Изобретение относится к области производства изделий из строительных смесей.
Известна из авторского свидетельства СССР N 1004097, кл. B 28 B 1/08, 1980 г. установка для изготовления изделий из строительных смесей, содержащая подвижную раму с возбудителем колебаний, установленую посредством упругих опор на станине с направляющими колоннами, соединенными в верхней части поперечиной с силовым цилиндром, на штоке которого шарнирно подвешена размещенная на направляющих колоннах основная траверса с пригрузочной плитой, расположенной над кинематически связанной со штоками механизма вертикальных перемещений и направляющими колоннами вспомогательной траверсой, имеющей бездонную замкнутую по периметру матрицу, контактирующую нижним торцом со сменным поддоном, опертым на подвижную раму, приводной ящичный питатель и расходный бункер.
Недостатками известного устройства является низкая производительность, невысокое качество получаемых изделий и плохие условия работы обслуживающего персонала.
Наиболее близким к предложенному агрегату для формования изделий из строительных смесей по своей технической сущности и достигаемому эффекту является известное из патента Российской Федерации N 2004426, кл. B 28 B 1/08, 1992 г. агрегат для формования изделий из строительных смесей, содержащий станину со смонтированными на ее стойках последовательно в горизонтальной плоскости и заподлицо с приемным столом матрицей с подвижным днищем и направляющим столом, контактирующим с нижним торцом установленного под расходным бункером раздаточного приспособления бездонного ящичного питателя, связанного со штоком силового цилиндра привода его возвратно-поступательных горизонтальных перемещений, соединенные поперечиной направляющие колонны, охватывающую их и подвешенную к штоку силового цилиндра привода вертикальных перемещений подвижную траверсу с закрепленным на ней пуансоном, соосным размещенной под ним матрицей с подвижным днищем, опертым на установленную на упругих опорах подвижную раму с дебалансным возбудителем колебаний и кинематически связанным со штоком выталкивателя.
Недостатками указанного устройства являются сложность его конструкции, низкая производительность, плохое качество формуемых изделий, увеличенная трудоемкость работы обслуживающего персонала и повышенный уровень шума.
Задачами изобретения является упрощение конструкции, повышение производительности и качества изделий, обеспечение снижение трудоемкости работы обслуживающего персонала, уменьшение энергоемкости и уровня шума.
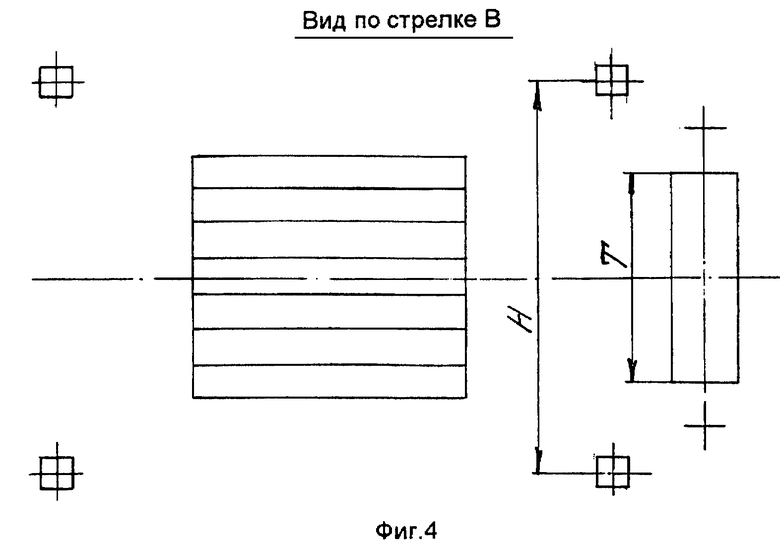
Указанные цели достигаются тем, что агрегат для формования изделий из строительных смесей, содержащий станину со смонтированными на ее стойках последовательно в горизонтальной плоскости и заподлицо с приемным столом, матрицей с подвижным днищем и направляющим столом, контактирующим с нижним торцом установленного под расходным бункером раздаточного приспособления бездонного ящичного питателя, связанного со штоком силового цилиндра привода его возвратно-поступательных горизонтальных перемещений, соединенные поперечиной направляющие колонны, охватывающую их и подвешенную к штоку силового цилиндра привода вертикальных перемещений подвижную траверсу с закрепленным на ней пуансоном, соосным размещенной под ним матрице с подвижным днищем, опертым на установленную на упругих опорах подвижную раму с дебалансным возбудителем колебаний и кинематически связанным со штоком выталкивателя, снабжен сменным инвертарным поддоном с закрепленными на нем с зазором параллельными опорными балками, расположенным над ним соосно со станиной и укладчиком отформованных изделий в виде каркаса из симметричных продольной оси горизонтальных направляющих, установленных на сблокированных попарно и связанных поперечинами передних и задних стойках, закрепленным на передних стойках заподлицо с приемным столом промежуточным столом, имеющим симметричные относительно продольной оси станины копиры с отогнутыми вниз под углом 75-85o хвостовыми частями, кинематически связанной с приводом горизонтальных возвратно-поступательных перемещений кареткой в виде опертой верхней частью на горизонтальные направляющие несущей рамы с размещенным в ее нижней части поворотным относительно горизонтальной оси приводным вертикально-подвижным L-образным вилочным захватом с вертикальной опорной полкой, конечными выключателями и направляющими роликами, контактирующими с копирами промежуточного стола, при этом в верхнем положении вертикальная опорная полка L-образного вилочного захвата расположена заподлицо с промежуточным столом и контактирует с его наружным торцом, а в нижнем положении зубья L-образного вилочного захвата размещены между опорными балками сменного инвентарного поддона ниже их рабочей поверхности, причем длина M вертикальной опорной полки L-образного вилочного захвата и длина T матрицы меньше расстояния H между передними стойками каркаса соответственно в 0,5 - 0,95 и 1,01 - 1,25 раза.
