Изобретение относится к области производства изделий из строительных смесей, преимущественно мелкоштучных.
Известна установка для прессования изделий из строительных смесей, содержащая подвижную раму с дебалансным возбудителем колебаний, смонтированную при помощи упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной с прикрепленным к ней силовым цилиндром, кинематически связанным с охватывающей обоймами направляющие колонны верхней подвижной траверсой, на которой установлен при помощи упругих элементов пуансон, соосный с размещенной под ним замкнутой по периметру бездонной матрицей, контактирующей через поддон с поверхностью подвижной рамы и опертой через упругие виброизолирующие элементы на нижнюю подвижную траверсу, охватывающую обоймами направляющие колонны и кинематически соединенную со штоками привода ее вертикальных перемещений, закрепленного на нижней части станины, приводной ящичный питатель, расходный бункер с затвором и механизм подачи поддонов [1].
Недостатками указанного устройства являются низкая производительность и качество формуемых изделимй, трудоемкость обслуживания оборудования.
Наиболее близкой к предлагаемой является установка для формования бетонных изделий, содержащая подвижную раму с парой симметрично расположенных дебалансных возбудителей колебаний, смонтированную посредством упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной с силовым цилиндром, кинематически связанным с охватывающей обоймами направляющие колонны верхней подвижной траверсой, на которой установлен посредством амортизаторов пуансон, соосно размещенной под ним бездонной матрицей, контактирующей через поддон с поверхностью подвижной рамы и опертой через упругие виброизолирующие элементы на нижнюю подвижную траверсу, охватывающую обоймами направляющие колонны и кинематически соединенную со штоками привода ее вертикальных перемещений, закрепленного на нижней части станины, приводной ящичный питатель, расходный бункер с затвором, механизм подачи поддонов с толкателями и накопитель поддонов [2].
Недостатками известной установки является невысокая производительность, ограниченная номенклатура выпускаемых изделий, большой вес установки.
Техническая задача заключается в повышении производительности за счет оптимизации параметров уплотнения по всей формующей площади, расширении выпуска номенклатуры изделий за счет повышения устойчивости формующего устройства и увеличения площади зоны формования при снижении материалоемкости оборудования.
Поставленная задача решается таким образом, что в установке для формования бетонных изделий, содержащей подвижную раму с парой симметрично расположенных дебалансных возбудителей колебаний, смонтированную посредством упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной с силовыми цилиндрами, кинематически связанными с охватывающей обоймами направляющие колонны верхней подвижной траверсой, на которой установлен посредством амортизаторов пуансон, соосно размещенной под ним бездонной матрицей, контактирующей через поддон с поверхностью подвижной рамы и опертой через упругие виброизолирующие элементы на нижнюю подвижную траверсу, охватывающую обоймами направляющие колонны и кинематически соединенную со штоками привода ее вертикальных перемещений, закрепленного на нижней части станины, приводной ящичный питатель, расходный бункер с затвором, механизм подачи поддонов с толкателями и накопитель поддонов, согласно изобретению направляющие колонны смонтированы на станине попарно в двух подколонниках так, что шаг направляющих колонн соответствует 0,4-0,8 их межосевого расстояния, нижняя и верхняя траверсы смонтированы с обоймами, охватывающими направляющие колонны по всей формующей зоне, на пуансоне установлена пара симметрично расположенных дебалансных возбудителей колебаний, оси которых расположены перпендикулярно осям возбудителей колебаний на подвижной раме, с возможностью получения при формовании вертикальных резонансных колебаний, матрица смонтирована с возможностью контакта с подвижной рамой в период формования с передачей фиксированного давления и имеет ловители для фиксирования поддона, причем расходный бункер с ящичным питателем смонтирован на дополнительных направляющих с возможностью перемещения их из зоны формования. При этом ящичный питатель снабжен аутригером для регулирования его положения по высоте относительно несущей рамы, на колоннах установлены фиксаторы рабочего положения матрицы по высоте, при этом матрица выполнена с козырьком в направлении перемещения ящичного питателя шириной не менее 0,75 ширины матрицы. Кроме того, накопитель поддонов имеет подвижную стенку, смонтированную с возможностью регулирования зазора подачи поддонов.
