Изобретение относится к прядильному производству, а именно к однопроцессным способам получения крученой компонентной нити.
Известен аналогичный способ, по которому, по крайней мере, две мычки проводят через вытяжной прибор, соединяют и прижимают на паковку известного крутильно-мотального механизма.
Для повышения качества нити предложено на участке между вытяжным прибором и .точкой соединения каждому компоненту сообщать ложную крутку.
Способ поясняется чертежами.
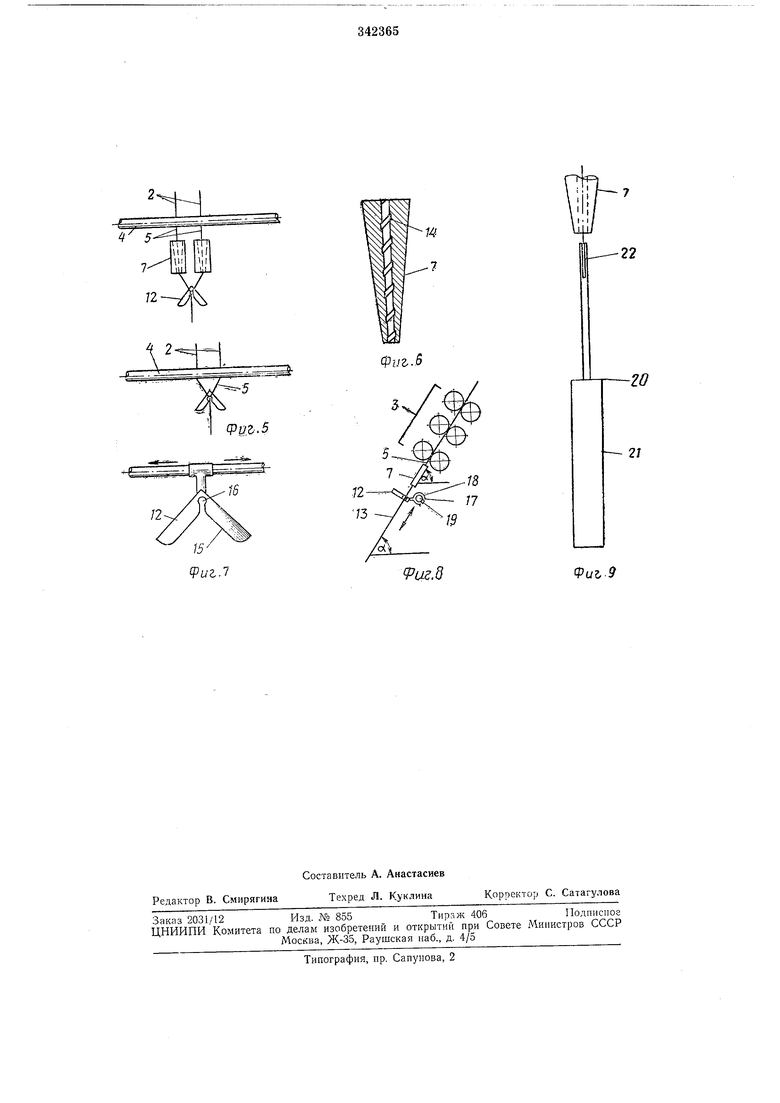
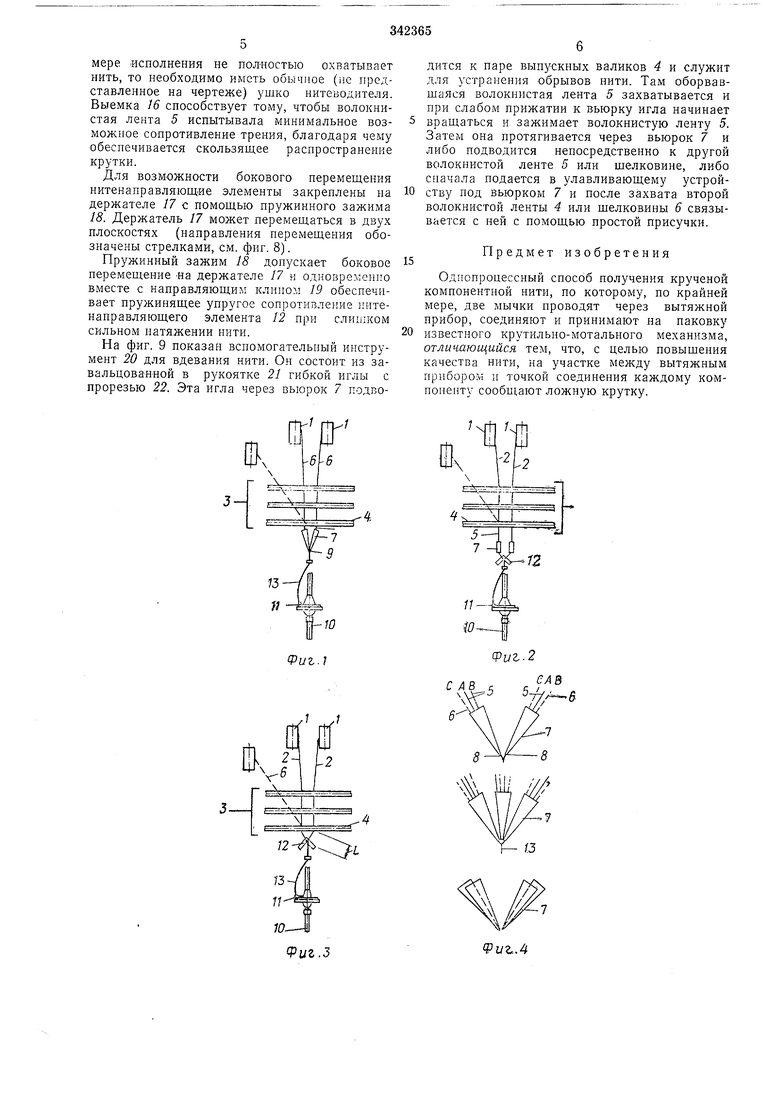
Поступающая с ровничных щпуль / ровница 2 утоняется вытяжным прибором 3 и выдается с пары выпускных валиков 4 в виде некрученой волокнистой ленты 5. Вместо ровничных щпуль / могут быть использованы любые другие подающие ровницу устройства. При переработке щелковин 6 (пунктирные линии) они подводятся к паре выпускных валиков 4. Требуемое здесь предварительное натяжение достигается с помощью не показанных на чертеже дополнительных приборов.
В качестве вытяжных приборов 3 могут быть использованы любые устройства, предпочтительно, однако, механизмы высокой вытяжки.
При выходе волокнистых лент 5 из вытяжного прибора 5 они подводятся к отдельным вращающимся вьюркам 7. В зависимости от вида желаемого конечного продукта следует предусматривать соответствующее количество вьюрков 7. При этом устройство выполнено так, что при небольщих донолнительных расходах возможно увеличение или уменьщение числа вьюрков. Конструкция вьюрков 7 выбрана такой, при которой выпускные отверстия 8, по крайней мере, двух вьюрков расположены настолько близко одно к другому, что точка соединения 9 волокнистых лент 5, снабженных ложной круткой при помощи вьюрков
7, почти совпадаете выходными отверстиями. Отличительная особенность этого способа состоит в том, что точка роспуска временной - производимой вьюрками 7 крутки, точка дублирования и точка скручивания почти
совпадают. При этом происходит закрепление
части крутки пряжи перед ее роспуском путем
соединения нескольких волокнистых лент 5 и
кручения пряжи.
После соединения снабженных круткой волокнистых лент 5 производится скручивание обычными средствами (на чертежах представлено нормальное крутильное или прядильное веретено W с кольцом и бегУнком /У),
Производство крученой пряжи осуществляется следующим образом.