Кроме того, в агрегате для формования изделий из строительных смесей, наружная поверхность передней стенки ящичного питателя может быть выполнена в виде сталкивателя отформованных изделий, а привод горизонтальных возвратно-поступательных перемещений каретки - механическим или гидравлическим.
На фиг. 1 схематично изображен общий вид агрегата для формования изделий из строительных смесей.
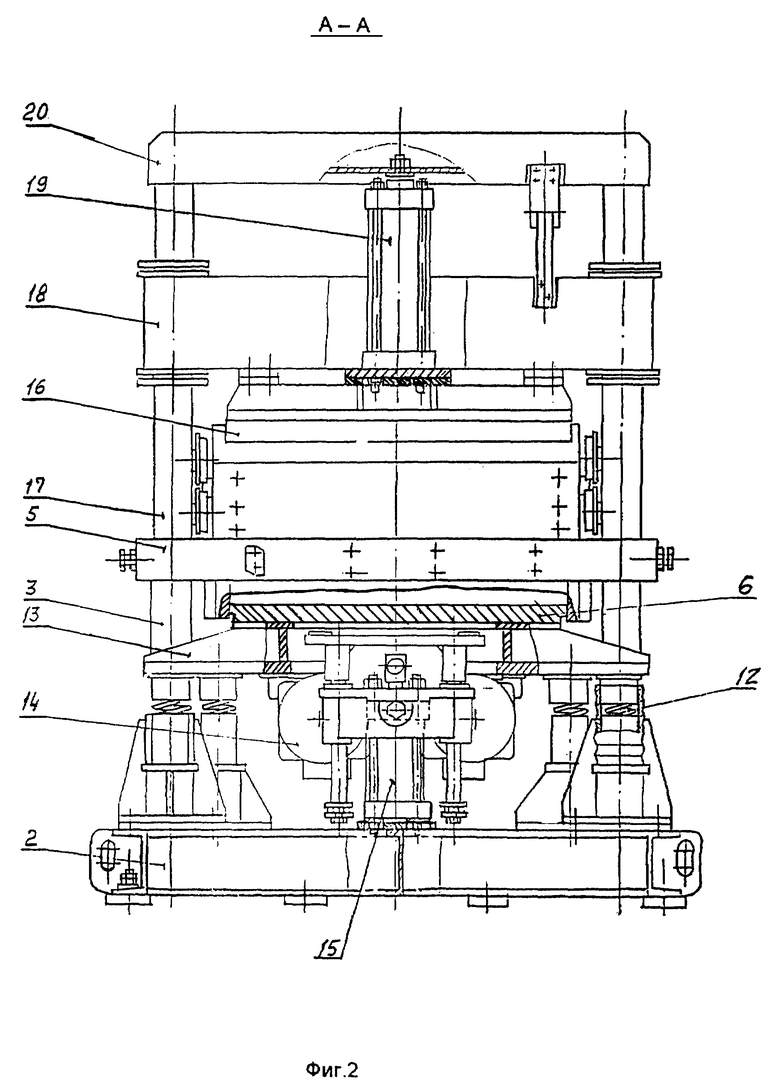
На фиг. 2 - вид сбоку на фиг. 1.
На фиг. 3 - разрез по А-А на фиг. 1.
