Предлагаемое изобретение относится к оптическому приборостроению, в частности к технологии изготовления оптических деталей, и может быть использовано на предприятиях оптико-механической промышленности, в том числе в модуляторах оптического излучения.
Известен способ изготовления призм [1], в котором на предварительно обработанные призмы, выполненные в виде усеченных пирамид, наносят отражающее вакуумное покрытие на основе алюминия одновременно на отражающие грани и на одну из соединяемых поверхностей. Призмы попарно приводят в соприкосновение, юстируют, нагревают до 300-400oС, к месту контакта и на одну из соединяемых частей прикладывают электрическое напряжение 300-800 В в течение 1-3 мин, снимают напряжение и охлаждают сборку до отрицательных температур со скоростью 1-5o/мин, поместив в термокамеру на 1-2 ч.
К недостаткам данного способа следует отнести:
1. необходимость использования вакуумных установок для нанесения алюминия, что удорожает процесс и удлиняет цикл изготовления деталей;
2. необходимость охлаждения деталей до отрицательных температур, что также удорожает и удлиняет процесс производства;
3. неконтролируемая разъюстировка призм при нагреве до 300-400oС и приложении электрического напряжения.
Наиболее близким техническим решением к заявляемому технологическому решению является способ соединения призм [2], заключающийся в очистке склеиваемых поверхностей, нанесении клея на нижнюю деталь и наложении верхней детали, прикладывании дополнительного сжимающего усилия "F" до появления интерференционной картины взаимной ориентации соединяемых деталей, которую контролируют по числу и расположению интерференционных полос, и сушке клея.
Недостатками прототипа являются:
1. значительная толщина клея - 2-3 мкм, что делает невозможным создание оптических затворов с рабочим зазором между призмами на уровне 1000-3000 А;
2. отсутствие оптического контакта между призмами и наличие между ними клеевой прослойки служит причиной попадания в рабочий зазор продуктов полимеризации клея, что снижает пропускание оптического затвора и его срок службы из-за увеличения вероятности "схлопывания" поверхностей призм, образующих зазор, во время работы модулятора.
Основной задачей, на решение которой направлено изобретение, является упрощение технологии изготовления оптического блока из двух призм, образующих модулятор оптического излучения, а также увеличение его срока службы и обеспечение возможности реставрации некондиционных оптических призменных блоков с сохранением первоначальной точности взаимного ориентирования призм блока.
Для решения поставленной задачи предлагается способ изготовления блока призм, который, как и прототип, включает шлифование, полирование, очистку поверхностей элементов и соединение их между собой.
Предлагаемый способ отличается от прототипа тем, что после полирования и очистки поверхностей большие основания не менее чем 15 с подвергаются воздействию излучения вакуумного ультрафиолетового (ВУФ) диапазона с длиной волны, лежащей в пределах 100-200 нм, затем большие основания очищают органическим растворителем, а на одно из них наносят раствор органического или неорганического модификатора поверхности с концентрацией ≤10 вес.%, данную призму выдерживают на воздухе в течение 2-10 мин при комнатной температуре, после чего призмы вновь очищают, накладывают друг на друга и предварительно юстируют в заданные габариты путем приложения тангенциального удельного усилия ≤0,1-0,5 кг/см2 и до получения заданного цветового оттенка зазора между призмами, наблюдаемого в отраженном от него свете при углах, близких к углу полного внутреннего отражения, далее собранный блок подвергают воздействию вертикального сжимающего усилия до появления по наружному периметру рабочего зазора между призмами зоны черного цвета, свидетельствующей о возникновении оптического контакта между контактирующими поверхностями призм блока.
Сущность предлагаемого способа изготовления блока призм, работающего на эффекте нарушения полного внутреннего отражения (НПВО), состоит в том, что после полирования и очистки рабочих поверхностей призм их большие основания подвергают облучению излучением ВУФ-диапазона, которое осуществляет дегидратацию облучаемых поверхностей без их нагрева, обеспечивая тем самым условия для последующего заполнения пор поверхности за счет капиллярного эффекта наносимым на одну из призм модификатором. После сушки часть модификатора остается в порах за счет сил электростатического взаимодействия, снижает уровень шероховатости Rz поверхности, увеличивая площадь взаимного контакта с поверхностью другой призмы, и обеспечивает тем самым большую прочность их соединения и повышает срок службы модулятора; кроме того, модификатор поверхности до своей полимеризации позволяет проводить предварительную юстировку призм относительно друг друга, исключая неконтролируемое во времени явление "схватывания" двух полированных оптических поверхностей, обеспечивая тем самым возможность реставрации некондиционных оптических блоков призм с сохранением первоначально заданной точности их взаимного ориентирования.
