Изобретение относится к металлургии и машиностроению и может быть использовано в обработке металлов давлением.
Известно устройство [1] для пластического структурообразования, содержащее соосно расположенные матрицу, пуансон и контрпуансон. В процессе деформирования путем осевого перемещения матрицы при неподвижном пуансоне металл заготовки подвергают одновременно прессованию и осадке в условиях всестороннего сжатия.
Недостатком известного устройства является ограниченность типоразмеров обрабатываемых заготовок и сложность переналадки инструмента при повороте матрицы в каждом цикле на 180o.
Наиболее близким по технической сущности и достигаемому результату является пресс горизонтальный гидравлический специализированный, содержащий главный цилиндр с плунжером и подвижной траверсой, неподвижную поперечину с закрепленными на ней двумя цилиндрами обратного хода с плунжерами, стяжные колонны, сварную раму и неподвижный, размещенный на колоннах, стол [2].
Недостатком прототипа является отсутствие возможности регулирования гидростатического давления и обеспечения больших знакопеременных деформаций в прессуемом металле, в том числе без изменения его формы и размеров, что обеспечило бы получение однородной по объему деформируемого металла структуры.
Задачей, на решение которой направлено изобретение, является повышение механических и эксплуатационных свойств конструкционных материалов, преимущественно металлических, путем воздействия на его структуру.
Поставленная задача достигается тем, что в пресс горизонтальный гидравлический специализированный, содержащий главный цилиндр с плунжером и подвижной траверсой, неподвижную поперечину с закрепленными на ней двумя цилиндрами обратного хода с плунжерами, стяжные колонны, сварную раму и неподвижный, размещенный на колоннах стол, в отличие от прототипа дополнительно введены главный цилиндр с плунжером и подвижной траверсой, неподвижная поперечина с закрепленными на ней двумя цилиндрами обратного хода с плунжерами, подвижный стол, причем главные цилиндры, их плунжеры и неподвижно закрепленные на них траверсы симметричны относительно рабочей зоны, неподвижные поперечины соединены стяжными колоннами, на которых размещен подвижный стол.
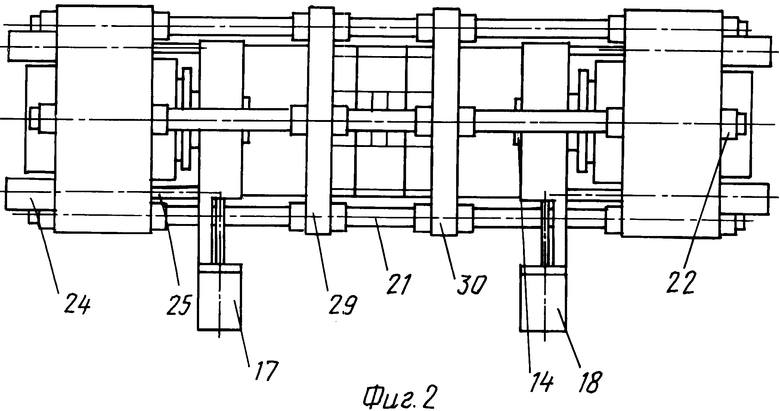
На фиг. 1 показан предлагаемый пресс, общий вид; на фиг. 2 - то же, вид сверху.
Пресс горизонтальный гидравлический специализированный состоит из двух одинаковых симметрично расположенных относительно рабочей зоны главных гидроцилиндров 1 и 2, упирающихся фланцем на неподвижные поперечины 3 и 4. Для подвижных соединений главных плунжеров 5 и 6 с главными цилиндрами 1 и 2 применены набивочные уплотнения манжетного типа 7 и 8 и нажимные фланцы 9 и 10. На главных плунжерах 5 и 6 жестко закреплены подвижные траверсы 11 и 12, на которых посредством быстросъемных втулок 13 и 14 устанавливаются рабочие пуансоны 15 и 16. Для облегчения установки обрабатываемых заготовок и смены рабочего инструмента на подвижных траверсах 11 и 12, установлены гидравлические цилиндры 17 и 18, обеспечивающие перемещение планок 19 и 20. Неподвижные поперечины 3, 4, соединенные тремя стяжными колоннами 21 и закрепленные специальными разъемными гайками 22, образуют станину пресса, которая установлена и закреплена на сварной раме 23.
Холостой ход плунжеров главных цилиндров 5 и 6 обеспечивается четырьмя цилиндрами обратного хода 24 с плунжерами 25. Матричный блок состоит из матрицы 26 и двух одинаковых симметрично расположенных относительно матрицы контейнеров 27,28. Он устанавливается на неподвижном столе 29, поджимается и крепится подвижным столом 30. Столы снабжены системой водяного охлаждения. Подвижный стол 30 может перемещаться по колоннам с помощью плунжера 6 главного цилиндра 2 или с помощью специальных разъемных гаек, которыми он фиксируется в нужном положении.
Изотермические условия прессования обеспечиваются раздвижной электропечью 31.
Пресс работает следующим образом.
