Изобретение относится к технологии машиностроения, в частности к нарезанию резьбы.
Известен способ нарезания резьбы червячной фрезой, образующей с заготовкой винтовую пару [1].
Недостатком этого решения является сложность технологии изготовления и невозможность нарезания внутренней резьбы червячной фрезой.
Известен также способ нарезания резьбы, в котором оси фрезы и заготовки располагают в одной плоскости, а точку касания центроид винтовой пары смещают относительно полюса зацепления [2].
Нарезание резьбы таким способом возможно только при попутном фрезеровании. Винтовые линии фрезы и нарезаемой резьбы получаются противоположного направления. В точках резания при этом винтовые линии фрезы и резьбы соприкасаются (имеют общую касательную плоскость). Поэтому применение предлагаемого способа не зависит от угла подъема винтовой линии резьбы.
Недостатком способа является ограниченность его применения, заключающаяся в том, что длина l нарезаемого участка резьбы не превышает ширины Н червячной фрезы, так как червячной фрезе сообщается только радиальная подача Sp по отношению к заготовке под резьбу.
Этот способ как наиболее близкий к предлагаемому по технической сущности выбран в качестве прототипа.
Задачей, на решение которой направлено предлагаемое техническое решение, является устранение зависимости длины нарезаемого участка резьбы от ширины червячной фрезы.
Технический результат, который достигается при решении поставленной задачи, выражается в том, что можно одной фрезой небольшой ширины нарезать резьбу самой различной длины нарезаемого участка, нет необходимости использовать для каждой длины нарезаемого участка свою фрезу.
Поставленная задача решается тем, что способ нарезания резьбы червячной фрезой, образующей с заготовкой винтовую пару, в которой оси заготовки и фрезы располагают в одной плоскости, отличается тем, что точку касания центроид винтовой пары смещают относительно полюса зацепления фрезы и заготовки, сообщая червячной фрезе радиальную и осевую подачу, причем последняя жестко связана кинематически с частотой вращения фрезы.
Кроме того, один оборот червячной фрезы соответствует ее осевому перемещению на величину хода винтовой линии нарезаемой резьбы.
Сопоставительный анализ существенных признаков заявляемого технического решения с существенными признаками аналогов и прототипа свидетельствует о его соответствии критерию "новизна".
При этом совокупность признаков отличительной части формулы изобретения обеспечивает независимость между длиной нарезаемого участка резьбы и шириной червячной фрезы.
Предложенный путь решения поставленной задачи не известен из уровня техники, т.е. решение удовлетворяет критерию "изобретательский уровень".
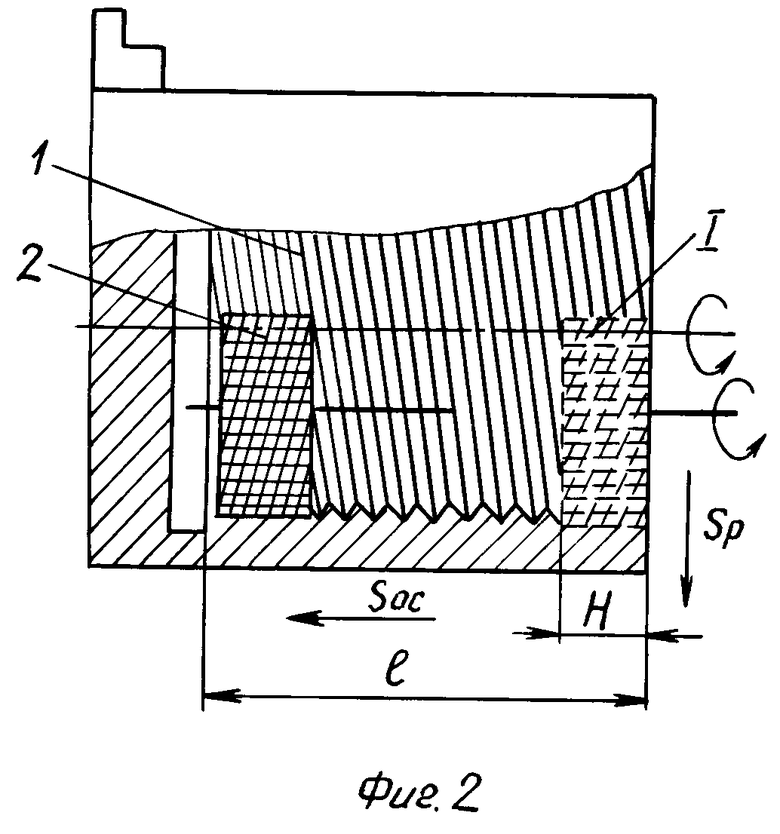
На фиг.1 представлена схема нарезания наружной резьбовой поверхности, а на фиг.2 - схема нарезания внутренней резьбовой поверхности.
На схемах обозначены:
Н - ширина червячной фрезы;
l длина нарезаемого участка резьбовой поверхности;
Sp и Soc - радиальная и осевая подачи фрезы соответственно;
I - начальное положение червячной фрезы при нарезании резьбы;
1 - поверхность, на которой фрезеруется резьба;
2 - цилиндрическая червячная фреза.
Между вращением червячной фрезы и ее осевой подачей должна быть жесткая кинематическая связь: один оборот червячной фрезы соответствует ее осевому перемещению на величину хода винтовой линии нарезаемой резьбы, где ход винтовой линии резьбы равен z•t, здесь z - число заходов, t - шаг резьбы. Связь между шириной (H) червячной фрезы и длиной l нарезаемого участка резьбы отсутствует.
