Предлагаемое изобретение относится к области изготовления вкладных бронированных зарядов твердого ракетного топлива (ТРТ), преимущественно используемых в ракетных системах различного назначения.
В настоящее время известно несколько способов бронирования твердотопливных зарядов. Данное изобретение касается, в частности, способа бронирования зарядов ТРТ высоковязкими составами с малой, до 10 минут, живучестью методом заливки и последующей полимеризации.
Известно устройство для нанесения бронирующего покрытия по заявке РФ №2001114560. Устройство по данной заявке обеспечивает формование бронирующего покрытия из составов вязкостью более 4000 пуаз по боковой поверхности вкладных зарядов. При этом используется способ вытеснения бронесостава в зазор заряд - форма при погружении заряда в форму под действием силы, создаваемой прессом.
Недостатком известного устройства является «захлопывание» воздуха в бронесоставе по ряду причин. Кроме того, при опускании заряда в форму (обечайку) не исключаются перекосы, заклинивания и снятие при этом антиадгезионного покрытия с внутренней поверхности формы.
Известно устройство для нанесения отверждающихся покрытий на стержни (патент RU 2206635, 1998), выполненное в виде центрифуги и состоящее из корпуса, кольцевого коллектора, размещенного на роторе, на периферии которого укреплены сменные формы с зарядами твердого ракетного топлива. Формы охватываются тепловой кольцевой камерой. В коллекторе против каждой формы выполнены заливочные отверстия, а над ним установлена расходная емкость.
Известное устройство, принятое авторами за прототип, предназначено для бронирования зарядов акрилатными составами с малой вязкостью, живучестью до 3 часов и большой усадкой при полимеризации.
В то же время устройство непригодно для эксплуатации в условиях бронирования зарядов ТРТ бронесоставами с живучестью до 10 минут и вязкостью более 4000 пуаз. Операции: смешения состава, выгрузки из смесителя, транспортирования и загрузки в расходную емкость, непосредственно бронирования требуют времени, в течение которого вязкость бронесостава нарастает и он теряет текучесть.
Задача, на решение которой направлено заявляемое изобретение, состоит в разработке конструкции установки, способной обеспечить бронирование зарядов ТРТ составами с вязкостью более 4000 пуаз и живучестью до 10 минут с высоким качеством и производительностью.
Технический результат, получаемый в результате реализации предлагаемого изобретения, состоит в совмещении и автоматизации операций дозирования компонентов бронесостава, смешеним их, транспортировании и заливки в формы в одной установке.
Для достижения указанного технического результата предлагается установку снабдить дозатором компонентов и устройством их предварительного смешения, а в качестве окончательного смесителя использовать вращающуюся плоскость ротора с укрепленными над ней неподвижными элементами, выполняющими роль мешалок, растирающих бронесостав в тонком слое и способствующих его транспортированию в формы, монтированные на основаниях, с возможностью совершать колебательные движения вдоль оси заданной амплитуды и частоты, и на их входе обеспечивать перегрузку не менее 60 g.
