Изобретение относится к технологии машиностроения к обработке металлов резанием и давлением, в частности к комбинированным способам изготовления и формообразования наружных резьб фрезерованием и пластическим деформированием - накатыванием.
Известен способ формообразования резьбы, реализуемый с помощью режуще-резьбонакатной головки, в корпусе которой установлены на осях кинематически связанные между собой накатные ролики, резцедержатель с резцами и механизм разведения резцов, причем головка снабжена установленным в корпусе кольцом с пазом на внутренней поверхности, в котором размещен с возможностью поворота резцедержатель, и подпружиненным фиксатором с упором, установленным в резцедержатель с возможностью взаимодействия с пазом кольца [1].
Поскольку накатные ролики имеют возможность свободного вращения на осях, между заготовкой и роликами имеет место трение качения, что обеспечивает более высокую стойкость накатных роликов.
Однако известный способ имеет существенный недостаток, выраженный в том, что не обеспечивает требуемую различную скорость главного движения для резцов и накатных роликов, что ведет к снижению стойкости инструмента, качества накатанной резьбы и производительности обработки. Кроме того, способ и головка предназначены только для изготовления мелких наружных резьб, потому что профилирование резьбы осуществляется только накатыванием.
Известен способ образования наружных резьб головкой, содержащей установленные в корпусе резьбонарезающие элементы с зубьями на рабочей части и расположенные между резьбонарезающими элементами обкатывающие элементы с зубьями на заборной и калибрующих частях [2]. При этом зубья обкатывающих элементов в сечении их цилиндром по среднему диаметру резьбы выполнены бочкообразными с меньшим по сравнению с зубьями резьбонарезающих элементов средним диаметром. Кроме того, зубья обкатывающих элементов в пределах заборной части выполнены с большим внутренним диаметром по сравнению с зубьями резьбонарезающих элементов, причем обкатывающие и резьбонарезающие элементы выполнены с двумя диаметрально расположенными рабочими частями.
Недостатком известного способа и головки является низкая стойкость обкатывающих элементов, так как между обкатывающими элементами и заготовкой имеет место трение скольжения и значительные крутящие моменты.
Другим существенным недостатком являются нерациональные режимы формообразования резьбы, выраженные в том, что скорость главного движения (вращения заготовки или резьбонакатной головки) нарезания резьбы должна быть существенно (в 2 и более раз) выше скорости главного движения накатывания резьбы. В известном способе скорость главного движения одинакова для резьбонарезающих и обкатывающих элементов, что приводит к снижению стойкости инструмента и производительности обработки.
Задачей изобретения является расширение технологических возможностей изготовления крупных наружных резьб с осевой подачей путем обеспечения возможности резьбофрезерной и деформирующей обработки с рациональными режимами, позволяющей снизить себестоимость изготовления резьбовой поверхности, повысить качество и производительность процесса одновременного последовательного фрезерования и накатывания резьбы и стойкость инструмента.
Поставленная задача решается с помощью предлагаемого способа резьбофрезерования с накатыванием, осуществляемого головкой, содержащей хвостовик, корпус, крышку и оси, установленные на подшипниках, при котором заготовке сообщают вращательное движение, а головке - осевую подачу, причем предварительное формирование резьбы осуществляют мелкозубыми дисковыми резьбовыми фрезами, жестко закрепленными на осях, а окончательное профилирование резьбы производят свободно вращающимися резьбонакатными роликами, имеющими заборную и калибрующую части, при этом принудительное вращение фрез осуществляют через паз в хвостовике от индивидуального привода, который сообщает вращающий момент на центральный двойной блок-шестерню, расположенный на подшипниках в хвостовике и кинематически связанный с шестернями, жестко закрепленными на осях.
