Изобретение относится к производству изделий сборного бетона и из полусухих строительных смесей.
Известен из патента Российской Федерации №2203802, кл. В 28 В 3/02, 2001 г. агрегат для формования изделий из строительных смесей, содержащий подвижную раму с дебансными возбудителями круговых колебаний, установленную посредством упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной с направляющими втулками, охватывающими закрепленные на пуансоне скалки, связанную посредством штоков силовых цилиндров приводов вертикальных перемещений с пуансоном и установленной на направляющих колоннах подвижной траверсой с соосной пуансону бездонной матрицей, опертой через сменный инвентарный поддон на вибростол, раздаточное приспособление в виде установленного на стойках направляющего стола, опертого на последний приводного ящичного питателя и расположенного над ним расходного бункера, и механизм подачи сменных инвентарных поддонов.
Недостатками указанного агрегата являются низкая производительность, плохое качество формуемых изделий, увеличенная трудоемкость работы обслуживающего персонала, повышенный уровень шума.
Наиболее близким к предложенной установке для формования изделий из полусухих строительных смесей по своей технической сущности и достигаемому эффекту решением является известная из патента Российской Федерации №2112643, кл. В 28 В 1/08, 1996 г. установка для формования изделий из полусухих строительных смесей, содержащая по крайней мере один вибростол с закрепленными на его подвижной раме одновальными дебалансными возбудителями круговых колебаний, расположенными симметрично относительно центральной оси станины, верхние торцы направляющих колонн которой соединены горизонтальной поперечиной с, по крайней мере, одним установленным на ней силовым цилиндром, шток которого связан через упругий элемент с пуансоном, соосным с расположенной под ним и контактирующей через инвентарный сменный поддон с подвижной рамой вибростола бездонной матрицей, установленной на охватывающей направляющие колонны горизонтальной траверсе, кинематически связанной со штоками силовых цилиндров ее вертикальных перемещений, установленных опозитно на опорных рамах, правое и левое раздаточные приспособления в виде направляющих столов, расположенных на них ящичных питателей, связанных со штоками силовых цилиндров их горизонтальных перемещений, и размещенных над ними расходных бункеров, механизм подачи промежуточных поддонов и устройство транспортировки отформованных изделий, смонтированных под направляющими столами соответственно правого и левого раздаточных приспособлений.
Недостатками указанной установки является сложность конструкции, повышенная энергоемкость, высокий уровень шума, неудобство работы обслуживающего персонала и необходимость дополнительных производственных площадей для ее установки и эксплуатации.
Задачами изобретения являются снижение потребности производственных в производственных площадях и энергоемкости, увеличение производительности, надежности, обеспечение удобство эксплуатации и работы обслуживающего персонала, уменьшение энергоемкости и уровня шума.
Указанные цели достигаются тем, что в установке для формования изделий из полусухих содержащей по крайней мере один вибростол с закрепленными на его подвижной раме одновальными дебалансными возбудителями круговых колебаний, расположенными симметрично относительно центральной оси станины, верхние торцы направляющих колонн которой соединены горизонтальной поперечиной с, по крайней мере, одним установленным на ней силовым цилиндром, шток которого связан через упругий элемент с пуансоном, соосным с расположенной под ним и контактирующую через инвентарный сменный поддон с подвижной рамой вибростола бездонной матрицей, установленной на охватывающей направляющие колонны горизонтальной траверсе, кинематически связанной со штоками силовых цилиндров ее вертикальных перемещений, установленных оппозитно на опорных рамах, правое и левое раздаточные приспособления в виде направляющих столов, расположенных на них ящичных питателей, связанных со штоками силовых цилиндров их горизонтальных перемещений, и размещенных над ними расходных бункеров, механизм подачи промежуточных поддонов и устройство транспортировки отформованных изделий, смонтированных под направляющими столами соответственно правого и левого раздаточных приспособлений, пуансон снабжен сменной формообразующей оснасткой и закрепленными на нем скалками, поперечина - охватывающими последние направляющими втулками, установленными симметрично центральной оси станины, бездонная матрица - опертым на нее посредством упругих элементов сменным вкладышем, образующим ее рабочую полость, опорная рама каждого раздаточного приспособления - регулируемыми по высоте проставками, на которые оперт направляющий стол, при этом опорная рама левого раздаточного приспособления выполнена отодвижной, силовые цилиндры вертикальных перемещений горизонтальной траверсы - шарнирно смонтированными на торцах горизонтальной поперечины, а расстояние L между осями направляющих колонн и расстояние T1 от пуансона в крайнем верхнем положении до сменного вкладыша матрицы превышают расстояние L1 между осями одновальными дебалансных возбудителей круговых колебаний и высоту h ящичных питателей соответственно в 2,5-2,95 и 1,4-2,5 раз, причем расстояние Т между нижней поверхностью каждого направляющего стола и поверхностью подвижной рамы вибростола, контактирующей со сменным инвентарным поддоном и суммарная жесткость G упругих элементов сменного вкладыша бездонной матрицы меньше высоты Н сменного вкладыша и жесткости G1 упругой подвески пуансона соответственно в 1,15-1,25 и 1,75-2,5 раз.
