСТОЙКАЯ ЗАЛИВОЧНАЯ КОМПОЗИЦИЯ С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ | 2003 |
|
RU2261240C1 |
Изобретение относится к бронированным вкладным зарядам твердого ракетного топлива (ТРТ). Бронированный вкладной заряд ТРТ представляет собой шашку из ТРТ с бронепокрытием на ее поверхности. Бронепокрытие выполнено из самоклеящейся ленты на основе пластифицированных каучуков толщиной δ, обеспечивающей невоспламенение бронируемой поверхности шашки в течение заданного времени горения заряда. Причем используют ленту длиной, превышающей длину окружности поверхности шашки на величину не менее чем на 3δ. Ленту оборачивают вокруг шашки на 360° со стыком внахлест вдоль ее длины, образованным наклонными срезами под углом α не более 45° к поверхности шашки. Изобретение позволяет снизить пожароопасность изготовления вкладных зарядов ТРТ. 1 ил.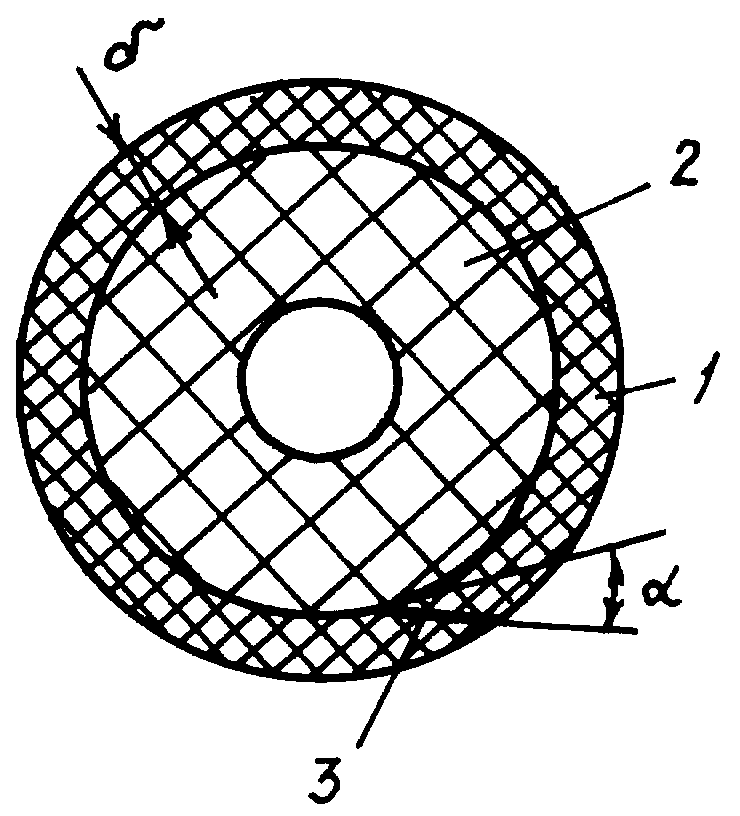
Бронированный вкладной заряд твердого ракетного топлива (ТРТ), включающий шашку из ТРТ с бронепокрытием на ее поверхности, отличающийся тем, что бронепокрытие на поверхности шашки выполнено из самоклеющейся ленты на основе пластифицированных каучуков толщиной δ, обеспечивающей невоспламенение бронируемой поверхности шашки в течение заданного времени горения заряда, длиной, превышающей длину окружности поверхности шашки на величину не менее чем на 3δ, обернутой вокруг шашки на 360° со стыком внахлест вдоль ее длины, образованным наклонными срезами под углом α не более 45° к поверхности шашки.
| СМИРНОВ Л.А | |||
| Оборудование для производства баллиститных порохов по шнековой технологии и зарядов из них | |||
| - М.: МГАХМ, 1997, с.171-173 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА БАЛЛИСТИТНОГО РАКЕТНОГО ТОПЛИВА | 2007 |
|
RU2345977C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2264373C1 |
| US 3381614 A, 07.05.1968. | |||

