Изобретение относится к способам и устройствам для изготовления пористых изделий из проволоки, а именно упругих демпфирующих элементов (УДЭ) из проволочных спиралей, преимущественно колец.
Известен способ изготовления УДЭ, при котором предварительно растягивают проволочную спираль, наматывают на центральный стержень пресс-формы под определенным углом к его оси либо внавал со взаимным перекрещиванием спирали, а затем полученный таким образом рулон (путанку) устанавливают в пресс-форму и подвергают прессованию (SU 997931 А1, 23.02.1983).
Недостатком такого способа является сложность укладки спирали на стержне, особенно на периферии, где происходит изменение угла навивки и все витки спирали направлены перпендикулярно оси стержня. Это приводит к тому, что витки спирали не сцепляются между собой, происходит "распущение" проволочного материала, и он не фиксируется в уложенном положении. Поэтому процесс укладки спирали производится вручную.
Известно устройство для изготовления пористых изделий из проволочного материала, содержащее пресс-форму в виде съемного центрального цилиндрического стержня для намотки проволочной спирали и концентричного с ним цилиндра (SU 592055 А1, 10.04.2001). Недостатком известного устройства является его невысокая производительность.
Техническим результатом изобретения является упрощение процесса (способа) изготовления пористых изделий из проволочного материала.
Технический результат достигается тем, что в способе изготовления пористых изделий, преимущественно колец, из нетканого проволочного материала, при котором последний предварительно сворачивают в спираль, затем полученную спираль формируют в путанку, размещают на центральном стержне пресс-формы и прессуют по заданной плотности проволочного материалa, согласно изобретению проволочную спираль перед прессованием порциями подают в замкнутую внутреннюю полость пресс-формы и периодически производят осаживание образуемой путанки на выдвигаемый центральный стержень до его полного охвата путанкой, и по мере заполнения пресс-формы заданным количеством материала производят обрубку подаваемой спирали.
Технический результат достигается также тем, что устройство для изготовления пористых изделий из нетканого проволочного материала, содержащее пресс-форму в виде центрального цилиндрического стержня и концентрично расположенного относительно него цилиндра, согласно изобретению дополнительно содержит концентрично расположенный относительно стержня пуансон, цилиндр имеет расположенные в его верхней части боковые пазы, в нижней части цилиндр снабжен крышкой с центральным отверстием, в котором расположен цилиндрический стержень, выполненный остроконечным, а пуансон снабжен концентрично расположенной внутри него цангой, при этом пуансон, цанга, крышка и цилиндрический стержень выполнены с возможностью независимого взаимного осевого перемещения.
Существо изобретения поясняется чертежами. На фиг.1 показано устройство для изготовления пористых изделий из нетканого проволочного материала, а на фиг. 2, 3, 4, 5, 6, 7 - последовательное перемещение исполнительных органов устройства.