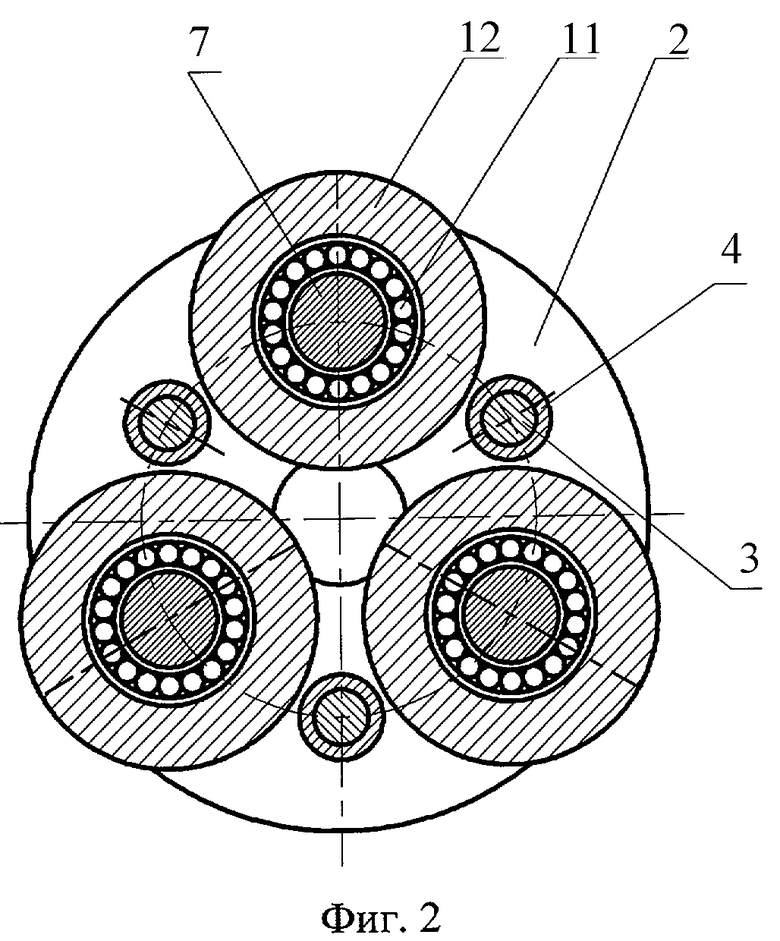
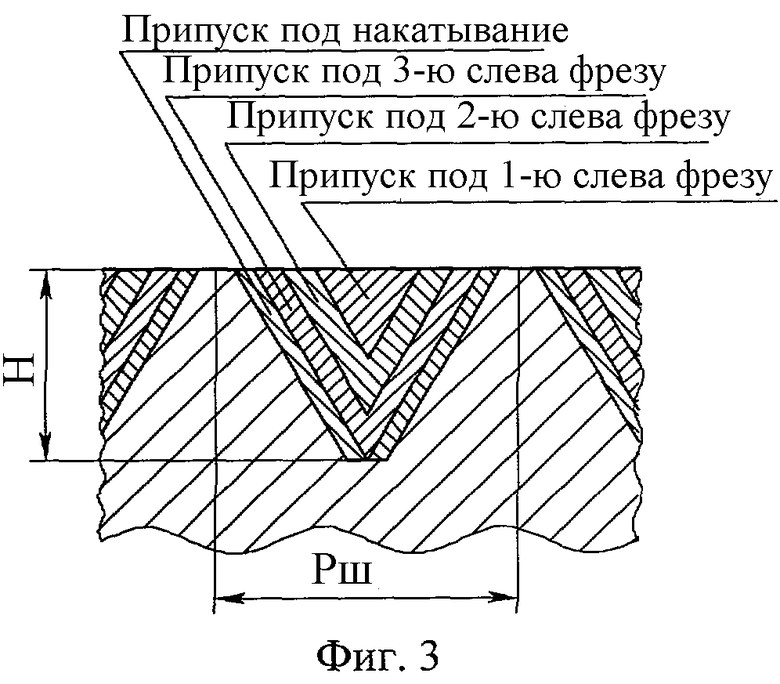
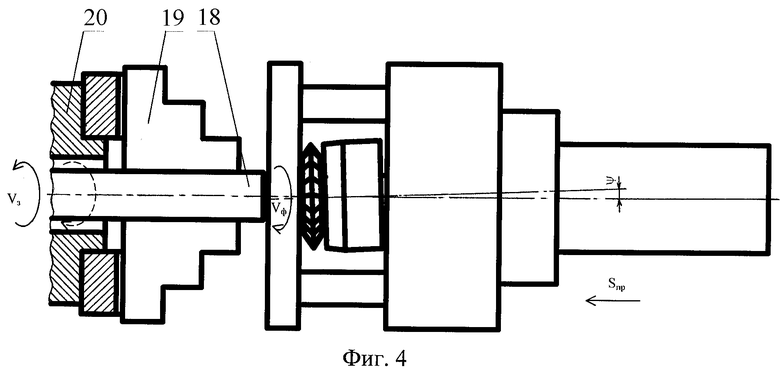
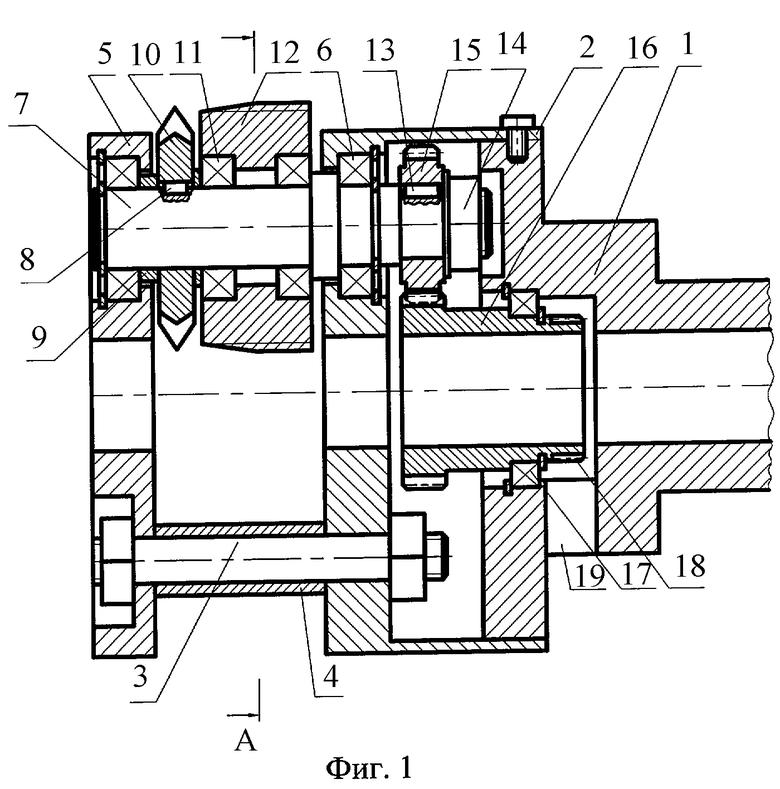
На фиг.1 изображена головка, реализующая предлагаемый способ, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - схема срезания припусков комплектом фрез и формирование резьбы накатыванием; на фиг.4 - схема фрезерования с одновременным накатыванием наружной резьбы по предлагаемому способу.
Предлагаемый способ резьбофрезерования с накатыванием предназначен для получения крупных наружных резьб и осуществляется специальной головкой, при котором заготовке сообщают вращательное движение, а головке - осевую подачу.
Головка осуществляет предварительное фрезерование винтовой канавки наружной резьбы и одновременное накатывание ее. Головка содержит хвостовик 1 и закрепленный на его торце корпус 2. К корпусу 2 с помощью штырей 3 и втулок 4 крепится крышка 5. В корпусе 2 и крышке 3 установлены под углом ψ к общей продольной оси, равным углу наклона витков накатываемой резьбы, с возможностью свободного вращения на шарикоподшипниках 6 не менее 3-х осей 7.