Предлагаемая установка отличается от известной тем, что имеет четыре направляющие колонны, смонтированные на станине попарно в двух подколенниках так, что шаг продольных колонн соответствует 0,4-0,8 межосевого расстояния поперечных колонн, нижняя и верхняя траверсы смонтированы с обоймами, охватывающими направляющие колонны по всей формующей зоне, на пуансоне установлена пара симметрично расположенных дебалансных возбудителей колебаний, оси которых расположены перпендикулярно осям возбудителей колебаний на подвижной раме, с возможностью получения при формовании вертикальных резонансных колебаний, матрица смонтирована с возможностью контакта через поддон с подвижной рамой в период формования с передачей на последнюю фиксированного давления и имеет ловители для фиксирования поддона, причем расходный бункер с ящичным питателем смонтирован на дополнительных направляющих с возможностью перемещения их из зоны формования.
Такое выполнение установки, а именно расположение четырех направляющих колонн в соответствии с предлагаемыми параметрами и выполнение виброформующего узла, обеспечивает за счет повышения продольной устойчивости формующего устройства возможность увеличения площади формования и равномерность уплотнения по всей формующей зоне, что приводит к повышению производительности и качества формуемых изделий, а также обеспечивает снижение металлоемкости оборудования на 20-25%.
При этом ловители матрицы обеспечивают возможность автоматизации за счет точности фиксации поддона, а установка расходного бункера с питателем на дополнительных направляющих - возможность ремонтного обслуживания и переналадки оснастки.
Отличие предлагаемой установки в том, что ящичный питатель снабжен аутригером для регулирования его положения по высоте относительно верхней кромки матрицы, обеспечивает возможность применения матриц разной высоты и позволяет формовать разные по высоте изделия, а