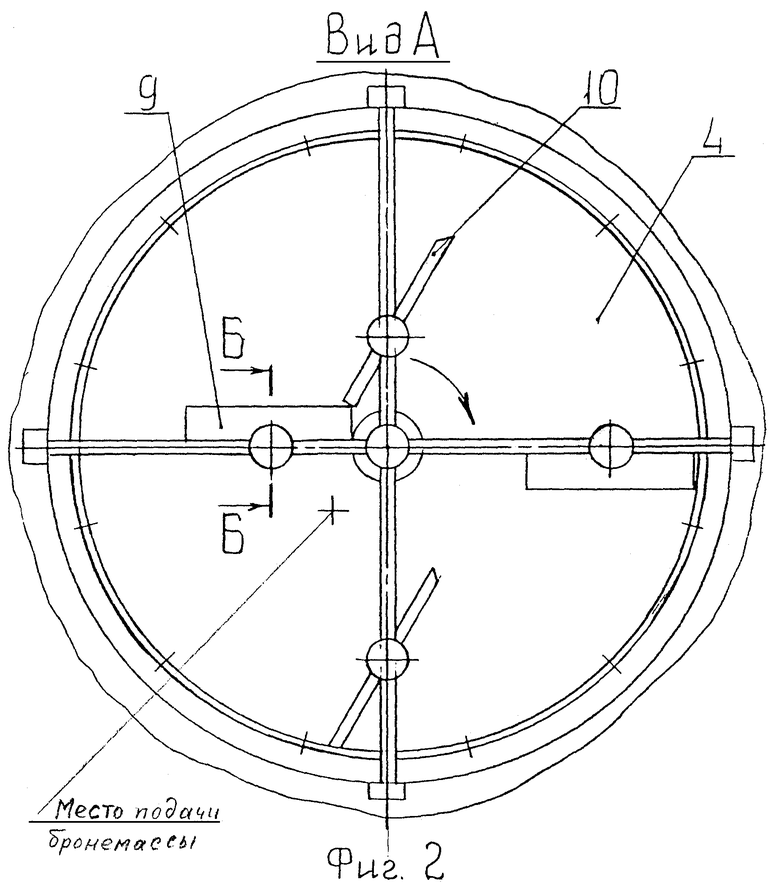
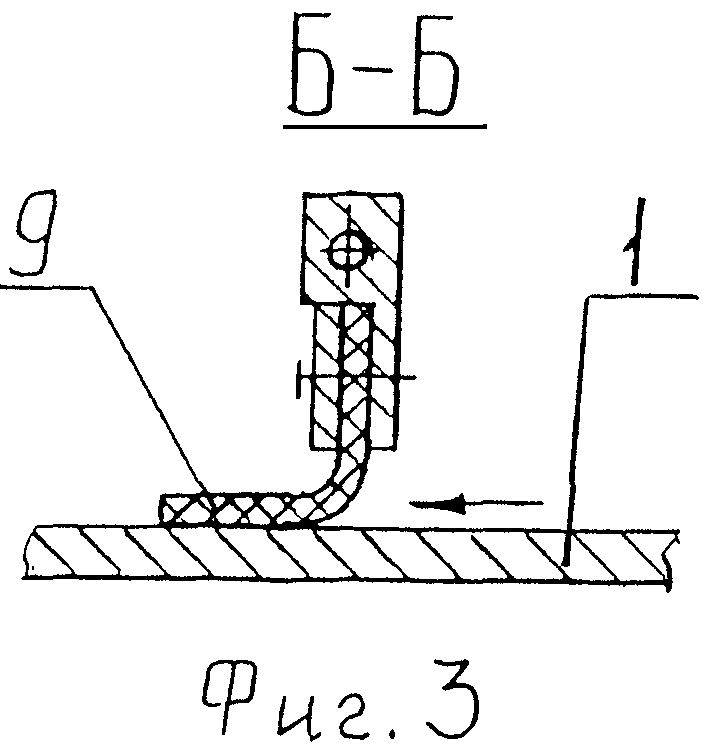
Сущность устройства поясняется чертежами, где на фиг.1 изображен общий вид установки. На фиг.2 (Вид А) - фрагмент положения мешалок и скребков. На фиг.3 (разрез Б-Б) изображена геометрическая форма мешалки.
Устройство включает ротор 1 с кольцевым коллектором 2 и формами 3, кольцевую камеру 4, дозатор с расходными емкостями 5 и 6, гидроцилиндром 7 и смесительной головкой 8. Над ротором 1 укреплены мешалки 9 в виде эластичных полос, контактирующих с ним, и жестких скребков 10, установленных под углом к радиусу вращения ротора 1, отличным от 90°. Формы 3 с зарядами крепятся на основаниях 12 и укладываются на ложементы 13. Неподвижный ролик 14 является кулачком для толкателя 15.
Установка работает следующим образом.
