Изобретение относится к электрометаллургии алюминия и может быть использовано на заводах, оснащенных электролизерами с самообжигающимся анодом и боковым токоподводом.
Интенсификация процесса электролиза в действующих сериях является важнейшим средством повышения эффективности производства. Максимальные значения силы тока, выхода по току и, соответственно, производительности достигаются в относительно узких диапазонах температуры электролита и межполюсного зазора.
Температура электролита должна быть, с одной стороны, достаточно низкой для обеспечения высокого выхода по току и нормальной толщины бортового гарниссажа и достаточно высокой, с другой стороны, чтобы исключить образование на подине коржей, длинных подовых настылей и больших скоплений осадка нерастворившегося глинозема.
Обязательным условием достижения высоких значений силы тока, выхода по току и низкого расхода электроэнергии является работа в оптимальном, узком диапазоне изменений межполюсного зазора, контролируемого по величине падения напряжения в межполюсном зазоре.
Заданное номинальное значение силы тока является максимально возможным для данной конструкции электролизера в условиях достигнутого уровня технологии. Дальнейшее повышение силы тока требует разработки дополнительных решений.
Применяемый в промышленности способ интенсификации процесса электролитического получения алюминия в действующих сериях электролизерах предусматривает повышение анодной плотности тока за счет введения в электролит добавок, снижающих электросопротивление электролита, и уменьшения межполюсного зазора [1-2].
Величину повышения анодной плотности тока при снижении электросопротивления электролита и уменьшении межполюсного зазора устанавливают в пределах, исключающих значительное повышение температуры электролита и недопустимое расхождение гарниссажа. Контроль температуры электролита, межполюсного зазора и состояния гарниссажа осуществляют периодически непосредственными измерениями на представительной группе электролизеров.
Межполюсный зазор дополнительно оценивают визуально по рабочему напряжению электролизера и по данным АСУТП с использованием общепринятой в алгоритмах регулирования формулы приведенного напряжения.
Недостатками этого способа интенсификации являются повышение температуры электролита и падения напряжения в межполюсном зазоре. В результате уменьшения выхода по току, как показывает промышленный опыт, повышение анодной плотности тока составляет не более 1,5%, а суточной производительности электролизера - около 1%.
Известен способ интенсификации процесса электролитического получения алюминия, включающий проведение процесса на электролизерах с анодом и токоподводящими штырями, контроль технологических параметров процесса для определения анодной плотности тока и ее повышение, принятый в качестве ближайшего аналога (3).
Технической задачей изобретения является обеспечение в ходе интенсификации заданного диапазона усредненных по группе электролизеров значений температуры электролита и падения напряжения в межполюсном зазоре, расширение пределов повышения анодной плотности тока и производительности электролизера.
Решение поставленной задачи заключается в том, что в известном способе интенсификации процесса электролитического получения алюминия, включающем проведение процесса на электролизерах с анодом и токоподводящими штырями, контроль технологических параметров процесса для определения анодной плотности тока и ее повышение, используют электролизеры с самообжигающимся анодом и боковыми токоподводящими штырями и поддерживают усредненные по группе электролизеров значения температуры электролита 955±5oС, падения напряжения в межполюсном зазоре 3,4±0,1 В, при этом анодную плотность тока определяют по зависимости
где ia - анодная плотность тока, А/см2;
η - выход по току, доли единицы;
h - уровень металла, см;
ΔT - перегрев электролита, oС;
ρ - удельное сопротивление электролита, Ом•см;
L - межполюсный зазор см;
K1-К6 - эмпирические коэффициенты, определяемые технологией и конструкцией электролизера:
K1=1,928±0,2
К2=1,42±0,1
К3=0,012±0,003
К4=0,89±0,1
К5=0,01±0,002
К6=0,5±0,05
Приведенная формула для ia и базовые значения коэффициентов K1-К6 получены из тепловых балансов электролизеров, составленных до начала (1-е полугодие 1997 г.) и в конце завершающего периода интенсификации (IV квартал 2000 г. ). Интервалы изменения коэффициентов K1-К6 учитывают особенности технологии и конструкции электролизеров, резервы дальнейшей интенсификации процесса.
