(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ НЕТКАНОГО ПРОВОЛОЧНОГО МАТЕРИАЛА
1
Изобретение относится к обработке метеллов давлением и может быть использовано при изготовлении фитилей тепловых труб, фильтрующих элементов и т. п.
Известен способ изготовления пористых фильтрующих элементов из металлических порошков путем гидростатического прессования, заключающийся во всестороннем обжатии жидкостью металлического порошка, помещенного в эластичную оболочку, и последующего спекания при температуре, равной 0,7-0,8 температуры плавления металла частиц. Способ позволяет получить пористые элементы в виде втулок и труб длиной до 1 м 1.
Недостатком способа является то, что изделия, полученные гидростатическим прессованием, имеют неровную поверхность и должны подвергаться механической обработке перед спеканием для получения заданных размеров.
Известен также способ получения пористых труб большой длины мундштучным прессованием металлических порошков, при котором смесь порошка с пластификатором продавливается через мундштук. После прессования заготовка подвергается спеканию 2.
Недостатком данного способа являетсянеобходимость введения в порошковую шихту пластификатора, что усложняет процесс
5 спекания и может ухудшить качество пористого изделия.
Общим недостатком обоих способов является принципиальная невозможность получения гибких пористых труб.
,Q Наиболее близким по технической сущности к предлагаемому является способ изготовления пористых элементов из нетканого проволочного материала, который включает образование заготовки путем укладки с взаимным перекрещиванием спи15 рально навитой про;волоки и последующее холодное обжатие заготовки 3.
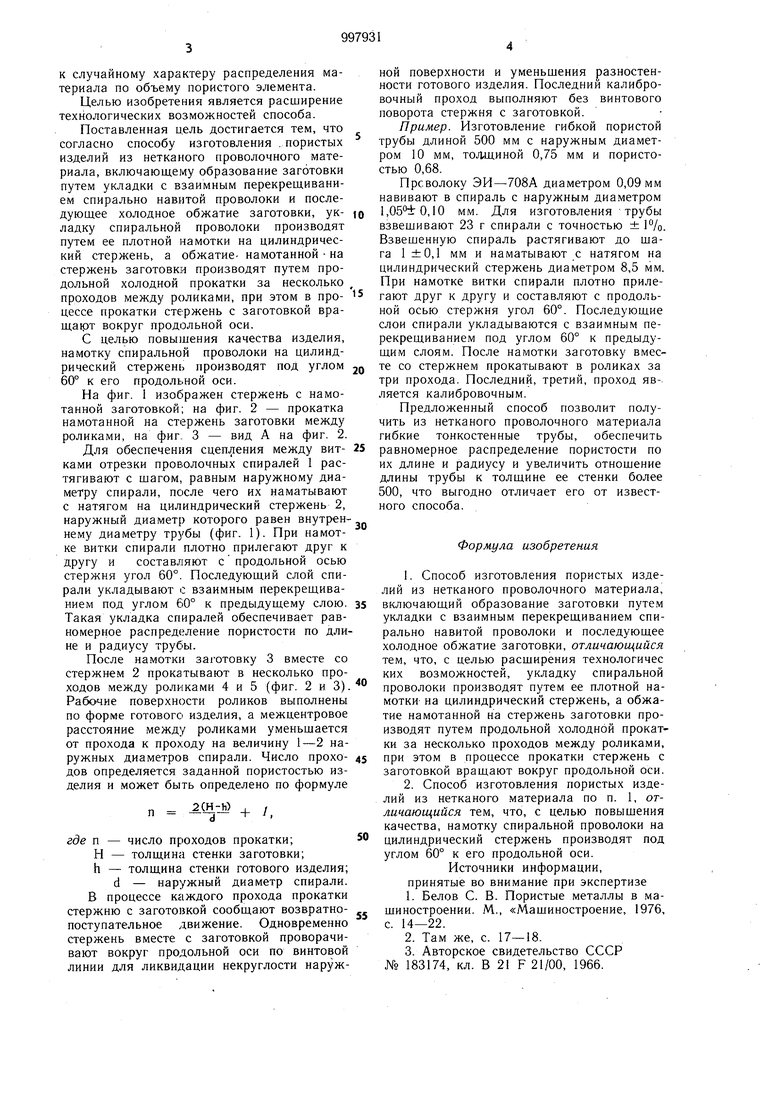
Недостатком этого способа является невозможность получения гибких тонкостенных труб с регулярной пористой структу20 рой и большим отношенпием длины трубы к толщине ее стенки (порядка 5004-1000) из-за наличия больших хил трения материала о стенки пресс-формы и хаотичной укладки отрезков проволоки, приводящей к случайному характеру распределения материала по объему пористого элемента. Целью изобретения является расширение технологических возможностей способа. Поставленная цель достигается тем, что согласно способу изготовления .пористых изделий из нетканого проволочного материала, включающему образование заготовки путем укладки с взаимным перекрещиванием спирально навитой проволоки и последующее холодное обжатие заготовки, укладку спиральной проволоки производят путем ее плотной намотки на цилиндрический стержень, а обжатие- намотанной на стержень заготовки производят путем продольной холодной прокатки за несколько проходов между роликами, при этом в процессе прокатки стержень с заготовкой враща1рт вокруг продольной оси. С целью повышения качества изделия, намотку спиральной проволоки на цилиндрический стержень производят под углом 60° к его продольной оси. На фиг. 1 изображен стержень с намотанной заготовкой; на фиг. 2 - прокатка намотанной на стержень заготовки между роликами, на фиг. 3 - вид А на фиг. 2. Для обеспечения сцепления между витками отрезки проЕюлочных спиралей 1 растягивают с щагом, равным наружному диаметру спирали, после чего их наматывают с натягом на цилиндрический стержень 2, наружный диаметр которого равен внутреннему диаметру трубы (фиг. 1). При намотке витки спирали плотно прилегают друг к другу и составляют с продольной осью стержня угол 60°. Последующий слой спирали укладывают с взаимным перекрещиванием под углом 60° к предыдущему слою. Такая укладка спиралей обеспечивает равномерное распределение пористости по длине и радиусу трубы. После намотки заготовку 3 вместе со стержнем 2 прокатывают в несколько проходов между роликами 4 и 5 (фиг. 2 и 3). Рабочие поверхности роликов выполнены по форме готового изделия, а межцентровое расстояние между роликами уменьшается от прохода к проходу на величину 1-2 наружных диаметров спирали. Число проходов определяется заданной пористостью изделия и может быть определено по формуле п 2.