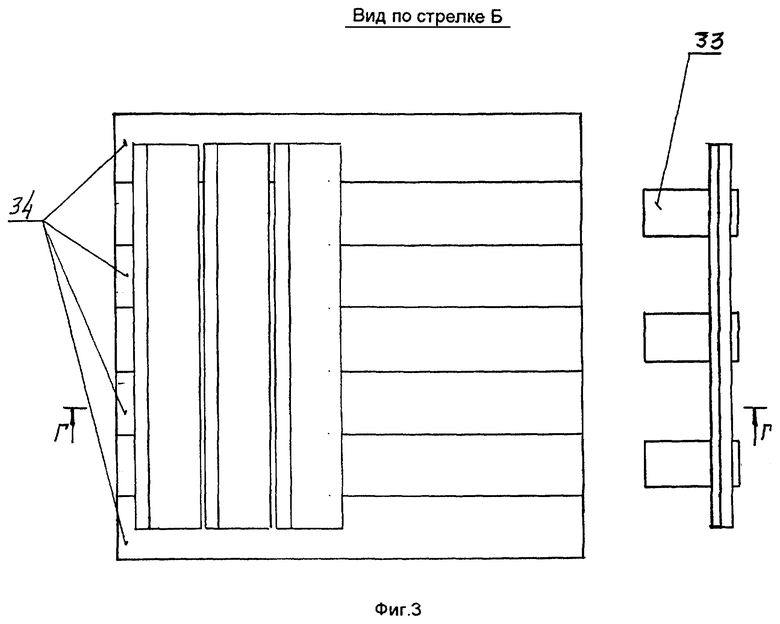
На фиг. 4 - разрез по Б-Б на фиг. 1.
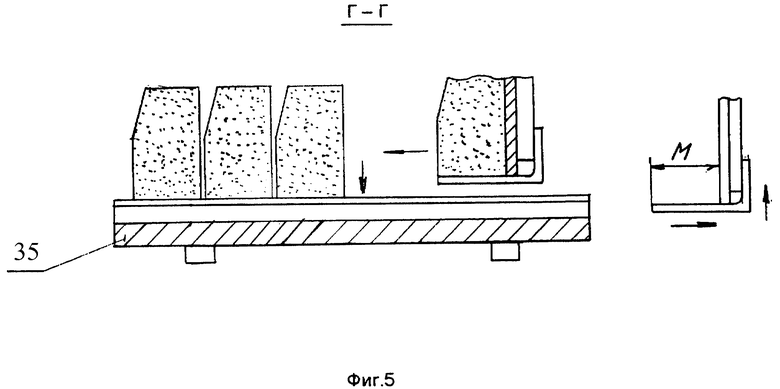
На фиг. 5 - разрез по Г-Г на фиг. 3.
Агрегат для формования изделий из строительных смесей, преимущественно, длиномерных изделий состоит из смонтированной на основании 1 станины 2 с установленными на ее стойках 3 последовательно в горизонтальной плоскости и заподлицо с приемным 4 столом матрицей 5 с подвижным днищем 6 и направляющим 7 столом. Над направляющим 7 столом расположено раздаточное приспособление в виде бездонного ящичного питателя 8, опертого на направляющий 7 стол и размещенного над ним расходного бункера 9, при этом наружная поверхность передней поперечной стенки ящичного питателя 8 выполнена в виде сталкивателя 10 отформованных изделий. Ящичный питатель 8 соединен со штоком силового цилиндра 11 привода его возвратно-поступательных перемещений. Подвижное днище 6 матрицы 5 оперто на установленную на упругих опорах 12 подвижную раму 13 с дебалансным возбудителем 14 колебаний и соединено со штоком выталкивателя 15, смонтированного на станине 1 вдоль ее вертикальной оси. Над матрицей 15 расположен пуансон 16, соосный подвижному днищу 6 матрицы 5. Пуансон 16 закреплен на охватывающей направляющие колонны 17 подвижной траверсе 18, которая соединена со штоком силового цилиндра 19 привода вертикальных перемещений, установленного на горизонтальной поперечине 20, соединяющей верхние части направляющих колонн 17. Перед станиной 1 соосно с ней на основании 1 смонтирован также укладчик отформованных изделий, каркас которого состоит из симметричных продольной оси горизонтальных направляющих 21, установленных на сблокированных попарно и связанных поперечинами 22 передних 23 и задних 24 стойках. На передних стойках 23 заподлицо с приемным 4 столом закреплен контактирующий с ним промежуточный 25 стол с симметричными относительно продольной оси копирами 26 с отогнутыми вниз под углом 75-85o хвостовыми частями 27. На горизонтальные направляющие 21 оперта верхней частью связанная кинематически с приводом 28 горизонтальных возвратно-поступательных перемещений каретка. Каретка выполнена в виде несущей рамы 29 с поворотным относительно горизонтальной оси 30 приводным вертикально-подвижным L-образным вилочным захватом, имеющим вертикальную опорную полку 31, конечные выключатели (не показаны), направляющие ролики 32, контактирующие с копирами 26 промежуточного 25 стола. На нижнем продольном торце вертикальной опорной полки 31 закреплены перпендикулярно к ее рабочей поверхности параллельные зубья 33. В крайне верхнем положении рабочая поверхность вертикальной опорной полки 31 L-образного вилочного захвата расположена горизонтально и заподлицо с промежуточным 25 столом, а направляющие ролики 32 контактируют с передними частями копиров 26. В нижнем положении зубья 33 L-образного вилочного захвата размещены в зазорах между параллельными опорными балками 34 сменного инвентарного поддона 35, установленного на основании между передними 23 и задними 24 стойками. Длина M вертикальной опорной полки 31 L-образного вилочного захвата и длина T матрицы 5 меньше расстояния H между передними стойками 23 каркаса соответственно в 0,5 - 0,95 и 1,01 - 1,25 раза.