Коэффициент K1 определяет влияние тепловых потерь электролизера на ia в зависимости от степени теплоизоляции электролизера, сезонных изменений температуры наружного воздуха. Нижнее значение K1 относится к электролизеру с максимальной теплоизоляцией катода, увеличенной толщиной глиноземной засыпки в летний период. Верхнее значение K1 имеет противоположные признаки.
Выражение K2•(1-η)•η учитывает влияние тепла экзотермической реакции вторичного окисления катодного металла Аl+СО2-->Аl2О3+СО на природную часть теплового баланса. Базовое значение К2=1,42 определено из термодинамических данных. Интервал изменения К2 принят в связи с погрешностями оценки выхода по току и силы тока на действующих электролизерах.
Коэффициент К3 отражает влияние уровня металла на тепловые потери электролизера и, соответственно, анодную плотность тока. Пределы изменения К3 зависят от особенностей регламента обслуживания электролизеров, исполнения ошиновки и футеровки катодного узла.
Выражение K4•(1-K5•ΔT)•ρ•L включает в себя коэффициенты и параметры, характеризующие свойства электролита, распределение тока по подошве и боковой поверхности анода (коэффициент К4), условия выделения тепла в межполюсном зазоре при подборе состава и перегрева электролита (коэффициент К5).
Коэффициент К6 учитывает изменение перенапряжения реакции разложения глинозема, входящее в греющее напряжение электролизера, в зависимости от ia
Базовая формула устанавливает в общем виде соотношения между ia и технологическими параметрами в ходе поэтапной интенсификации. Механизм взаимодействия между отдельными параметрами при использовании базовой формулы уточняется дополнительными условиями.
Повышение анодной плотности тока осуществляют путем увеличения перегрева электролита в пределах 10-25oС за счет снижения температуры ликвидуса электролита. При этом уровень металла составляет 40-80% от глубины шахты электролизера.
В электролит для снижения температуры ликвидуса вводят добавки, мас.%:
АlF3 - 2-10
СаF3 - 2-8
MgF2 - 0,1-5
LiF - 0,1-3
Увеличение перегрева электролита при снижении температуры ликвидуса соответствует заданным усредненным по группе электролизеров значениям температуры электролита 955±5oС. При перегреве менее 10oС технологическое состояние электролизеров ухудшается из-за образования на подине коржей и длинных подовых настылей. При перегреве более 25oС имеет место недопустимое снижение выхода по току.
Снижение температуры ликвидуса, рассчитываемой по уравнению Дьюинга [4], достигается увеличением добавок в электролит АlF3, CaF3, MgF2, LiF. Нижние значения интервалов отвечают минимальным технологически необходимым значениям для данной конструкции электролизеров (АIF3, CaF2) к погрешности анализов проб электролита (MgF2, LiF). Верхние значения интервалов соответствуют максимально возможным концентрациям добавок, при которых обеспечивается приемлемая толщина бортового гарниссажа.
Благодаря увеличению перегрева, межфазного натяжения, уменьшению вязкости электролита и растворимости металла при определенных эмпирически подбираемых соотношениях добавок в указанных интервалах обеспечивается узкий оптимальный диапазон усредненных значений температуры электролита и многократное по сравнению с известным способом расширения пределов повышения анодной плотности тока и суточной производительности электролизеров. Это достигается за счет уменьшения электрического сопротивления прианодного газоэлектролитного слоя и, соответственно, эффективного удельного электросопротивления электролита. В базовой формуле ρ представляет собой расчетное удельное электросопротивление электролита, определяемое по уравнению Кванда [5]. Эффективное удельное электросопротивление электролита с учетом состояния прианодного газоэлектролитного слоя выражается членом (1-K5•ΔT)•ρ.
Повышение перегрева электролита требует усиления интенсивности отвода тепла из межполюсного зазора для сохранения бортового гарниссажа. Для этого повышают уровень металла в пределах, ограничиваемых параметрами магнитного поля и глубиной шахты электролизера с учетом минимально возможного уровня электролита.