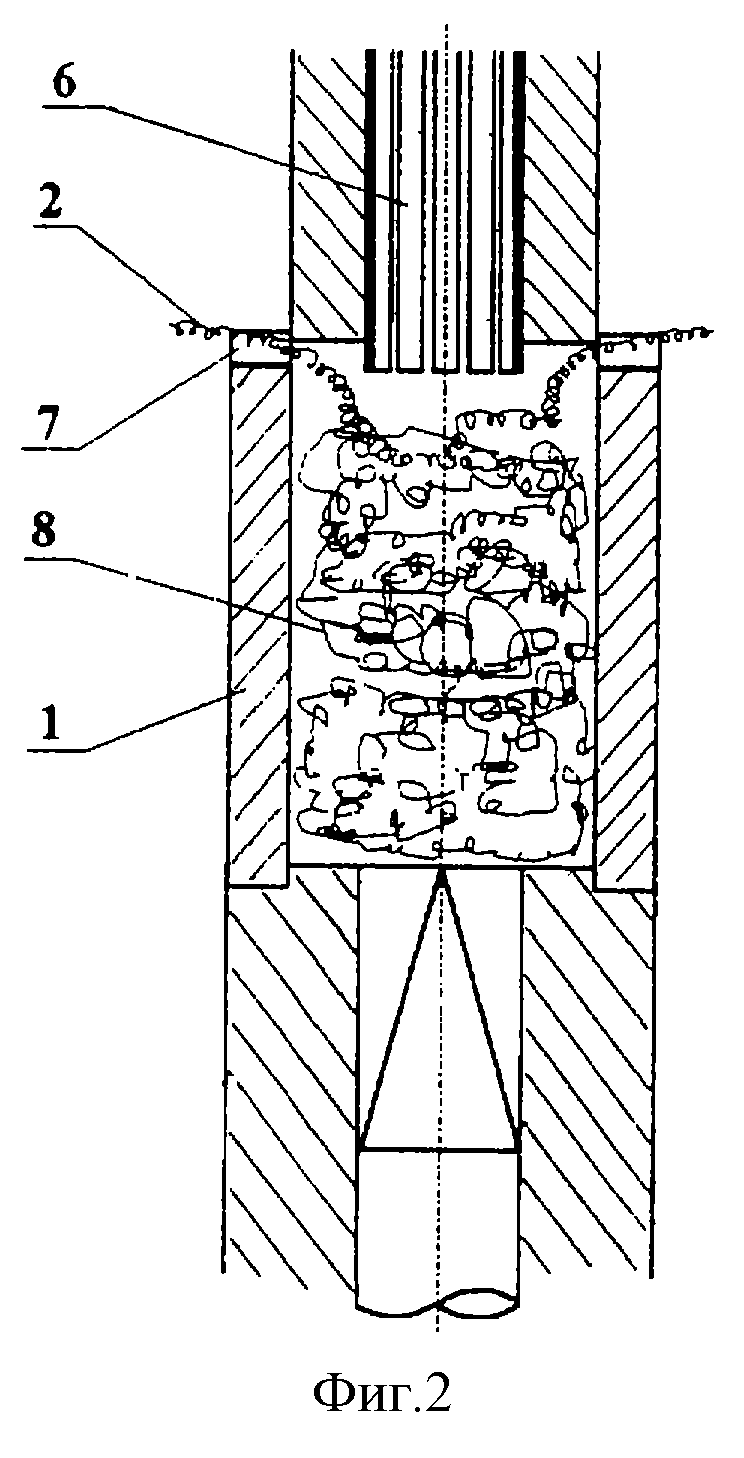
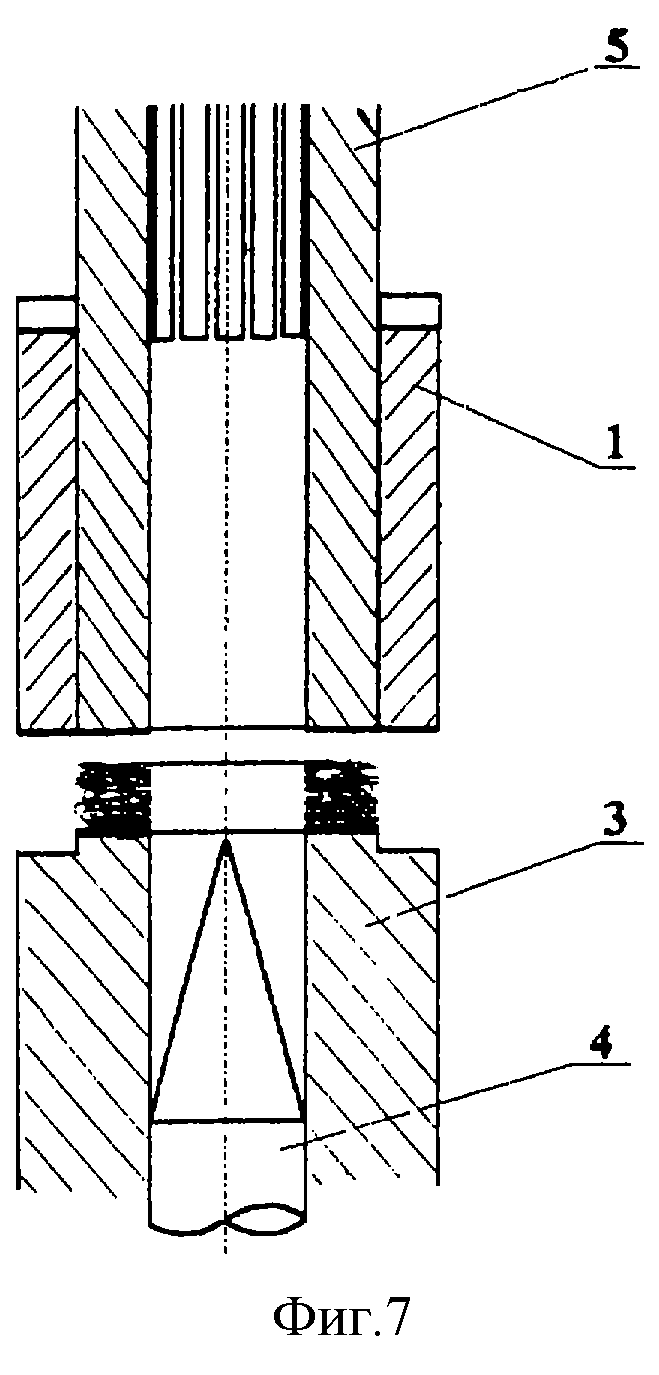
Устройство состоит из цилиндра 1, имеющего боковые пазы 2, расположенные в верхней части цилиндра. Цилиндр снизу закрыт крышкой 3 с центральным отверстием, внутри которого расположен остроконечный цилиндрический стержень 4. Сверху цилиндра расположен пуансон 5, внутри которого концентрично расположена цанга 6, представляющая собой упругую втулку с продольными прорезями. Пуансон, цанга, крышка и стержень имеют возможность независимого взаимного осевого перемещения (их привод условно не показан).
Устройство для осуществления способа работает следующим образом.