фиксаторы рабочего положения матрицы на колоннах обеспечивают возможность регулирования давления прижатия матрицы к поддону в период формования, при этом выполнение матрицы с козырьком в направлении перемещения ящичного питателя шириной не менее 0,75 ширины матрицы дает возможность более равномерного распределения бетонной смеси по формующей поверхности. Кроме того, наличие подвижой стенки у накопителя поддонов обеспечивает возможность подбирать толщину поддонов в соответствии с массой формуемых изделий, что позволит уменьшить металлоемкость парка поддонов.
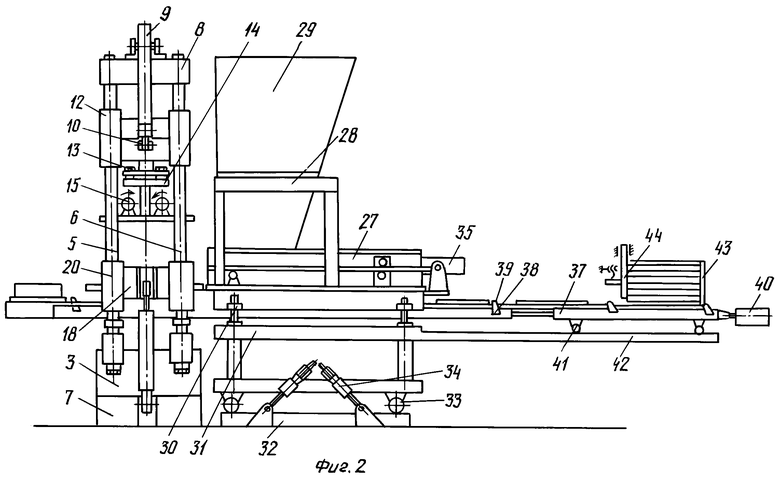
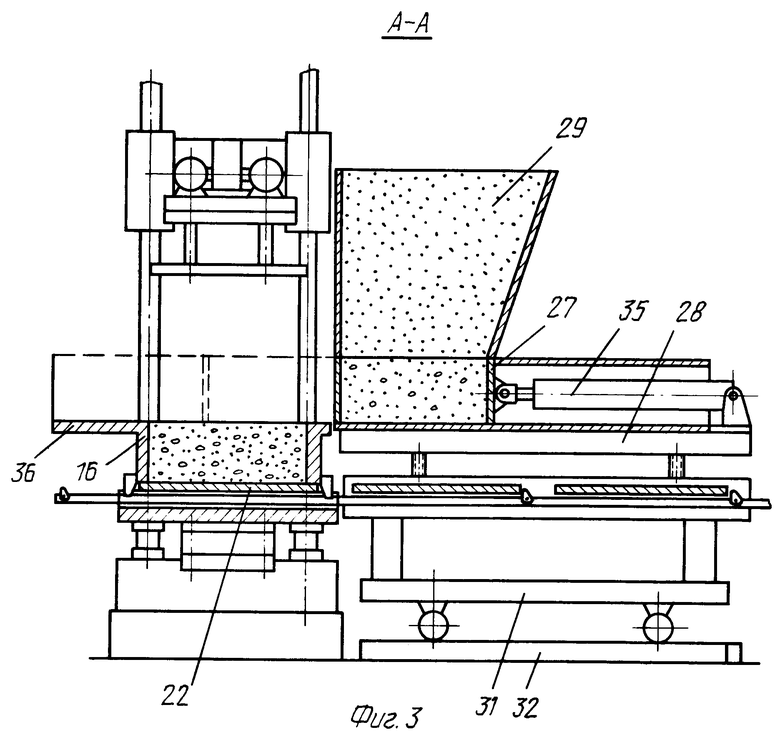
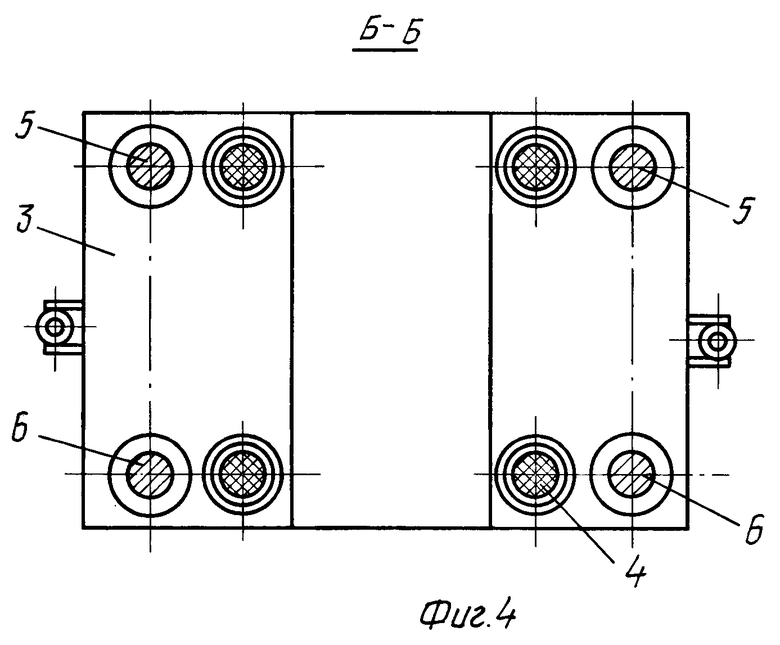
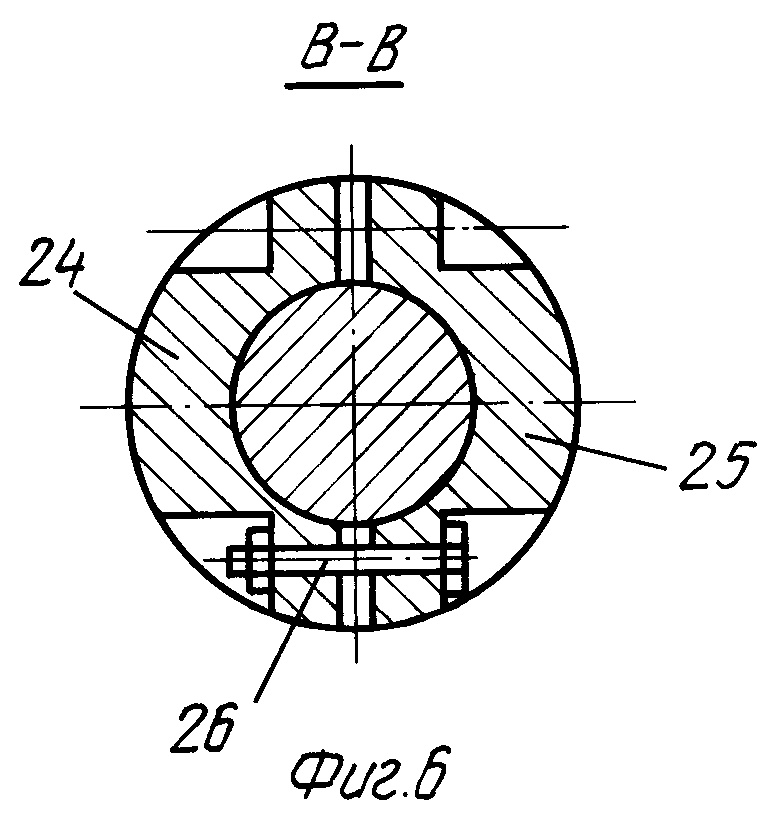
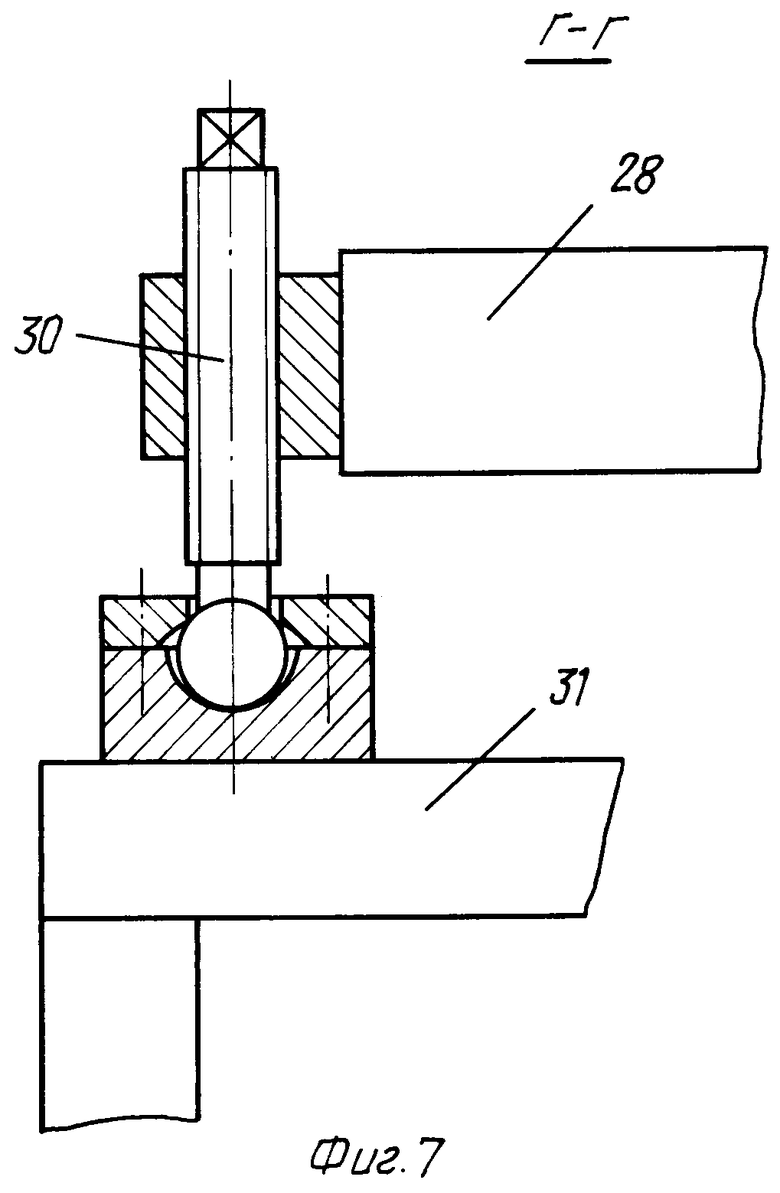
На фиг. 1 представлен общий вид установки (вид спереди); фиг.2 - то же, вид сбоку; фиг.3 - А-А фиг.2; фиг.4 - Б-Б фиг.2; фиг.5 - узел 1 фиг.2; фиг.6 - В-В фиг.3; фиг.7 - Г-Г фиг.1.