Поддержание падения напряжения в межполюсном зазоре в пределах 3,4±0,1 В занимает центральное место в диагностике технологического состояния электролизной серии и представляет собой достаточно сложную техническую задачу, если принять во внимание в первую очередь, зависимость обратной э.д.с. от концентрации глинозема, а также другие индивидуальные особенности электролизера (срок службы, равномерность токораспределения, качество анода, состояние подины). Эти факторы приводят к разбросу значений выхода по току на отдельных электролизерах и по группам электролизеров, дестабилизации межполюсного зазора и, соответственно, падения напряжения в межполюсном зазоре, ограничению пределов повышения анодной плотности тока и производительности электролизеров, как за счет недобора тока, так и в результате снижения выхода по току.
С целью обеспечения заданных значений падения напряжения в межполюсном зазоре и, расширения пределов повышения анодной плотности тока падение напряжения в межполюсном зазоре поддерживают с учетом выхода по току по зависимости:
Uм.п.з = Uуст-Uа.к-K2(1-η)•η,
где Uм.п.з - напряжение межполюсного зазора, В;
Uуст - установочное напряжение электролизера, В;
Uа.к - напряжение анодного и катодного узлов электролизера, В.
Реализация этой зависимости сводится к корректировке установочного напряжения по результатам измерений укрупненного электрического баланса и оценок изменений выхода по току в зависимости от индивидуальных особенностей электролизеров, степени интенсификации процесса, состояния технологии.
Включение тепла реакции вторичного окисления алюминия, приведенного к греющему напряжению, в установочное напряжение позволяет повысить степень стабилизации теплового режима электролизеров и является новым техническим решением по улучшению качества регулирования межполюсного расстояния.
Центральное место в разработанном комплексе мероприятий по интенсивной технологии занимает подбор состава электролита с заданными свойствами: повышенным межфазным натяжением, пониженными вязкостью и растворимостью металла. Эти свойства в совокупности с увеличенным перегревом электролита коренным образом изменяют условия выхода анодных газов из-под анода и выноса тепла из центральных зон межполюсного зазора при определенных параметрах установки штырей, обеспечивая одновременное повышение и силы тока и выхода по току в узком диапазоне значений температуры электролита.
Повышение анодной плотности тока осуществляют за счет увеличения выхода по току путем перестановки токоподводящих штырей, при этом увеличивают угол заглубления токоподводящих штырей относительно горизонта в пределах 4-14o и уменьшают расстояние между горизонтами верхней точки отверстия из-под штырей на боковой поверхности анода и нижней точки отверстия в глубине анода ближайшего верхнего ряда штырей (а) в пределах, определяемых по зависимости:
a = b-I•sinφ-0,5•(d1+d2),
где b - шаг перестановки штырей, см;
I - длина заглубленной в анод части штыря, см;
φ - угол заглубления штыря, градусы;
d1 - максимальный диаметр отверстия из-под штыря на боковой поверхности анода, см;
d2 - минимальный диаметр отверстия из-под штыря в глубине анода, см.
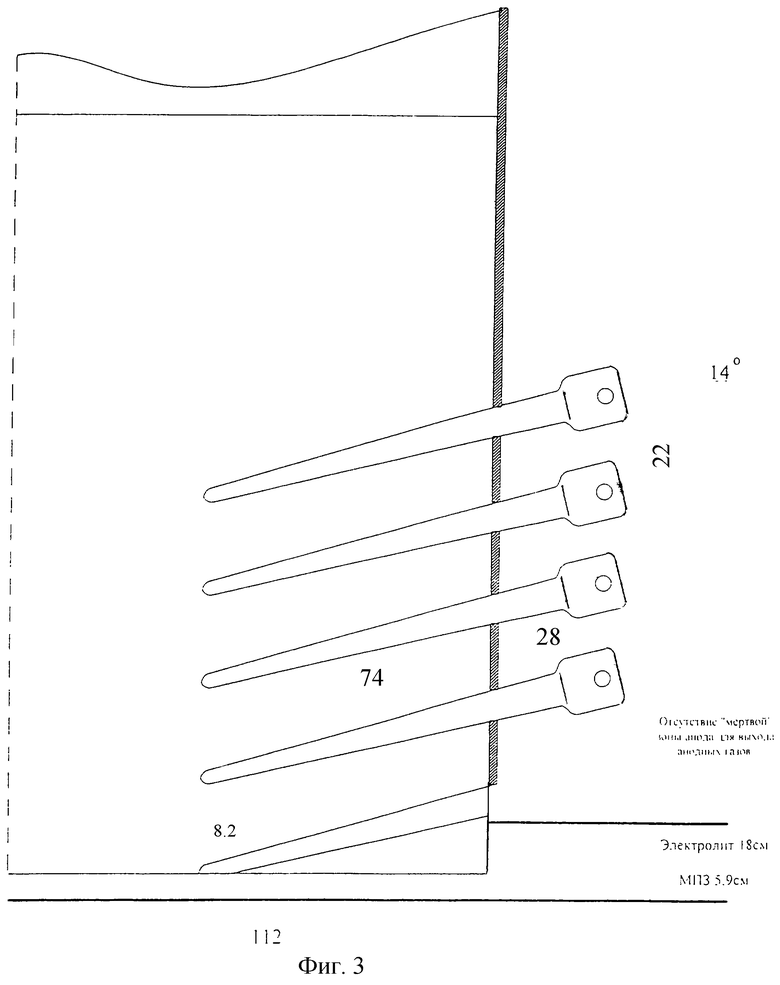
На фиг. 1, 2, 3 представлено расположение штырей в начале их выхода в межполюсный зазор при угле заглубления, соответственно, 4,9 и 14 градусов.