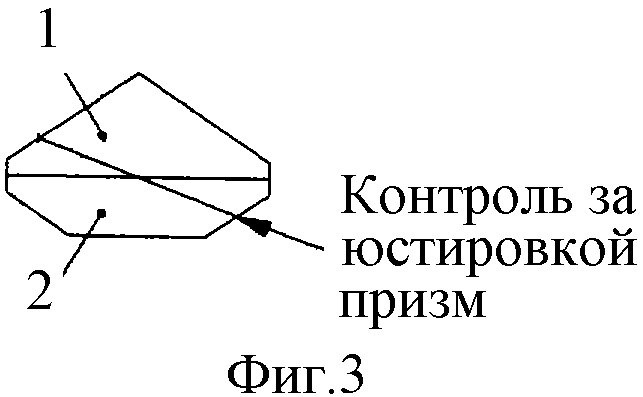
Сущность способа изготовления блока призм модулятора, работающего на эффекте НПВО, поясняется чертежом, на котором изображены: на фиг.1 - призмы блока с модификатором; на фиг.2 и 3 - блок призм с предварительной юстировкой; на фиг.4 - окончательная сборка оптического затвора; на фиг.5 - вид периметра рабочего зазора при возникновении оптического контакта между призмами.
Блок призм включает в себя призму 1, в частности, пирамидальной формы и призму 2 ДОВЕ с полированными поверхностями 3 и 4.
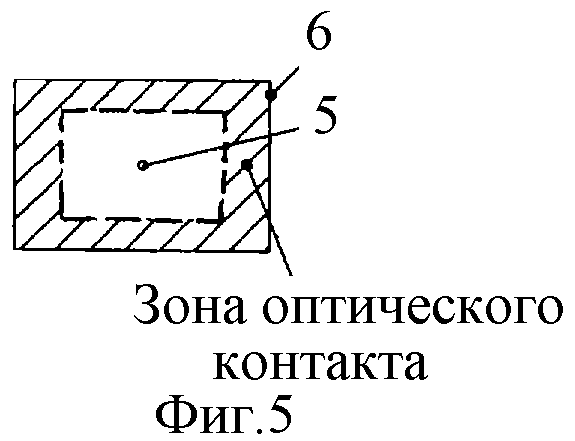
На поверхности 3 призмы 1 выполнена выемка 5 заданной глубины и профиля, образующая с поверхностью 4 призмы 2 при их соединении рабочий зазор блока призм (оптического затвора), имеющая по своему наружному периметру зону черного цвета 6 в момент образования оптического контакта призм 1 и 2.
Предлагаемый способ осуществляется следующим образом.
Соединяемые призмы 1 и 2 на фиг.1 подвергаются стандартной процедуре очистки. После этого поверхности больших оснований 3 призм 1 и 2 облучаются излучением вакуумным ультрафиолетовым (ВУФ) диапазона с длиной волны 100-200 нм не менее 15 с. После этого облученные поверхности чистят органическим растворителем, например ацетоном, и на поверхность 3 одной из призм, например 1, наносят ≤10 вес.% раствор органического или неорганического модификатора поверхности, концентрацию "К" которого определяют по эмпирическому выражению
К = Rz [А]/20 для 
где Rz - шероховатость поверхности в  и содержит связующее 0,5-5 вес.% и растворитель 95,5-95 вес.%, за счет капиллярного эффекта заполняющие собой все ее шероховатости. Используемый модификатор поверхности не содержит воду и гидроксильных групп в свободном или связанном состояний, обеспечивая тем самым преимущество заполнения пористой поверхности связующим веществом, входящим в его состав.
и содержит связующее 0,5-5 вес.% и растворитель 95,5-95 вес.%, за счет капиллярного эффекта заполняющие собой все ее шероховатости. Используемый модификатор поверхности не содержит воду и гидроксильных групп в свободном или связанном состояний, обеспечивая тем самым преимущество заполнения пористой поверхности связующим веществом, входящим в его состав.
Затем призма 1 в течение 2-10 мин сушится на воздухе при комнатной температуре 22±5oС. После сушки обе призмы вновь чистят органическим растворителем и соединяют между собой большими основаниями.
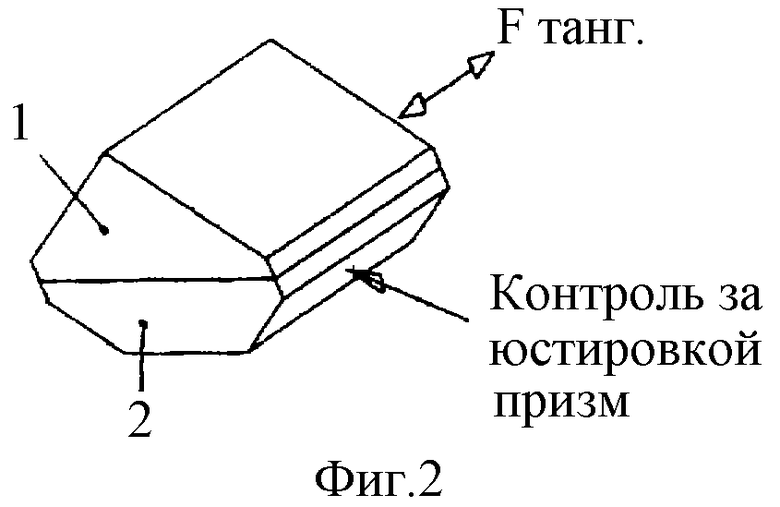
Приложением тангенциальных усилий Fтанг к одной или обеим призмам в соответствии с фиг.2 добиваются получения заданного цветового оттенка рабочего зазора между призмами, наблюдаемого в отраженном от него свете при углах, близких к углу полного внутреннего отражения (фиг.2), а также до получения требуемых габаритов блока с заданной точностью
Fтанг<0,1 - 0,5 кг/см2.