Кроме того, в установке для формования изделий из строительных смесей каждый расходный бункер может быть снабжен секторным затвором, кинематически связанным с ящичным питателем.
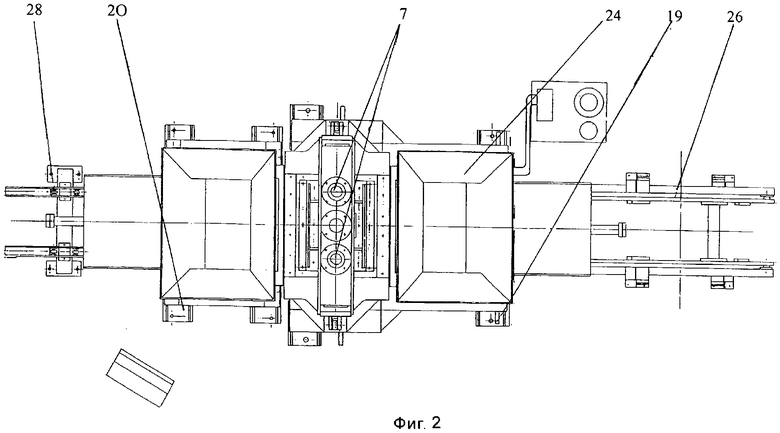
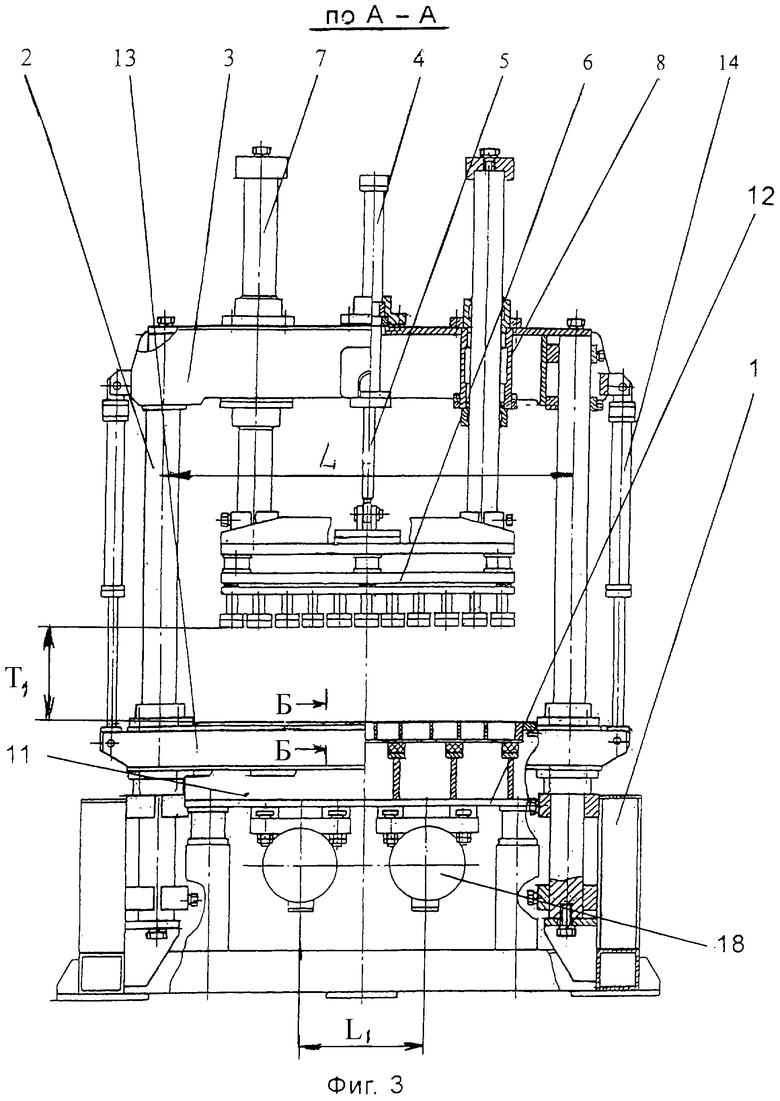
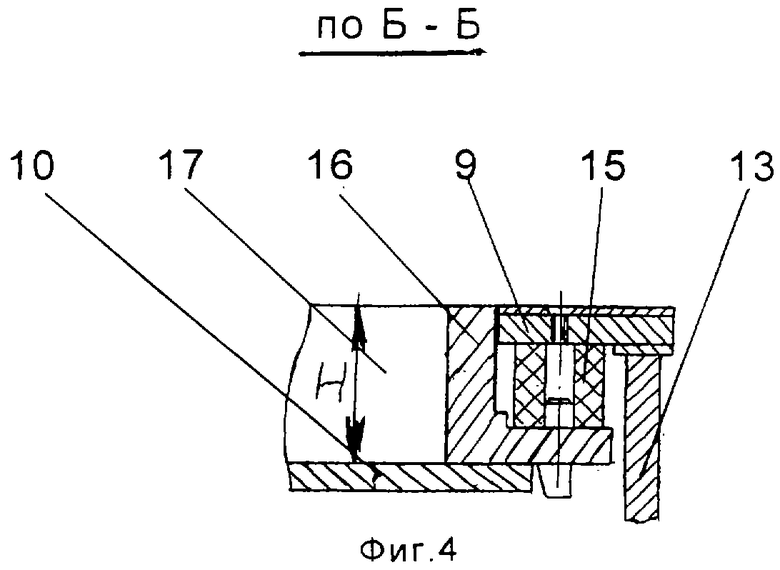
Сущность изобретения поясняется чертежами, где на фиг.1 схематично изображен общий вид установки для формования изделий из строительных смесей; на фиг.2 - вид в плане на фиг.1; на фиг.3 - разрез по по А-А на фиг.2 и на фиг.4 - разрез по Б-Б на фиг.3 в увеличенном масштабе.