Установка для формования бетонных изделий состоит из подвижной рамы 1 с закрепленными на ней возбудителями колебаний 2 с дебалансами, вращающимися навстречу друг другу. Рама смонтирована посредством попарно сгруппированных на подколонниках 3 упругих опор 4. На подколонниках 3 установлены пары направляющих колонн 5 и 6. Подколонники 3 жестко закреплены на станине 7. Направляющие колонны 5 и 6 соединены в верхней части по периметру поперечиной 8 с закрепленными на ней шарнирно гидроцилиндрами 9, штоки 10 которых шарнирно соединены с верхней подвижной траверсой 11, охватывающей обоймами 12 колонны 5 и 6. На верхней траверсе 11 через резиновые аммортизаторы 13 смонтирован пуансон 14 с вибровозбудителями 15, которые установлены так, что их оси расположены перпендикулярно осям вибровозбудителей 2 подвижной рамы 1. Под пуансоном 14 соосно расположена бездонная матрица 16, которая посредством резиновых виброизолирующих элементов 17 смонтирована на нижней траверсе 18, охватывающей колонны 5 и 6 обоймами 19. Нижняя траверса 18 шарнирно соединена со штоками 20 силовых цилиндров 21, корпус которых шарнирно соединен со станиной 7. Бездонная матрица 16 смонтирована с возможностью контакта в период формования по нижней кромке через поддон 22 на подвижную раму 1. На матрице 16 смонтированы ловители 23, выполненные с заданным углом 6-8, фиксирующим поддон 22 в зоне формования. Перемещение нижней траверсы 18 вниз по колоннам 5 и 6 ограничивается фиксаторами в виде разрезных колец 24 и 25 с затяжными болтами 26, позволяющими регулировать ход матрицы вниз, контролируя усилие прижатия бездонной матрицы 16 к поддону 22 и соответственно затяжку опор 4 в пределах 1/20-1/10 их высоты. Шаг направляющих колонн 5 и 6 должен быть в пределах 0,4-0,8 их межосевого расстояния, что позволяет увеличить ширину площади формования до 0,9 ее длины.
Установка снабжена ящичным питателем 27, установленным на одной раме 28 с расходным бункером 29. Рама 28 смонтирована посредством аутригера 30 на нижней раме 31, установленной с возможностью перемещения по дополнительным направлящим 32 на колесах 33 и фиксирования относительно пола винтовыми замками 34. Ящичный питатель 27 взаимодействует со штоком гидроцилиндра 35 и имеет объем, превышающий объем самого большого из выпускаемых изделий, при этом ход питателя должен на 2/3 перекрывать ширину матрицы. Для этого передняя стенка бездонной матрицы 16 имеет козырек 36, длина которого составляет 2/3 ширины матрицы.
Установка снабжена также механизмом подачи поддонов, котырый представляет собой ряд штанг 37 с шарнирно закрепленными на осях 38 кулачками 39 и гидроцилиндра 40, который перемещает штанги 37 на колесах 41 по направляющим 42. Над штангами 37 установлен накопитель поддонов 43, передняя стенка 44 которого подвижна в вертикальном направлении и образует регулируемый по высоте зазор для подачи поддонов 22 в зону формования, что позволяет использовать поддоны разной толщины в зависимости от толщины изделий.
Установка работает следующим образом.
Перед началом работы с помощью цилиндров 9 штоками 10 верхняя траверса 11 поднимается в верхнее положение по колоннам 5 и 6. Одновременно нижняя траверса 18 силовыми цилиндрами 21 вместе с бездонной матрицей 16 поднимается в верхнее положение. После чего включается гидроцилиндр 40 и механизм подачи поддонов кулачками 39 подает поддон 22 в зону формования, выбирая очередной поддон из накопителя 43. Затем нижняя траверса 18 с бездонной матрицей 16 опускается вниз и ловителями 23 фиксируется поддон на подвижной раме 1, причем сила прижатия регулируется разрезными кольцами 24 и 25. Одновременно заполняется бетонной смесью ящичный питатель 27 из расходного бункера 29. Затем включается гидроцилиндр 35 и подает ящичный питатель с бетонной смесью в зону формования, заполняя бездонную матрицу 16. Козырек 36 препятствует высыпанию лишней смеси. После этого верхняя траверса 11 из верхнего положения опускает пуансон 14 до контакта его с матрицей 16 и включают обе пары вибровозбудителей 2 и 15. Уплотнение производят в резонансном режиме вертикально направленных колебаний, после уплотнения начинает подниматься матрица 16, а пуансон 14 остается некоторое время неподвижным, а потом поднимается в верхнее положение.
Отформованное изделие вместе с поддоном 22 перемещается из зоны формования для прохождения тепловой обработки. После чего цикл формования повторяется.
При необходимости замены матрицы производят переналадку оборудования. Для этого открывают винтовые замки 34 и ящичный питатель 27 с расходным бункером 29 на нижней раме 31 откатывают из рабочего положения в направлении накопителя поддонов до образования свободного доступа к формующему узлу. После смены матрицы 16 и пуансона 14 формующего узла ящичный питатель 27 с расходным бункером 29 возвращают в рабочее положение и фиксируют нижнюю раму 31 относительно пола винтовыми замками 34.