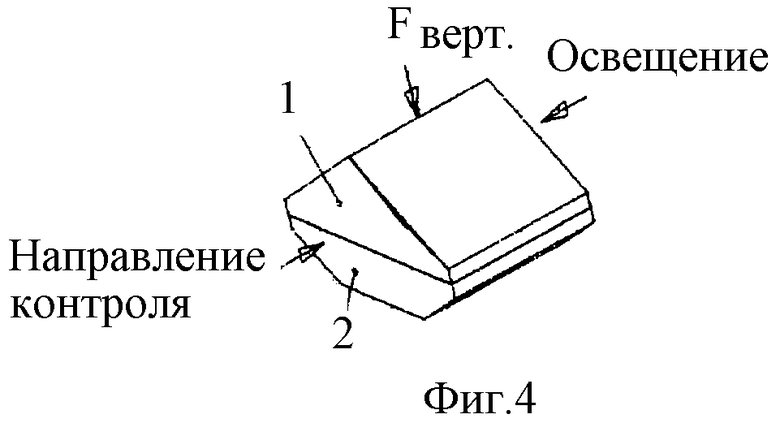
Юстированный таким образом блок призм подвергается воздействию вертикального сжимающего усилия Fверт (фиг.3) до появления зоны черного цвета - зоны оптического контакта, возникающей по наружному периметру рабочего зазора между призмами.
Таким образом, предлагаемый способ изготовления блока призм позволяет удешевить технологический процесс сборки блока призм, делает его контролируемым на всех стадиях, позволяет проводить реставрацию забракованных блоков, что дает возможность широко использовать его в оптическом приборостроении, в том числе в лазерных системах модуляции света.
Источники информации
1. Авторское свидетельство СССР 1515128, кл. G 02 В 5/04, 1989.
2. Авторское свидетельство СССР 1631491, кл. G 02 В 5/122, 5/04, 1991 - прототип.
Способ включает шлифование, полирование, чистку поверхностей и сборку призм. После чистки поверхностей большие основания призм не менее 15 с подвергают воздействию излучения вакуумного ультрафиолетового (ВУФ) диапазона с длиной волны 100-200 нм, а затем большее основание одной из призм пропитывают раствором органического или неорганического модификатора поверхности. Призму с нанесенным раствором сушат в течение 2-10 мин при 22±5oС. После сушки призмы вновь чистят органическим растворителем, ставят на контакт друг с другом большими основаниями и юстируют друг относительно друга приложением тангенциальных усилий 0,1-0,5 кг/см2 до достижения заданного цветового оттенка рабочего зазора между призмами, а также заданных габаритов блока призм. Концентрацию К модификатора поверхности определяют по эмпирическому выражению, указанному в формуле изобретения. Обеспечивается упрощение технологии изготовления блока призм, увеличение срока его службы и возможности реставрации некондиционных блоков. 5 з.п. ф-лы, 5 ил.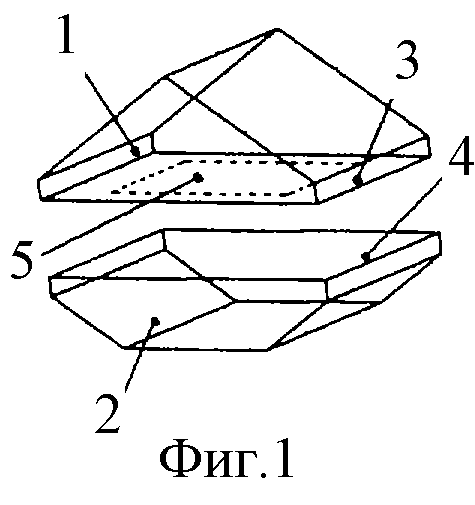

где Rz - шероховатость поверхности.
| US 4088964 А, 09.05.1978 | |||
| US 4249814 А, 10.02.1981 | |||
| Способ изготовления прямоугольной призмы | 1990 |
|
SU1720039A1 |
| Способ склеивания сборных отражательных призм | 1989 |
|
SU1631491A1 |
| US 5703890 А, 30.12.1997 | |||
| US 5227911 А, 13.07.1993. | |||