Установка для формования изделий из полусухих строительных смесей состоит из установленной на основание станины 1 с направляющими колоннами 2, верхних торцы которых соединены друг с другом горизонтальной поперечиной 3. На поперечине 3 вдоль центральной оси станины 1 смонтирован силовой цилиндр 4 вертикальных перемещений, нижний конец штока 5 которого соединен посредством упругой подвески с пуансоном 6. На пуансоне 6 закреплены нижние концы симметричных относительно центральной оси станины вертикальные скалки 7. Верхние части скалок 7 размещены в направляющих втулках 8, закрепленных на поперечине 3 симметрично центральной оси станины 1. Под пуансоном 6 соосно с ним размещена бездонная матрица 9, контактирующая через промежуточный поддон 10 с размещенной вдоль центральной оси станины 1 подвижной рамой 11, установленной на основании вибростола 12. Бездонная матрица 9 установлена на горизонтальной траверсе 13, охватывающей направляющие колонны 2 и соединенной с концами штоков силовых цилиндров 14 ее вертикальных перемещений, закрепленных на торцах горизонтальной поперечины 3. Бездонная матрица 9 также снабжена опертым на нее посредством упругих элементов 15 сменным вкладышем 16, ограничивающим ее формообразующую полость 17. К подвижной раме 11 вибростола 12 подвешены симметрично ее центрально оси дебалансные одновальные возбудители 18 круговых колебаний. На основании установлены также примыкающие к станине 1 и расположенные относительно нее оппозитно неподвижная 19 правого и отодвижная опорная рама 20 левого раздаточных приспособлений с регулируемыми по высоте проставками 21. Каждое раздаточное приспособление состоит из опертого на регулируемые по высоте проставки 21, направляющий стол 22, расположенный на последнем ящичный питатель 23 с силовым цилиндром его горизонтальных перемещений, и размещенный над ящичным питателем 23 расходный бункер 24 с затвором 25 для строительной смеси. Под направляющими столами 22 правого и левого раздаточных приспособлений на неподвижной 19 правого и отодвижной 20 левой опорных рамах раздаточных приспособлений смонтированы соответственно на уровне опорной поверхности подвижной рамы 11, установленного на основании вибростола 12, механизм 26 подачи промежуточных поддонов 10 с магазином 27 и устройство 28 для транспортировки отформованных изделий на промежуточных поддонах 10.
Расстояние L между осями направляющих колонн 2 и расстояние T1 от пуансона 6 в крайнем верхнем положении до сменного вкладыша 16 бездонной матрицы 9 превышают расстояние L1 между осями одновальных дебалансных возбудителей 18 круговых колебаний и высоту h ящичных питателей 23 соответственно в 2,5-2,95 и 1,4-2,5 раз. Расстояние Т между нижней поверхностью каждого направляющего стола 22 и поверхностью подвижной рамы 11 вибростола 12, контактирующей с промежуточным поддоном 10, и суммарная жесткость G упругих элементов 15 сменного вкладыша 16 бездонной матрицы 9 меньше высоты Н сменного вкладыша 16 и жесткости G1 упругой подвески пуансона 6 соответственно в 1,15-1,25 и 1,75-2,5 раз.
Работает установка для формования изделий из полусухих строительных смесей следующим образом. Перед началом работы расходные бункеры 24 правого и левого раздаточных приспособлений заполняют соответственно полусухими строительными смесями основного и облицовочного слоев изделия, подымают в верхнее положение пуансон 6. Затем из магазина 27 механизмом 26 подачи промежуточных поддонов 10 укладывают последний на поверхность подвижной рамы 11 вибростола 12 соосно бездонной матрице 9 и перемещая горизонтальную траверсу 13 силовыми цилиндрами 14 ее вертикальных перемещений вниз прижимают промежуточный поддон 10 сменным вкладышем 16 матрицы 9 к поверхности подвижной раме 11 вибростола 12 и включают одновальные дебалансные возбудители 18 круговых колебаний, после чего, надвинув на бездонную матрицу 9 ящичный питатель 23 силовым цилиндром его горизонтальных перемещений правого раздаточного приспособления, заполняют формообразующую полость 17 сменного вкладыша 16 бездонной матрицы 9 полусухой строительной смесью основного слоя изделия. Опорожненный ящичный питатель 