Источники информации
1. Патент РФ 2041061, кл. В 28 В 3/04, 1/08, 1995 г.
2. Патент РФ 2087306, кл. В 28 В 1/08, 1997 г. (прототип).

Изобретение относится к производству изделий из строительных смесей, преимущественно мелкоштучных. Технический результат - повышение производительности и расширение номенклатуры изделий. Установка для формования бетонных изделий содержит смонтированные на станине подвижную раму с парой симметрично расположенных дебалансных возбудителей колебаний, направляющие колонны, установленные попарно в двух подколонниках так, что шаг направляющих колонн в подколоннике соответствует 0,4-0,8 их межосевого расстояния. Нижняя и верхняя траверсы смонтированы с обоймами, охватывающими направляющие колонны по всей формующей зоне. На пуансоне верхней траверсы установлены пара симметрично расположенных дебалансных возбудителей колебаний, оси которых расположены перпендикулярно осям возбудителей колебаний на подвижной раме, с возможностью получения при формовании вертикальных резонансных колебаний. На нижней траверсе смонтирована матрица с возможностью контакта через поддон с подвижной рамой в период формования с передачей на последнюю фиксированного давления, которая имеет ловители для фиксирования поддона. Расходный бункер с ящичным питателем смонтирован на дополнительных направляющих с возможностью перемещения их из зоны формования. 4 з.п. ф-лы, 7 ил.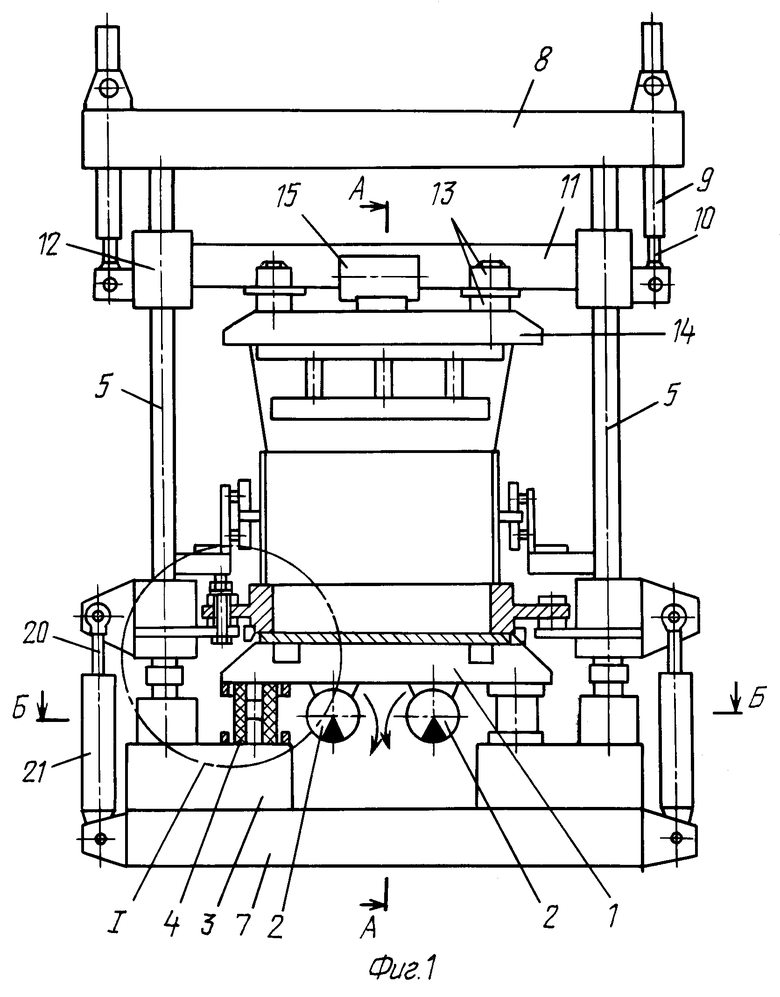
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1995 |
|
RU2087306C1 |
| Пресс для формования бетонных изделий | 1988 |
|
SU1708625A1 |
| ВИВРОПРЕСС | 1971 |
|
SU419388A1 |
| US 5571464 A, 05.11.1996. | |||