Ровница 2, утоненная в вытяжном приборе 3, подается с пары выпускных валиков 4 в виде некрученой волокнистой ленты 5. Между нитенаправляющим элементом 12 и парой выпускных валиков 4 помещены вьюрки 7, сообщающие ложную крутку волокнистой ленте 5. Путем сведения, по крайней мере, двух волокнистых лент в нитенаправляющем элементе имеющаяся крутка закрепляется. Полученная крученая пряжа 13 поступает на известные веретена, например прядильные или крутильные веретена 10, с кольцом и бегунком 11.
По предлагаемому способу может и отсутствовать ложная крутка, т. е. волокнистые ленты непосредственно подаются на нитенаправляющий элемент 12, где они соединяются и скручиваются при помощи известных прядильных или крутильных веретен. Этот способ является модифицированным способом крутки, так как отдельные волокнистые нити получают лищь небольшую крутку, поскольку она распространяется через нитенаправляющий элемент.
Изготовляют (модифицированное) крученое волокно следующим образом.
Смотанная со щпулей 1 ровница 2 утоняется известным вытяжным прибором 3 и поступает с пары выпускных валиков 4 в виде иекрученой волокнистой ленты 5 на нитенаправляющий элемент 12. При этом между нитенаправляющим элементом и парой выпускных валиков 4 должно быть предусмотрено расстояние, которое предпочтительно равно средней длине щтапеля.
Соединение соответствующего числа волокнистых лент 5 происходит в нитенаправляющем элементе, причем при выходе из -него соединенные волокнистые ленты получают сохраняющуюся крутку (скручивание нити) от известных веретен 10 с кольцами и бегунками 11. Таким образом образуется нить. При этом способе волокнистые ленты 5 не могут быть подвергнуты чистке. Второе устройство для улавливания нити может отсутствовать.
На фиг. 4 представлено расположение вьюрков 7 в связи с некоторыми возможными вариантами подачи волокон: Л переработка двух волокнистых лент 5; В переработка одной волокнистой ленты и одной шелковины 6; С переработка двух шелковин 6.
Возможны, очевидно, и другие варианты, основанные на подаче, более одной волокнистой ленты 5 или щелковины 6 к каждому вьюрку. Эти варианты здесь не описаны. Можно использовать три вьюрка 7, расположенные рядом. При этом возможности модификаций расширяются.
Например, возможна подача к каждой тройке вьюрков трех волокнистых лент, трех щелковин, двух волокнистых лент и одной шелковины и двух шелковин и одной волокнистой jjeHThi.
ширены, если к каждому вьюрку 7, тройки вьюрков подводить несколько нитей. Это приобретает особое значение при переработке искусственных волокон, так как здесь различные компоненты волокон могут быть перемешаны между собой так, что все желаемые свойства конечного продукта могли устанавливаться и регулироваться с высокой точностью. Это соответствует стремлению придавать конечным изделиям оптимальные потребительские свойства. Поскольку перед, во время и после скручивания могут проводиться текстурные мероприятие (термическая обработка, химическая обработка, обработка воздушной струей и т. д.) то изобретение удовлетворяет также дополнительным потребностям. При этом способ обладает преимуществом абсолютно равномерного распределения отдельных волокнистых компонентов в конечном продукте, которое можно по желанию регулировать с высокой точностью.
Другая возможность модификаций состоит в порядке размещения вьюрков 7. Положение нитенаправляющего элемента 12 зависит ov
места нахождения вьюрка 7, от длины волокна перерабатываемого материала и выбранного способа подачи волокна или шелковин. Расположение нитенаправляющего элемента 12, соответствующее реализации способа по
фиг. 2, характеризуется в основном соосным положением за вьюрком 7. При этом безразлично работают ли на нитенаправляющий элемент спаренные, строенные или счетверенные вьюрки. Размещение нитенаправляющего
элемента 12 для реализации способа по фиг. 3 выбирают так, чтобы точки зажима, например, двух подаваемых ровниц 2 в паре выпускных валиков 4 вытяжного прибора 3 с точкой сведения волокнистых лент 5, соединенные
воображаемыми линиями, образовали равносторонний треугольник. При этом для точной установки нитенаправляющий элемент может перемеи;аться в трех плоскостях. Длина сторон воображаемого треугольника должна
предпочтительно быть меньше или равна средней длине штапеля волокнистой ленты 5 и, во всяком случае, не превышать ее.