Резьбофрезерование предлагаемым способом осуществляют следующим образом. Червячную фрезу устанавливают относительно нарезаемой поверхности в начальное положение I. При помощи гитары деления станка устанавливают жесткую кинематическую связь между вращением червячной фрезы и ее осевой подачей так, чтобы один оборот червячной фрезы соответствовал ее осевому перемещению на величину хода винтовой линии нарезаемой резьбы (z•t). Фрезе и заготовке под резьбу сообщают вращательные движения, связанные между собой угловым передаточным отношением. Затем сообщают червячной фрезе радиальную подачу Sp на глубину, равную высоте витка нарезаемой резьбы, и осевую подачу Soc для нарезания резьбы на участке l заготовки.
Предлагаемый способ нарезания может быть реализован на универсальных токарных винторезных станках, резьбофрезерных полуавтоматах и автономных приспособлениях.
Такой способ позволяет нарезать резьбу одной фрезой определенного шага на различных по длине участках, т.е. не нужно изготовление множества фрез (для каждой длины нарезаемого участка нужна была своя фреза).
Экономятся существенные затраты на изготовление дорогостоящих фрез.
В лабораторных условиях ДВГТУ были проведены успешные испытания этого способа резьбофрезерования.
Источники информации:
1. Технический листок "Фрезерование резьбы на автоматах". Татарское ЦБТИ, г. Казань, 1968 г.
А.С. 380409, МКИ В 23 G 1/00, СССР, публ. 15.05.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1994 |
|
RU2082568C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 1973 |
|
SU380409A1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2131325C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1997 |
|
RU2130366C1 |
| СПОСОБ ПОЛУЧЕНИЯ САМОСТОПОРЯЩЕЙСЯ РЕЗЬБЫ | 2014 |
|
RU2585590C1 |
| Способ изготовления червячной передачи | 1984 |
|
SU1480985A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ДИАГОНАЛЬНОЙ ПОДАЧИ | 1999 |
|
RU2165828C2 |
Изобретение относится к области технологии машиностроения, нарезанию резьбы червячной фрезой, образующей с заготовкой винтовую пару. Согласно способу оси заготовки под резьбу и фрезы располагают в одной плоскости, а точку касания центроид винтовой пары смещают относительно полюса зацепления фрезы и заготовки. Для устранения зависимости от длины нарезаемого участка от ширины червячной фрезы последней сообщают радиальную и осевую подачу, причем последняя кинематически жестко связана с частотой вращения червячной фрезы. При этом один оборот червячной фрезы соответствует ее осевому перемещению на величину хода винтовой линии нарезаемой резьбы. 2 ил.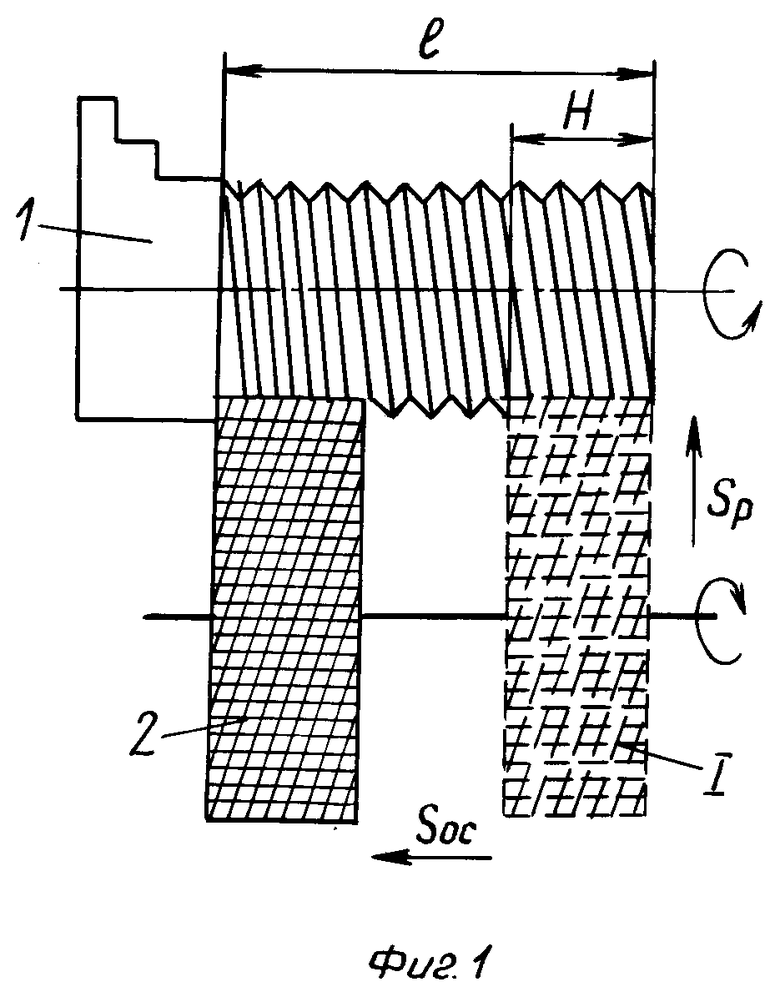
Способ нарезания резьбы червячной фрезой, образующей с заготовкой винтовую пару, в котором оси заготовки под резьбу и фрезы располагают в одной плоскости, а точку касания центроид винтовой пары смещают относительно полюса зацепления фрезы и заготовки, отличающийся тем, что червячной фрезе сообщают радиальную и осевую подачу, причем последняя кинематически жестко связана с частотой вращения червячной фрезы, при этом один оборот червячной фрезы соответствует ее осевому перемещению на величину хода винтовой линии нарезаемой резьбы.
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 0 |
|
SU380409A1 |
| Резьбовая фреза | 1940 |
|
SU58710A1 |
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| GB 153386, 08.11.1920. | |||