В формы 3, имеющие возможность продольного перемещения, предварительно, определенным образом, устанавливают заряды 11. Формы крепят на основаниях 12 и ложементах 13 по периферии ротора 1. В расходные емкости 5 и 6 заливают жидкие компоненты бронесостава, отдельно полимер и отвердитель с катализатором. Ротору 1 от привода сообщают вращательное движение, обеспечивающее перегрузку на входе в формы 3 не менее 60 g. При этом формы 3 посредством толкателей 15 контактируют с роликом 14. Таким образом формам придают колебательные движения, частота которых зависит от скорости вращения ротора 1, а амплитуда - от величины натяга ролика 14 и толкателя 15. На вращающийся ротор 1 перед мешалкой 9 вытесняют компоненты бронесостава из емкостей 5 и 6 через головку 8 предварительного смешения. Под эластичной полосой мешалки 9 на плоскости ротора в тонком слое идут интенсивные сдвиговые деформации бронесостава, обеспечивающие окончательное и качественное смешение компонентов. Центробежная сила непрерывно смещает слой бронемассы в направлении коллектора 2. Набегая на кромку скребка 10, слой бронемассы создает динамическую силу, перемещающую бронемассу к отверстиям в коллекторе 2, через которые она равномерными потоками поступает в формы 3. Одновременно с этим процессом в кольцевую камеру 4 при необходимости подают теплоноситель. Колебания формы способствуют снижению вязкости бронесостава и тем улучшают заполнение зазора заряд - форма. По окончании заполнения ротор останавливают, формы снимают и помещают в тепловые камеры на полимеризацию.
Предлагаемый способ бронирования характеризуется пониженной трудоемкостью и высоким качеством бронепокрытия. Отдельные элементы способа отработаны в опытных условиях ФГУП «НИИПМ» и ФГУП «Пермский завод им. С.М.Кирова». Установка центробежного бронирования изготовлена и проходит опытную отработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРОНИРОВАНИЯ ВКЛАДНЫХ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА БРОНЕСОСТАВОМ С ВЯЗКОСТЬЮ БОЛЕЕ 4000 ПУАЗ И ЖИВУЧЕСТЬЮ ДО 10 МИНУТ | 2004 |
|
RU2259981C1 |
| СПОСОБ БРОНИРОВАНИЯ ШАШКИ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2261237C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259986C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ИЗ БАЛЛИСТИТНОГО ТОПЛИВА В КОРПУСЕ РАКЕТНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2441857C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО БРОНЕСОСТАВА НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДЛЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2305629C1 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ ГРАНУЛИРОВАНИЯ МНОГОКОМПОНЕНТНОГО БРОНЕСОСТАВА НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА | 2008 |
|
RU2389605C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2003 |
|
RU2247655C1 |
| УСТРОЙСТВО ДЛЯ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2216444C2 |
Установка центробежного бронирования относится к области изготовления вкладных зарядов твердого ракетного топлива. Установка выполнена в виде центрифуги, содержит ротор с кольцевым коллектором, камеру, охватывающую ротор, расходные емкости и привод. Установка снабжена дозатором компонентов бронесостава и головкой предварительного смесителя, а в качестве окончательного смесителя используют вращающуюся плоскость ротора с укрепленными над ней неподвижными мешалками в виде эластичной ленты и скребка. Сменные формы с зарядами крепятся на основаниях с толкателями и ложементах, обеспечивающих им колебательные движения вдоль оси с заданной амплитудой и частотой. В результате реализации предлагаемого изобретения удается совместить операции дозирования и бронирования твердого ракетного топлива и заливки его в формы на одной установке. 1 з.п. ф-лы, 3 ил.
| УСТРОЙСТВО НАНЕСЕНИЯ ОТВЕРЖДАЮЩИХСЯ ПОКРЫТИЙ НА СТЕРЖНИ | 1998 |
|
RU2206635C2 |
| Установка для центробежного литьяТРубНыХ издЕлий | 1978 |
|
SU841573A3 |
| Способ изготовления отливок и устройство для его осуществления | 1980 |
|
SU876276A1 |
| РЕДУКТОР | 0 |
|
SU366289A1 |
| US 4326011 А, 20.04.1982 | |||
| JP 62211386 А, 17.09.1987. | |||