При угле заглубления 4o расстояние "а", обозначенное "мертвой" зоной анода для выхода анодных газов составляет 12 см (фиг.1), минимальное расстояние от конца нижнего ряда штырей до подошвы анода - 18,5 см. При углах заглубления 9o и 14o расстояния "а" равны, соответственно, 5,8 см (фиг.2) и нулю (отсутствие "мертвой" зоны, фиг.3), минимальные расстояния - 10 см и 6,2 см. Угол заглубления 14o обеспечивает постоянный контакт через отверстия из-под штырей электролита в межполюсном зазоре с электролитом или воздухом в пространстве борт-анод. Достаточно жидкотекучий электролит с повышенным перегревом обеспечивает в этом случае выход анодных газов в течение всего цикла перестановки штырей (отсутствие "мертвой" зоны) через эти отверстия, по пути наименьшего гидродинамического сопротивления. Вязкий электролит с пониженным перегревом делает непроницаемыми для анодных газов отверстия из-под штырей из-за высокого гидродинамического сопротивления, забивания отверстий шламом или затвердевания электролита.
Выход анодных газов через отверстия в теле анода уменьшает толщину прианодного газоэлектролитного слоя, площадь газовых пузырей СО2, благодаря чему снижаются электросопротивление и падение напряжения в газовом слое, скорость реакции вторичного окисления алюминия. Ослабляется вертикальная циркуляция в межполюсном зазоре. Улучшаются условия отвода тепла из центральных зон межполюсного зазора, что уменьшает разницу температур в центре и в пространстве борт-анод, и способствует снижению средней температуры электролита.
Уменьшение минимального расстояния от штырей до подошвы анода при увеличении угла заглубления снижает падение напряжения и термическую нагрузку в аноде, компенсируя влияние повышения силы тока на тепловое состояние анода.
Уменьшение расстояния "а" при увеличении угла заглубления штырей при заданных значениях шага перестановки, длины заглубленной части штыря, максимального и минимального диаметров конусной части штыря повышает эффективность нового механизма газоудаления, увеличивает долю анодных газов, проходящих через отверстия из-под штырей.
Угол заглубления штырей является важнейшим оперативным параметром расстановки штырей, расстояние "а" обобщает все параметры, характеризующие эффективность удаления анодных газов через отверстия из-под штырей. Изменение этих параметров наиболее полно определяет механизм удаления газов.
Максимальная эффективность достигается при угле заглубления 14o и нулевом значении расстояния "а" (отсутствии "мертвой" зоны для удаления анодных газов).
При угле заглубления 4o более половины времени механизму удаления - через межполюсный зазор. Угол заглубления менее 4o не приемлем для интенсифицированного режима из-за увеличения минимального расстояния от штырей до подошвы анода и, соответственно, термической нагрузки анода.