Работает агрегат для формования изделий из строительных смесей следующим образом. Перед началом работы расходный бункер 9 раздаточного приспособления заполняют строительной смесью и перемещают пуансон в крайнее верхнее положение силовым цилиндром 16, а подвижное днище 6 матрицы 5 опускают в нижнее положение до опирания на подвижную раму 13. Затем включают дебалансный возбудитель колебаний 14, надвигают силовым цилиндром 11 бездонный ящичный питатель 8 раздаточного приспособления по направляющему 7 столу и заполняют под вибровоздействием матрицу 5 строительной смесью. Опорожненный ящичный питатель 8 возвращают в исходное положение под расходный бункер 9 и, включив силовой цилиндр 19 привода вертикальных перемещений, пуансон 16 уплотняют строительную смесь в матрице 5 сочетанием прессующих импульсов величиной 110 - 400 г/см2 и вибрационных колебательных импульсов дебалансного возбудителя колебаний 14 в течение 15,0-30,0 с до достижения окончательной плотности отформованного изделия, превышающей в 1,2-1,4 раза первоначальную плотность строительной смеси. По окончании процессов уплотнения выключают дебалансный возбудителя колебаний 14, при этом пуансон 16 остается неподвижным, обеспечивая тем самым предохранение кромок отформованного изделия. После чего выталкивателем 15 перемещают вверх подвижное днище 6 на уровень приемного 4 стола одновременно с перемещением вверх в исходное положение силовым цилиндром 19 привода вертикальных перемещений пуансона 16 для освобождения от отформованных изделий матрицы 5. После этого отформованные изделия перемещают сталкивателем 10 ящичного питателя 8, надвигаемого на матрицу 5 для ее заполнения строительной смесью, по приемному 7 и промежуточному 25 столам на расположенную в этот момент в верхнем положении горизонтально и заподлицо с последними вертикальную опорную полку 31 поворотного относительно горизонтальной оси 30 приводного вертикально-подвижного L-образного захвата каретки. В этом положении L-образынй вилочный захват опирается на переднии части копиров 26. После размещения отформованного изделия на вертикальной опорной полке 31 включают привод 28 горизонтальных возвратно-поступательных перемещений каретки, при этом во время этих перемещений направляющие ролики 32 движутся по копирам 26 и, достигнув их отогнутые вниз хвостовые части 27, перемещаются по ним вниз, заставляя L-образный вилочный захват опускаться вниз с одновременным при этом разворотом на 90o по часовой стрелке относительно горизонтальной оси 30, устанавливая при этом отформованное изделие в рабочее положение на его зубьях 33. После разворота отформованного изделия L-образный вилочный захват перемещается по горизонтали и вниз, пока его зубья 33 с опертым на них отформованным изделием не расположатся над зазорами между опорными балками 34 в передней части сменного инвентарного поддона 35. После чего, включив привод вертикальных возвратно-поступательных перемещений (не показан), опускают L-образный вилочный захват в крайне нижнее положение до установки отформованного изделия на опорных балках 34 сменного инвентарного поддона 35 и освобождения зубьев 33. В случае, если на сменном инвентарном поддоне 35 уже находится ранее отформованое изделие, конечный выключатель, установленный на L-образном вилочном захвате, при контакте с ранее установленным на сменном инвентарном поддоне 35 отформованным изделием, отключает привод 28 горизонтальных возвратно-поступательных перемещений каретки, т.е. каждое последующее отформованное изделие устанавливаться на сменном инвентарном поддоне 35 с интервалом от предыдущего отформованного изделия, по команде конечного выключателя. Освобожденный L-образный вилочный захват кареткой с помощью вертикального и горизонтального привода возвратно-поступательных перемещений возвращается в исходное положение, при котором его вертикальная опорная полка 31 занимает горизонтальное положение заподлицо с промежуточным 25 столом для размещения на ней следующего отформованного изделия.