23 правого раздаточного приспособления затем возвращают в исходное положение, и, включив силовой цилиндр 4, уплотняют строительную смесь основного слоя пуансоном 6 на этапе предварительного уплотнения в течение 3,0-8,0 секунд до достижения плотности, превышающей 1,1-1,2 раза первоначальную плотность уложенной в бездонную матрицу 9 полусухой строительной смеси основного слоя. По достижении вышеуказанной степени уплотнения строительной смеси основного слоя изделия подымают силовым цилиндром 4 пуансон 6 в крайне верхнее положение, надвигают на бездонную матрицу 9 ящичный питатель 23 левого раздаточного устройства и опорожняют его, заполняя образовавшееся свободное пространство в верхней части формообразующей полости 17 сменного вкладыша 16 бездонной матрицы 9 строительной смесью отделочного слоя изделия. После чего, возвратив опорожненный ящичный питатель 23 левого раздаточного приспособления силовым цилиндром его горизонтальных перемещений в исходное положение, производят окончательное уплотнение формуемого изделия сочетанием прессующих импульсов 110-400 г/см2 пуансона 6 и вибрационных воздействий подвижной рамы 11 вибростола 12 в течение 15,0-25,0 секунд до достижения окончательной плотности отформованного изделия, превышающей в 1,2-1,4 раза по сравнению с первоначальной плотностью полусухих строительных смесей. По окончании процессов уплотнения выключают одновальными дебалансные возбудители 18 круговых колебаний и силовыми цилиндрами 14, начинают перемещать горизонтальную траверсу 13 с бездонной матрицей 9 вверх, при этом пуансон 6 остается неподвижным, обеспечивая тем самым предохранение кромок отформованного изделия, а затем одновременно с перемещением вверх освобожденной от отформованного изделия бездонной матрицы 9 перемещается ввверх силовым цилиндром 4 пуансон 6 со скалками 7. После чего, используя механизм 26 подачи промежуточных поддонов 10 отформованное изделие на промежуточном поддоне 10 перемещается с подвижной рамы 11 вибростола 12 на устройство 28 транспортировки отформованных изделий, смонтированное на отодвижной 20 левой опорной раме левого раздаточного приспособления под направляющим столом 21 на пост тепловлажностной обработки или выдержки (на чертежах условно не показан) с целью набора заданной прочности. После окончания цикла изготовления изделий производят очистку и смазку рабочих поверхностей бездонной матрицы 9 и пуансона 6, для чего они, в случае необходимости, могут быть снабжены приспособлениями для обдува и смазки (на чертежах условно не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2006 |
|
RU2294279C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2000 |
|
RU2158678C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2188122C1 |
| Агрегат для формования изделий из полусухих строительных смесей | 2003 |
|
RU2220044C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2149753C1 |
Изобретение относится к производству изделий сборного бетона из полусухих строительных смесей. Установка для формования изделий из полусухих строительных смесей состоит из станины с направляющими колоннами, соединенными горизонтальной поперечиной, связанной посредством силового цилиндра с пуансоном. Верхние части скалок, закрепленных на пуансоне, охватываются направляющими втулками поперечины. Под пуансоном размещена матрица, контактирующая через поддон с подвижной рамой вибростола. Матрица установлена на траверсе, соединенной с силовыми цилиндрами ее перемещения, и имеет ограничивающий ее формообразующую полость вкладыш. К подвижной раме вибростола подвешены одновальные возбудители колебаний. К станине примыкают опорные рамы раздаточных приспособлений. Раздаточные приспособления состоят из направляющих столов, ящичных питателей и расходных бункеров. Под направляющими столами установлены на уровне подвижной рамы вибростола механизм подачи поддонов и устройство для транспортировки отформованных изделий. Технический результат - повышение производительности, надежности, удобства эксплуатации. 1 з.п. ф-лы. 4 ил.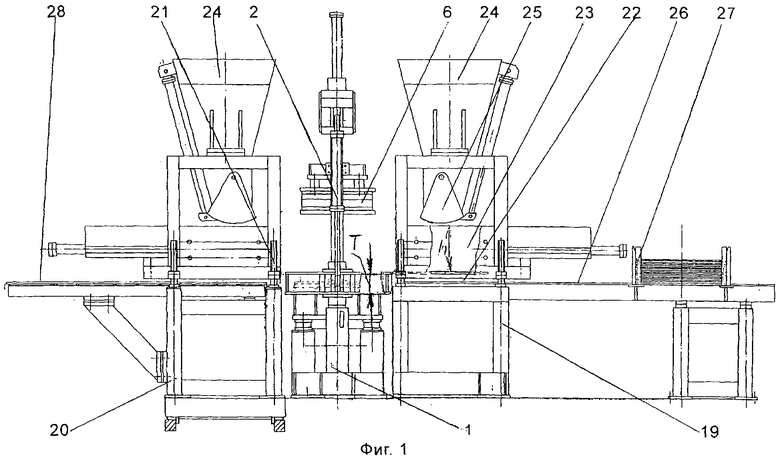
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2112643C1 |