Пример. Промышленные испытания предлагаемого способа интенсификации проводились в период с 1997 по 2000 гг. в объеме электролизного цеха Богословского алюминиевого завода. Отработка интенсифицированного режима производилась поэтапно с подбором параметров электролита (содержание добавок, перегрев), повышением уровня металла, внедрением комплекса мероприятий по совершенствованию управления процессом и технологии анода, эффективность которых определялась по изменениям величин выхода по току, рабочего и среднего напряжения, температуры электролита, состояния бортового гарниссажа, технико-экономических показателей. В таблице 1 приведены основные технологические параметры и технико-экономические показатели электролизного цеха БАЗа, в период освоения интенсивной технологии.
Для выявления закономерностей интенсифицированного режима были рассчитаны физико-химические свойства электролита, сняты электрические и тепловые балансы однотипных электролизеров в начальный и завершающий периоды интенсификации (таблица 2).
Интенсификация происходила практически при постоянной средней температуре электролита, увеличении перегрева электролита за счет снижения температуры ликвидуса при увеличении содержания в электролите добавок AlF3, CaF3, MgF2, LiF.
Падение напряжения в анодном и катодном узлах снизилось, несмотря на повышение силы тока, при этом электролизеры были "разжаты" - среднее значение падения напряжения в межполюсном зазоре увеличилось на 142 мВ.
Расчетное повышение падения напряжения в межполюсном зазоре составляет в результате, мВ:
- снижения электропроводности электролита - - 133
- повышения омического падения напряжения в электролите при росте силы тока - - 170
- повышения обратной э.д.с. - 14
Всего: - - 317
Неувязка фактического и расчетного значений в 175 мВ обусловлена снижением сопротивления прианодного газоэлектролитного слоя, улучшением условий выхода анодных газов через отверстия из-под штырей.
Оптимизация условий удаления анодных газов с использованием жидкотекучего электролита с пониженной температурой ликвидуса, увеличенным перегревом позволила интенсифицировать процесс со следующими новыми признаками:
- постоянство температуры электролита;
- повышение выхода по току одновременно с ростом анодной плотности тока;
- многократное расширение пределов повышения производительности электролизеров.
По состоянию на 4 квартал 2000 г. (таблица 1) достигнуты следующие результаты:
- повышение силы тока и анодной плотности тока на 9,2%;
- повышение выхода по току на 3,73%;
- увеличение производительности на 12% против 1%, в известном способе.
Источники информации
1. Справочник металлурга по цветным металлам. Производство алюминия, "Металлургия", 1971, с. 411-413.
2. Баймаков Ю.В., Ветюков М.М. Электролиз расплавленных солей, "Металлургия", 1966, с.477-476.
3. Сучков А. Б. Проблемы интенсификации электролиза в металлургии, Москва, "Металлургия", 1976, с. 258-264.
4. E.W.Dewing/Metallurgical Transations, B.V.22B, April 1991, 177-182.
5. H.Kvande/Erzmetall, 35 (1982), 12, 601-604.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2002 |
|
RU2207409C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2007 |
|
RU2359071C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ЩЕЛОЧНО-ЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ РАСПЛАВОВ | 2006 |