После окончания цикла изготовления изделий производят очистку и смазку рабочих поверхностей пуансона 16, матрицы 5, ее подвижного днища 6 и L-образный вилочный захват, для чего они, в случае необходимости, последние могут быть снабжены приспособлениями для обдува и смазки (не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2203802C1 |
| Агрегат для формования изделий из полусухих строительных смесей | 2003 |
|
RU2220044C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2188122C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2266817C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
Изобретение относится к промышленности строительных материалов, в частности к производству изделий из строительных смесей. Агрегат для формования изделий из строительных смесей состоит из станины с установленной на ней посредством амортизаторов подвижной рамой с вибраторами и раздаточного приспособления. Раздаточное приспособление включает опорную раму с горизонтальными направляющими, расходный бункер и ящичный питатель. Ящичный питатель соединен со штоком силового цилиндра его перемещений. На каретке закреплены направляющие втулки и силовой цилиндр с подвешенным к нему пуансоном. Скалки выполнены составными из верхних и нижних секций. На траверсе установлена вдоль вертикальной оси станины матрица, имеющая подвижное днище, связанное со штоком силового цилиндра возвратно-поступательных перемещений, закрепленного на опорной раме раздаточного приспособления. Под матрицей соосно с ней расположена подвижная рама, в которой образовано окно для прохода при распалубке готового изделия поддона, опертого на стопировщик, установленный под подвижной рамой соосно с матрицей. На сменном инвентарном поддоне закреплены с зазором параллельные опорные валки. Укладчик отформованных изделий выполнен в виде каркаса из симметричных продольной оси горизонтальных направляющих, установленных на сблокированных попарно и связанных поперечинами передних и задних стойках. На передних стойках заподлицо с приемным столом закреплен промежуточный стол, имеющий симметричные относительно продольной оси станины копиры с отогнутыми вниз под углом 75-85o хвостовыми частями. В нижней части каретки размещен поворотный относительно горизонтальной оси приводной вертикально-подвижный L-образный вилочный захват с вертикальной опорной полкой. Длина ее и длина матрицы меньше расстояния между стойками каркаса соответственно в 0,5-0,95 и 1,01-1,25 раза. Технический результ - повышение производительности и качества изделий, снижение трудоемкости и энергоемкости. 3 з.п. ф-лы, 5 ил.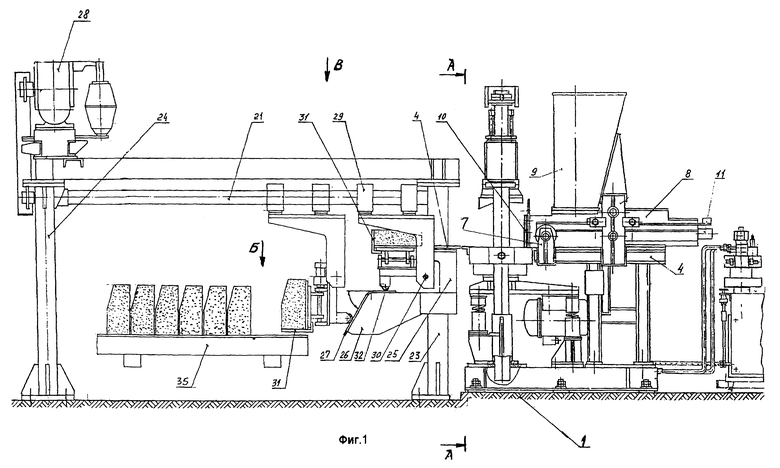
| RU 2004426 C1, 15.12.1993 | |||
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ПЛАСТИНЧАТЫХ ИЗДЕЛИЙ ИЗ МЕЛКОЗЕРНИСТЫХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2040398C1 |
| УСТАНОВКА ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1993 |
|
RU2046701C1 |
| US 5395228 A, 07.03.1995 | |||
| DE 3119154 A1, 09.12.1982 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИТИТАНООРГАНОСИЛОКСАНОВ | 0 |
|
SU382653A1 |
| Микрореактор с закрученными потоками растворов реагентов | 2019 |
|
RU2736287C1 |