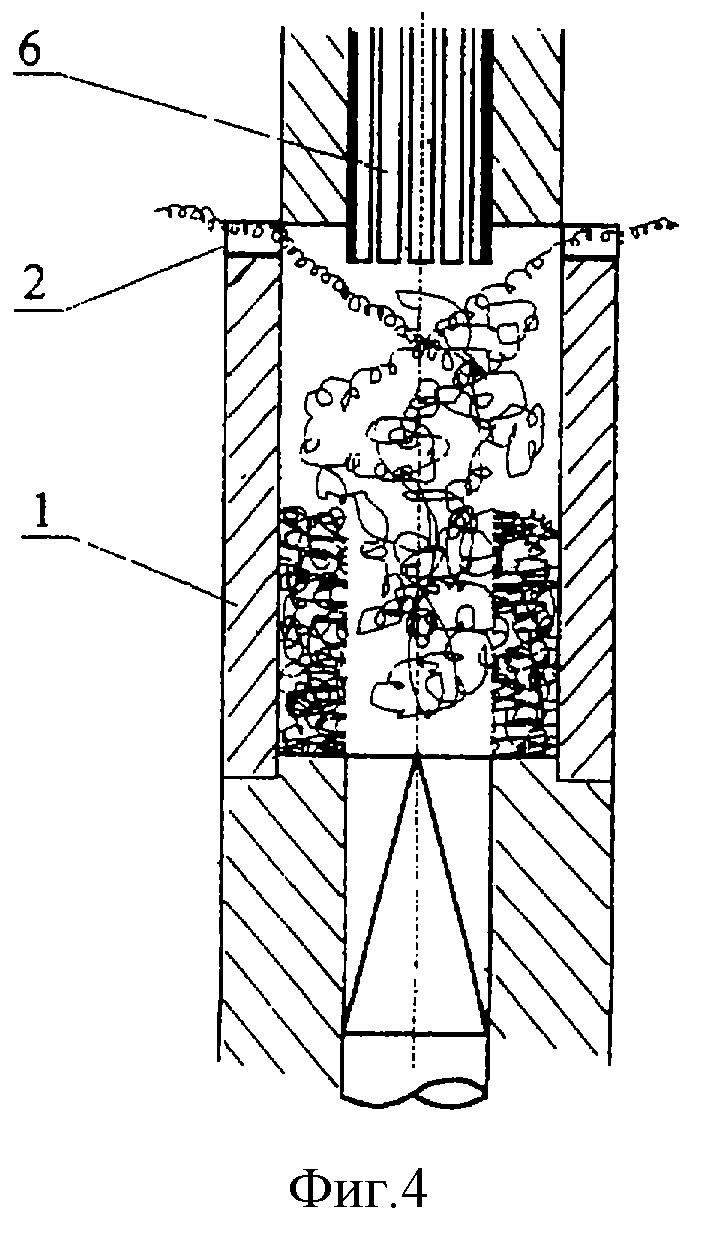
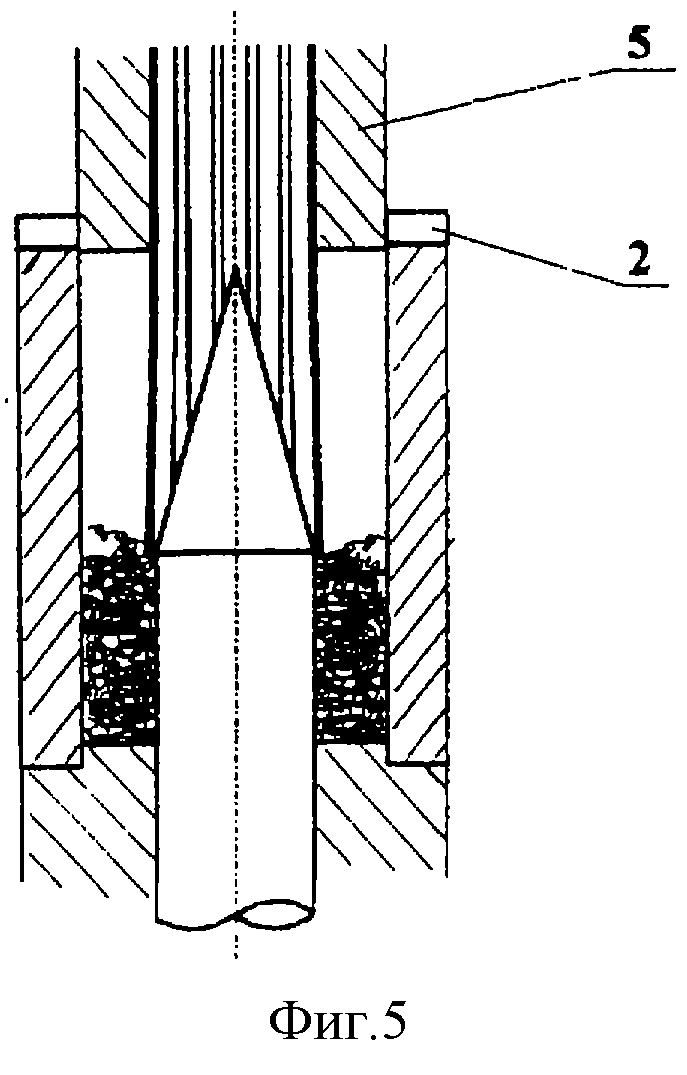
Проволоку одним из известных способов навивают в проволочную спираль 7 с заданным диаметром и шагом навивки. Спираль поочередно порциями через боковые пазы 2 в цилиндре 1 подают в замкнутую внутреннюю полость цилиндра 1. Под действием сил упругости спираль 7 свободно и равномерно распределяется по объему цилиндра, образуя переплетенный проволочный материал - путанку 8. По мере заполнения свободного объема цилиндра 1 путанка 8 целенаправленно перемещается вниз на выдвигаемый навстречу остроконечный стержень 4 с помощью совершающей возвратно-поступательные перемещения цанги 6. Возвратно-поступательное движение цанги необходимо для исключения возможности защемления путанки в образующихся зазорах и для постепенного равномерного перераспределения путанки по объему. Таким образом, стержень 4 протыкает путанку 8 насквозь. После выхода острия стержня 4 из путанки 8 при перемещении цанги 6 за счет ее гибкости происходит схватывание цангой конической поверхности 9 стержня 4 и постепенное сталкивание путанки на цилиндрическую поверхность 10 стержня 4 до его полного охвата путанкой, которая удерживается на стержне 4 силами трения.