На фиг. 6 изображен вьюрок 7 в разрезе. Коническая форма вьюрка позволяет обеспечить приблизительное совпадение точки роспуска временной крутки, точки дублирования и точки скручивания. Приспособление для содействия операции вдевания нити в данном примере исполнения заключается в спиральной нарезке 14. Нарезка (правая или левая) зависит от направления вращения вьюрков 7. Угол подъема винтовой линии может находиться в известном соотнощении с числом оборотов вьюрков 7.
На фиг. 7 в качестве примера изображен нитенаправляющий элемент 12. Направляющие бруски 15, поставленные под углом один к другому, образуют закругленную выемку 16 и служат для улавливания нити 13. Поскольмере исполнения не полностью охватывает нить, то необходимо иметь обычное (не представленное на чертеже) ушко нитеводителя. Выемка 16 способствует тому, чтобы волокнистая лента 5 испытывала минимальное возможное сопротивление трения, благодаря чему обеснечивается скользящее распространение крутки.
Для возможности бокового перемещения нитенаправляющие элементы закреплены па держателе 17 с помощью пружинного зажима 18. Держатель 17 может перемещаться в двух плоскостях (направления перемещения обозначены стрелками, см. фиг. 8).
Пружинный зажим 18 допускает боковое перемещение аа держателе 17 и одновременно вместе с направляющим клином 19 обеспечивает пружинящее упругое сопротивление нитенаправляющего элемента 12 при слип-ком сильном натяжении нити.
На фиг. 9 показан вспомогательный инструмент 20 для вдевания нити. Он состоит из завальцованной в рукоятке 21 гибкой иглы с прорезью 22. Эта игла через вьюрок 7 подво ГГ ЗТ
-г
дится к паре выпускных валиков 4 и служит для устранения обрывов нити. Там оборвавшаяся волокнистая лента 5 захватывается и при слабом прижатии к вьюрку игла начинает
вращаться и зажимает волокнистую ленту 5. Затем она протягивается через вьюрок 7 и либо подводится непосредственно к другой волокнистой ленте 5 или шелковине, либо сначала подается в улавливающему устройству нод вьюрком 7 и после захвата второй волокнистой ленты 4 или шелковины 6 связывается с ней с помощью простой присучки.
Предмет изобретения
15
Одаопроцессный способ получения крученой компонентной нити, по которому, по крайней мере, две мычки проводят через вытяжной прибор, соединяют и принимают на паковку известного крутильно-мотального механизма, отличающийся тем, что, с целью повышения качества нити, на участке между вытяжным прибором и точкой соединения каждому компоненту сообп,ают ложную крутку.
rti
иг.1
X .Л
2
V
г ,Л
ф1/г.2
г йР.
-5 5-//
v-t.
ФЙ&--5
27
ц.8
Фи1-9
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОПКОЛЬНЯНОЙ СДВОЕННОЙ КРУЧЕНОЙ ПРЯЖИ НА ПРЯДИЛЬНО-КРУТИЛЬНОЙ МАШИНЕ | 2023 |
|
RU2807097C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЯЖИ В ПОЛЕ ДВУХЗОННОГО КРУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2309203C2 |
| КАРДО-ПРЯДИЛЬНЫЙ АВТОМАТ | 1927 |
|
SU9054A1 |
| Способ получения крученой нити из двух стренг на полом веретене прядильно-крутильной машины | 1990 |
|
SU1796703A1 |
| Способ получения пряжи из волокнистой ленты | 1989 |
|
SU1788103A1 |
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2164567C1 |
| Способ получения комбинированных высокообъемных нитей | 1976 |
|
SU558982A1 |
| Прядильная машина для волокнистых материалов | 1937 |
|
SU58891A1 |