СН-А) + /, где п - число проходов прокатки; Н - толщина стенки заготовки; h - толщина стенки готового изделия; d - наружный диаметр спирали. В процессе каждого прохода прокатки стержню с заготовкой сообщают возвратнопоступательное движение. Одновременно стержень вместе с заготовкой проворачивают вокруг продольной оси по винтовой линии для ликвидации некруглости наружной поверхности и уменьщения разностенности готового изделия. Последний калибровочный проход выполняют без винтового поворота стержня с заготовкой. Пример. Изготовление гибкой пористой трубы длиной 500 мм с наружным диаметром 10 мм, толщиной 0,75 мм и пористостью 0,68. Прсволоку ЭЙ-708А диаметром 0,09мм навивают в спираль с наружным диаметром l,05°i:0,10 мм. Для изготовления трубы взвешивают 23 г спирали с точностью ± 1%. Взвешенную спираль растягивают до шага 1 ±0,1 мм и наматывают с натягом на цилиндрический стержень диаметром 8,5 мм. При намотке витки спирали плотно прилегают друг к другу и составляют с продольной осью стержня угол 60°. Последующие слои спирали укладываются с взаимным перекрещиванием под углом 60° к предыдущим слоям. После намотки заготовку вместе со стержнем прокатывают в роликах за три прохода. Последний, третий, проход является калибровочным. Предложенный способ позволит получить из нетканого проволочного материала гибкие тонкостенные трубы, обеспечить равномерное распределение пористости по их длине и радиусу и увеличить отношение длины трубы к толщине ее стенки более 500, что выгодно отличает его от известного способа. Формула изобретения 1.Способ изготовления пористых изделий из нетканого проволочного материала, включающий образование заготовки путе.м укладки с взаимным перекрещиванием спирально навитой проволоки и последующее холодное обжатие заготовки, отличающийся тем, что, с целью расширения технологичес ких возможностей, укладку спиральной проволоки производят путем ее плотной намотки на цилиндрический стержень, а обжатие намотанной на стержень заготовки производят путем продольной холодной прокатки за несколько проходов между роликами, при этом в процессе прокатки стержень с заготовкой вращают вокруг продольной оси. 2.Способ изготовления пористых изделий из нетканого материала по п. 1, отличающийся тем, что, с целью повышения качества, намотку спиральной проволоки на цилиндрический стержень производят под углом 60° к его продольной оси. Источники информации, принятые во внимание при экспертизе 1.Белов С. В. Пористые металлы в машиностроении. М., «Машиностроение, 1976, с. 14-22. 2.Там же, с. 17-18. 3.Авторское свидетельство СССР № 183174, кл. В 21 F 21/00, 1966.
Фаг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ | 2016 |
|
RU2631064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ НЕТКАНОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2208496C1 |
| Способ изготовления деталей,преимущественно типа втулок,из нетканого материала "МР | 1980 |
|
SU1053937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2199413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ изготовления нетканого материала из проволоки | 1989 |
|
SU1622065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" И ИЗДЕЛИЙ ИЗ НЕГО | 2005 |
|
RU2290275C2 |


Ф14г.З
