формовочным столрм 19 с прессовочными плитами 20 и 21. Формовочный стол 19 симметрично зажат соосными парами конусных элементов с направляющими цилиндрическими элементами, одна из этих контурных пар состоит из консольного вала 22 с конусом и конусного гнезда 23 с выжимным винтом 24 в кронштейне 25 вертикально-подвижного приводного кантователя 26, связанного с неподвижной траверсой 27 силовыми цилиндрами 28. Неподвижная траверса 27 оснащена силовыми цилиндрами 29, перемещающими реечную траверсу 30 с сменными пустотообразователями 31, оснащенными тарельчатыми гооловками 32 и запирающимися в гнезда реечной траверсы винтами 33 и контргайками 34. Вторая пара конусных элементов замкнута пазами 35 в конусном гнезде 36 формовочного стола с выступами 37 на конусном элементе подвижного вала 38, выполненного совместно с фланцем 39 с диаметрально расположенными прорезями по наружной окружности, которые фиксируются штифтом 40. Фланец жестко крепится к кронштейну 41 кантователя болтами 42. На подвижном валу установлено упорное кольцо 43. Штоки силовых цилиндров Нодвижной траверсы шарнирами 44 крепятся в неподвижных кронштейнах 45. 1 з.п. ф-лы. 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2072301C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| Станок для изготовления строительных пресс-блоков | 1990 |
|
SU1771973A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для одновременного изготовления нескольких бетонных изделий | 1980 |
|
SU1016173A1 |

Изобретение относится к оборудованию для производства бетонных изделий, предназначенных для укрепления откосов каналов и русел рек. Цель изобретения - расширение номенклатуры изготовляемых изделий. Пресс для формования бетонных изделий содержит станину 1 с колоннами 2. на кронштейнах 3 которых установлен вибростол 4 с пружинами 5, вибраторами 6 и поддоном 7 с гнездами 8, мембранами 9 и отверстиями}, 10. На поддон 7 опирается форма 11с амортизационными эластичными элементами 12 и 13, охватываемыми контурными зацепами 14 и 15 подвижной траверсы 16^ которая перемещается по вертикали силовыми цилиндрами 17 и является опорой для накопителя 18. проходящего под"J"H]. И] [П
Изобретение относится к оборудованию для производств бетонных изделий, предназначенных для укрепления откосов каналов и русел рек.