|
RU2339744C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |
| СПОСОБ СЪЕМА ИНФОРМАЦИОННЫХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2007 |
|
RU2359072C1 |
| ГРЕЮЩИЙ АВТОКЛАВ | 2001 |
|
RU2221635C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2013 |
|
RU2550683C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОВ ЭЛЕКТРОЛИЗОМ РАСПЛАВЛЕННЫХ СОЛЕЙ | 2004 |
|
RU2274680C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОЭНЕРГЕТИЧЕСКИМ РЕЖИМОМ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326188C2 |



Изобретение относится к электрометаллургии алюминия. При интенсификации процесса электролитического получения алюминия процесс проводят на электролизерах с анодом и токоподводящими штырями. При этом контролируют технологические параметры процесса для определения анодной плотности тока и повышают ее. Используют электролизеры с самообжигающимся анодом и боковыми токоподводящими штырями и поддерживают усредненные по группе электролизеров значения температуры электролита 955±5oС и падения напряжения в межполюсном зазоре 3,4±0,1 В. Анодную плотность тока определяют по зависимости ,
,
где ia - анодная плотность тока. А/см2; η - выход по току, доли единицы; h - уровень металла, см; ΔT - перегрев электролита, oС; ρ - удельное сопротивление электролита, Ом•см; L - межполюсный зазор, см; K1-К6 - эмпирические коэффициенты, определяемые технологией и конструкцией электролизера, при этом K1= 1,928±0,2; K2= 1,42±0,1; К3= 0,012±0,003; K4=0,89±0,1; К5= 0,01±0,002; К6= 0,5±0,05. Изобретение позволяет расширить пределы повышения анодной плотности тока и производительности электролизера при поддержании заданного диапазона значений температуры электролита и падения напряжения в межполюсном зазоре. 4 з.п. ф-лы, 3 ил., 2 табл.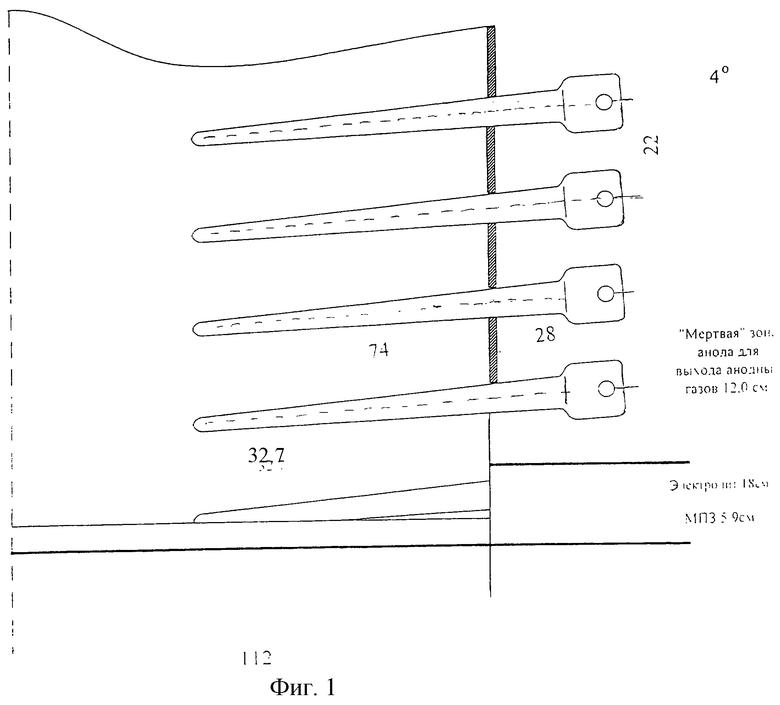

где ia - анодная плотность тока, А/см2;
η - выход по току, доли единицы;
h - уровень металла, см;
ΔТ - перегрев электролита, oС;
ρ - удельное сопротивление электролита, Ом•см;
L - межполюсный зазор, см;
K1-К6 - эмпирические коэффициенты, определяемые технологией и конструкцией электролизера, при этом K1=1,928±0,2; К2=1,42±0,1; К3=0,012±0,003; К4=0,89±0,1; К5=0,01±0,002; К6=0,5±0,05.
Uм.п.з = Uуст-Uа.к-K2(1-η)•η,
где Uм.п.з. - напряжение межполюсного зазора, В;
Uуст - установочное напряжение электролизера, В;
Uа.к - напряжение анодного и катодного узлов электролизера, В.
a = b-I•sinφ-0,5•(d1+d2),
где b - шаг перестановки штырей, см;
I - длина заглубленной в анод части штыря, см;
φ - угол заглубления штыря, градусы;
d1 - максимальный диаметр отверстия из-под штыря на боковой поверхности анода, см;
d2 - минимальный диаметр отверстия из-под штыря в глубине анода, см.
| СУЧКОВ А.Б | |||
| Проблемы интенсификации электролиза в металлургии | |||
| - М.: Металлургия, 1976, с.258-264 | |||
| Способ управления алюминиевым электролизером | 1981 |
|
SU960317A1 |
| Способ электролитического получения алюминия | 1988 |
|
SU1578232A1 |
| СПОСОБ ДОСТАВКИ ГЕОФИЗИЧЕСКИХ ПРИБОРОВ В ГОРИЗОНТАЛЬНУЮ СКВАЖИНУ | 1992 |
|
RU2029860C1 |
| Устройство для мерной резки движущегося профиля | 1986 |
|
SU1386386A2 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