В исходном положении неподвижная траверса 11 находится в крайнем левом, а траверса 12 в крайнем правом положении. При смещенной гидравлическим цилиндром 17 планке 19 с пуансоном 15 заготовка помещается в контейнер 27, после чего планка 19 с пуансоном 15 перемещается гидроцилиндром 17 в рабочее положение. Пуансон 16 входит в полость контейнера 28. Рабочий цикл начинается движением траверсы 11 вправо и выдавливанием материала заготовки пуансоном 15 через матрицу 26 и контейнер 28, где пуансон 16 осуществляет одновременную осадку выдавливаемого прутка. В этом момент реализуется схема деформации "прессование - осадка" [1] , которая получила условное название "песочные часы". В случае необходимости рабочий цикл повторяется в противоположную сторону. Число циклов обработки, а следовательно, и суммарная степень деформации зависят от структурного состояния заготовки, которое необходимо получить.
Извлечение обработанной заготовки из контейнера, в случае необходимости сохранения ее первоначальных размеров, осуществляется после последнего рабочего цикла следующим образом. Пуансон 16 перемещается в крайнее правое положение и вместе с планкой 20 смещается относительно рабочей зоны гидроцилиндром 18. Вместо пуансона 15 устанавливается специальный пуансон, имеющий диаметр, меньший чем диаметр матрицы 26, а длину, достаточную для удаления металла заготовки из матрицы 26. Заготовка может быть извлечена также путем помещения в контейнер 27 между прессостатком и пуансоном 15 специальной шайбы из сыпучего спрессованного материала, которая при рабочем ходе пуансона 15 выталкивает прессостаток из канала матрицы 26 в контейнер 28.
В случае необходимости получения длинномерной заготовки она может быть подвергнута на завершающем этапе классическому прямому прессованию из контейнера 27 пуансоном 15.
Пример конкретной реализации. В качестве исходных данных для проектирования пресса был взят процесс прессования образца из стали Р6М5 диаметром 30 мм и длиной 120 мм в изотермических условиях при температуре 950oC.
Для средней степени деформации εi за один цикл обработки (выдавливание - осадка)
где Fk - площадь поперечного сечения матрицы диаметром dk = 34 мм;
Fm - площадь поперечного сечения матрицы диаметром dm = 14 мм.
Расчетная деформирующая сила пресса составила 1,6 мН. Горизонтальная компоновка пресса выбрана для возможности его применения на металлургических предприятиях, которые характеризуются большими длинновыми размерами получаемых прессизделий.
Использование данного пресса позволит реализовать новую технологическуб схему прессования металлов [1], которая в условиях металлургических и машиностроительных предприятий может обеспечить качественную проработку структуры слитка без изменения его размеров, получение сортового металла из имеющихся сплавов с равномерными по сечению и длине изотропными свойствами и повышенными на 30 - 40% (по данным лабораторных исследований) характеристиками прочности при хорошей пластичности, а также получение сортового металла и крупногабаритных заготовок с однородной ультрамелкозернистой структурой для последующей штамповки на машиностроительных предприятиях заготовок деталей в условиях сверхпластичности.
Пресс может быть использован для горячего прессования порошковых материалов, что может обеспечить получение сортового металла и крупногабаритных заготовок с равномерной по объему плотностью и минимальной остаточной пористостью, а также получение новых композиционных материалов.
Источники информации
1. Авторское свидетельство СССР N 1741960, кл. B 21 J 5/00, 1992.
2. Жолобов В. В., Зверев Г.И. Оборудование гидропрессовых цехов. - М.: Металлургия, 1974, с. 26 - 31.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ | 2005 |
|
RU2285570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| Гидравлический пресс | 1983 |
|
SU1101364A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
Пресс горизонтальный гидравлический специализированный относится к металлургии и машиностроению и может быть использован в обработке металлов давлением. Пресс содержит два главных цилиндра с плунжерами и подвижными траверсами, две неподвижные поперечины, на каждой из которых закреплены по два цилиндра обратного хода с плунжерами. Главные цилиндры, их плунжеры и неподвижно закрепленные на них траверсы симметричны относительно рабочей зоны. Неподвижные поперечины соединены стяжными колоннами, на которых размещены неподвижный и подвижный стол. 2 ил. .
Горизонтальный гидравлический специализированный пресс, содержащий главный цилиндр с плунжером и подвижной траверсой, неподвижную поперечину с закрепленными на ней двумя цилиндрами обратного хода с плунжерами, стяжные колонны, сварную раму и неподвижный размещенный на колоннах стол, отличающийся тем, что он дополнительно снабжен главным цилиндром с плунжером и подвижной траверсой, неподвижной поперечиной с закрепленными на ней двумя цилиндрами обратного хода с плунжерами, подвижным столом, причем главные цилиндры, их плунжеры и неподвижно закрепленные на них траверсы симметричны относительно рабочей зоны, неподвижные поперечины соединены стяжными колоннами, на которых размещен подвижный стол.
| Жолобов В.В., Зверев Г.И | |||
| Оборудование гидропрессовых цехов | |||
| - М.: Металлургия, 1974, с.15 - 29. |