Цель изобретения - расширение номенклатуры изготавливаемых изделий.
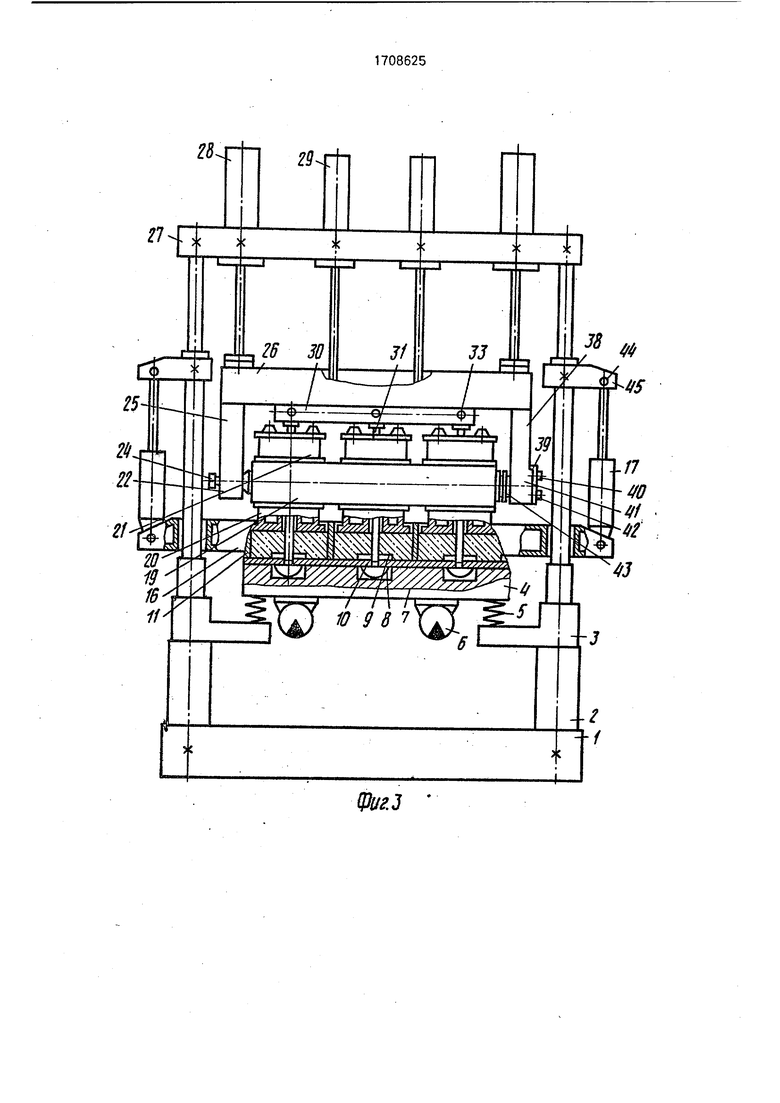
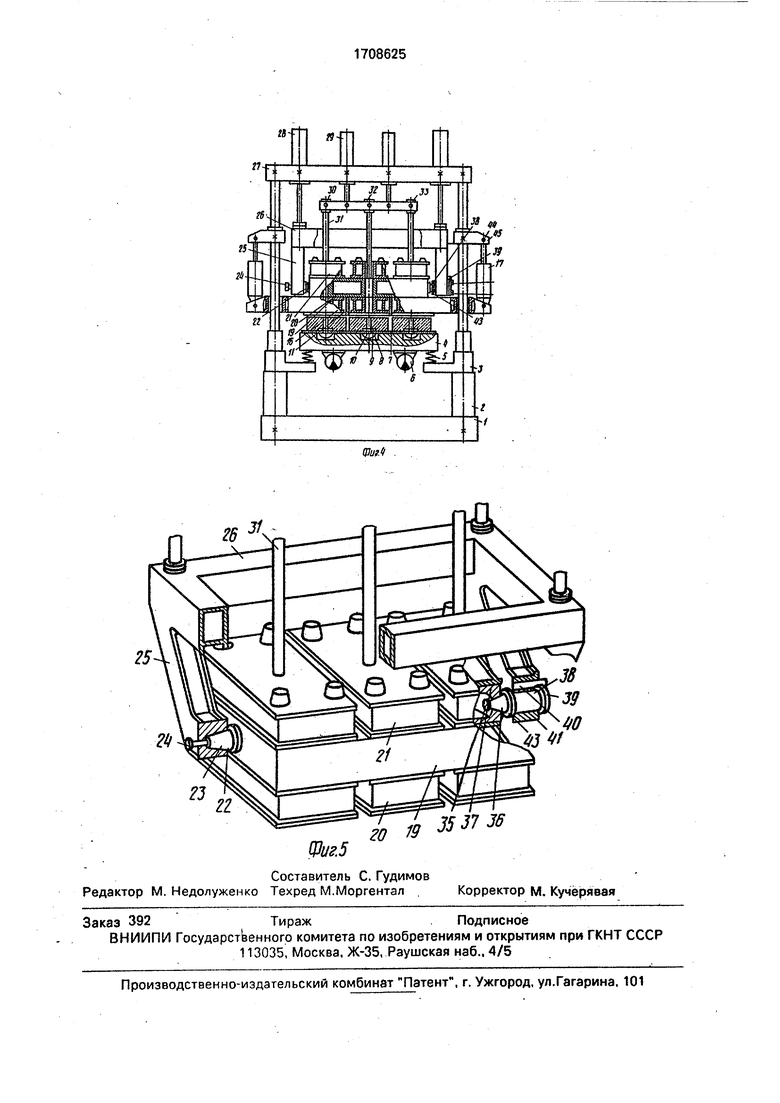
На фиг. 1 представлен пресс для формования бетонных изделий при его переналадке на другой вид изделий, общий вид: на фиг. 2 - то же, в момент заполнения формы полусухой бетонной смесью: на фиг. 3 - то же, при калибровке otвepcтий и вибропрессовании; на фиг. 4 - тр же, при отводе реечной траверсы в исходное положение и выпрессовки изделий; на фиг. 5 - вертикально-подвижный кантователь в сборе с формовочным столом и прессовочными плитами.
Пресс для формования бетонных изделий содержиг станину 1 с колоннами 2, на кронштейнах 3 которых установлен вибростол 4 с пружинами 5. вибраторами 6 и поддоном 7 с гнездами 8, мембранами 9 и отверстиями 10. На поддон 7 опирается форма 11 с амортизационными эластичными элементами 12 и 13, охватываемыми контурными зацепами 14 и 15 подвижной траверсы 16, которая перемещается по вертикали силовыми цилиндрами 17 и является опорой для накопителя 18, проходящим под формовочным столом 19с прессовочными плитами 20 и 21. Формовочный стол 19 симметрично зажат соосными парами конусных элементов с направляющими цилиндрическими элементами; одна из этих конусных пар состоит из консольного вала 22 с конусом и конусного гнезда 23 с выжимным винтом 24 в кронштейне 25 вертикально-подвижного приводного кантователя 26, связанным с неподвижной траверсой 27 силовыми цилиндрами 28. Неподвижная траверса 27 оснащена силовыми цилиндрами 29, перемещающими реечную траверсу 30 со сменными пустотообразователями 31, оснащенными тарельчатыми головками 32 и
запирающимися в гнездах реечной траверсы винтами 33 и контргайками 34. Вторая пара конусных элементов замкнута пазами 35 в конусном гнезде 36 формовочного стола с выступами 37 на конусном элементе
подвижного вала 38, выполненного совместно с фланцем 39 с диаметрально расположенными прорезями по наружной окружности, которые фиксируются штифтом 40. Фланец жестко крепится к кронштейну
41 кантователя болтами 42. На подвижном валу установлено упорное кольцо 43. Штоки силовых цилиндров подвижной траверсы шарнирами 44 крепятся в неподвижных кронштейнах 45.