В зависимости от толщины изготавливаемой детали вышеуказанный цикл может быть повторен несколько раз.
После подачи внутрь цилиндра 1 определенного количества проволочной спирали 7 на последнем цикле производят опускание пуансона 5, который своими острыми кромками, взаимодействуя с острыми кромками пазов 2 цилиндра 1, производит отрезку проволочных спиралей 7.
Осевым перемещением пуансона 5 производят прессование путанки в УДЭ 11 необходимого объема. Во избежание возможного попадания отдельных проволочек в зазор между пуансоном 5 и стержнем 4 их перемещение после сближения производят совместно.
Изготовленный УДЭ может быть извлечен путем выталкивания пуансоном 5 после возврата стержня 4 в нижнее положение и размыкания цилиндра 1 и крышки 3.
Достоинством данного устройства является упрощение способа изготовления деталей из нетканого проволочного материала, работающих преимущественно на сжатие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕГЕНЕРАТИВНОГО ТЕПЛООБМЕННИКА ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2550986C2 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ изготовления пористых изделий из нетканого проволочного материала | 1980 |
|
SU997931A1 |
| ИНДУКТОР ДЛЯ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКИ | 1998 |
|
RU2130352C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Устройство для пористых изделий с отверстием | 1980 |
|
SU899277A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ СПЕЦИАЛИЗИРОВАННЫЙ ПРЕСС | 1996 |
|
RU2110406C1 |
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |


Способ и устройство могут быть использованы для изготовления пористых изделий из проволоки. В способе изготовления пористых изделий нетканый проволочный материал предварительно сворачивают в спираль, затем полученную спираль формируют в путанку, размещают на центральном стержне пресс-формы и прессуют до заданной плотности проволочного материала. Проволочную спираль перед прессованием порциями подают в замкнутую внутреннюю полость пресс-формы и периодически производят осаживание образуемой путанки на выдвигаемый центральный стержень до его полного охвата путанкой, и по мере заполнения пресс-формы заданным количеством материала производят обрубку подаваемой спирали. Устройство для изготовления пористых изделий из нетканого проволочного материала содержит пресс-форму в виде центрального цилиндрического стержня и концентрично расположенные относительно него цилиндр и пуансон. Цилиндр имеет расположенные в его верхней части боковые пазы. В нижней части цилиндр снабжен крышкой с центральным отверстием, в котором расположен цилиндрический стержень, выполненный остроконечным. Пуансон снабжен концентрично расположенной внутри него цангой. Пуансон, цанга, крышка и цилиндрический стержень выполнены с возможностью независимого осевого перемещения. Способ и устройство отличаются простотой изготовления пористых изделий. 2 с.п. ф-лы, 7 ил.
| Способ изготовления пористых изделий из нетканого проволочного материала | 1980 |
|
SU997931A1 |
| SU 592055 A1, 10.04.2001 | |||
| RU 594643 A1, 10.04.2000 | |||
| СМЕСИТЕЛЬ ТОПЛИВНЫХ КОМПОНЕНТОВ | 2005 |
|
RU2289065C1 |