Технологический цикл работы пресса для формования бетонных изделий включает: настройку пресса на изделие; подготовку пресса к работе; процесс формования изделия.
Настройка пресса на изделие. Ослабляются винты 33 с контргайками 34 реечной траверсы 30 и пустотообразователи 31, освобожденные от крепления, переводятся в верхнее крайнее положение, в котором крепятся винтами 33. Освобождается фланец 39 от крепления болтами 42 к кронштейну 41 и снимаются со штифта 40 выжимным винтом 24. Продольный ход формовочного стола 19 ограничивается упорным кольцом
43 подвижного вала 38, которое упирается в кронштейн 41. Одновременно размыкается конус консольного вала 22 с конусным гнездом 23. Соосность конусных пар соблюдается направляющими цилиндрическими
парами консольного вала 22 и гнезда 23 подвижного вала 38 и гнезда 36. Выжимной
винт 24 ставится в исходное положение. Центрование формовочного стола на 19 на рабочую позицию по стрелке А осуществляется штифтом 40, который входит в соответствующую цилиндрическую прорезь фланца 39. Фланец 39 затягивается болтами 42 к кронштейну 41 кантователя. Освобождаются от крепления винтами 33 в гнездах реечной траверсы 30 сменные пустотообразователи 31 и устанавливаются на рабочую позицию с затяжкой винтов 33 с контргайками 34.
Подготовка пресса для формования бетонных изделий к работе состоит в установке соответствующего формуемому изделию поддона 7. Отверстия 10 в поддоне перекрываются мембраной 9, преимущественно из плотной бумаги, уложенной на консистентную смазку. Выключаются цилиндры 17 подвижной траверсы 16, Которая контурным зацепом 15 действует на амортизационный эластичный элемент 12 и прижимает форму 11 к поддону 7. Поддон 7 опирается на вибростол 4 и центрируется в нем гнездами 8.
Процесс формования изделий. Накопителем 18 формовочная смесь подается в форму 11, а ее излишки удаляются из зоны формования обратным ходом накопителя 18. Включаются вибраторы 6 на предварительное уплотнение формовочной смеси на 1-2 с. Одновременно включаются силовые цилиндры 29 реечной траверсы 30 с пустотообразователями 31. Перемещаясь по вертикали вниз, пустотообразователи 31 пронизывают разрыхленную бетонную смесь, прокалывают мембраны 9 и перекрывают отверстия 10 в поддоне 7. Включаются силовые цилиндры 28 кантователя, который совместно с формовочным столом 19 движется вниз.При контакте прессовочной плиты 20 с полусухой бетонной смесью включаются вибраторы 6 вибростола 4. Процесс вибропрессования длится 4-5 с при требуемой силовой выдержке. С окончанием вибропрессрвания давление в цилиндрах сбрасывается. Включаются цилиндры 17 на подъем реечной траверсы 30, которая, действуя на тарельчатые годовки 32, извлекает пустотообразователи 31 из изделия и возвращает их в верхнее иходное положение. Включаются цилиндры 28 на подъем
вертикально-подвижного приводного кантователя 26 с,формовочным столом 19 с прессовочными плитами 20 на.высоте, обеспечивающую полную разгрузку отформованного изделия от давления. ВключанЗтся цилиндры 17 на подъем подвижной траверсы 16 по направляющим колонн 2, форма 11 контурным зацепом 14 через амортизационную эластичную прокладку 12 поднимается. Подвижная траверса 16 насаживает форму 11 на прессовочные плиты 20 и отформованные изделия выпрессовываются из форм на поддон 7. Поддон 7 с изделиями снимается и на его место устанавливается на вибростол очередной поддон. Кантователь 26 с формовочным столом 19 и прессовочными плитами 20 цилиндрами 28 отводится в исходное положение. Включа ются цилиндры 17 на подачу подвижной траверсы 16 вниз. Подвижная траверса 16 контурным зацепом 15 через аммортизационный эластичный элемент 12 поднимает форму 11 к поддону 7 и пресс готов к очередной формовке.
Формула изобретения
J
1
(Риг,1
| Гидравлический пресс | 1984 |
|
SU1229043A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