На осях 7 с помощью шпонок 8 и втулок 9 установлены мелкозубые дисковые резьбовые фрезы 10 с осевым смещением относительно друг друга на величину (РШ/n), где РШ - шаг накатываемой резьбы, n - количество фрез 10.
Для равномерного разделения большой высоты профиля нарезаемой резьбы при обработке крупных наружных резьб между фрезами и обеспечения снятия каждой фрезой равного припуска диаметр каждой последующей фрезы 10, начиная с первой, которую встречает заготовка при своем продольном перемещении (согласно фиг.1, первая фреза - это крайняя левая), больше диаметра предыдущей на величину (2Н/n), где Н - высота профиля нарезаемой резьбы за вычетом припуска под резьбонакатывание (фиг.3).
За резьбовыми фрезами 10 на осях 7 (на фиг.1, 4 - слева направо) установлены с возможностью свободного вращения на шарикоподшипниках 11 резьбонакатные ролики 12, имеющие заборную и калибрующие части, содержащие витки кольцевой резьбы, которые также смещены друг относительно друга на соседних роликах в осевом направлении на величину, равную (РШ/n).
На концах осей 7 (на фиг.1, 4 - на правых концах) с помощью шпонок 13 и гаек 14 установлены зубчатые колеса 15, приводимые во вращение центральным блоком-шестерней 16, установленным в хвостовике 1 на шарикоподшипниках 17 и имеющим второй зубчатый венец 18 для зацепления с приводом принудительного вращения фрез (не показан), при этом хвостовик 1 имеет паз 19 для расположения в нем вышеназванного привода.
Головка устанавливается, например, на суппорте на месте резцедержателя или у задней бабки токарного станка 16К20 (не показан) с помощью хвостовика 1. Центральному блоку-шестерне 16 через зубчатый венец 18 сообщается принудительное вращение от привода (не показан). При этом дисковые резьбовые фрезы 10 получают принудительное вращательное движение Vф, являющееся главным движением резания для резьбофрезерования. Обрабатываемой заготовке 20, закрепленной в патроне 21, который расположен на шпинделе 22, сообщается вращательное движение Vз, которое является одновременно движением круговой подачи для резьбофрезерования и главным движением для резьбонакатывания. При подводе к заготовке головки ей сообщается продольная подача Sпр, равная шагу накатываемой резьбы.
Дисковые резьбовые фрезы 10 последовательно врезаются в обрабатываемую заготовку 20, прорезая в ней винтовую канавку, имеющую некоторый припуск под последующее резьбонакатывание. Удаление припуска под фрезерование при достаточно высокой круговой подаче заготовки, соответствующей скорости накатывания резьбы (порядка 10 м/мин), обеспечивается большим количеством зубьев у дисковых резьбовых фрез и малой подачей на зуб фрезы и не вызывает существенного снижения стойкости фрез.
Затем по предварительно прорезанной на обрабатываемой заготовке 20 винтовой канавки прокатываются резьбонакатные ролики 12, окончательно формируя резьбовой профиль с минимальной шероховатостью и упрочненным поверхностным слоем. Поскольку резьбонакатные ролики 12 имеют возможность свободного вращения на осях 7 из-за сил трения между роликами 12 и обрабатываемой заготовкой 20 окружная скорость вращения резьбонакатных роликов 12 будет практически равна окружной скорости вращения обрабатываемой заготовки 20.
После окончания формирования резьбы обрабатываемой заготовки 20 сообщается ускоренное вращение в обратную сторону и она выкручивается из головки. Фрезы 10 при этом не контактируют с накатанной резьбой.
Настройку головки на обработку наружных резьб различных диаметров и шагов, имеющих близкое значение угла подъема винтовой линии, производят путем замены комплекта резьбовых фрез 10 и резьбонакатных роликов 12.
Пример. Обрабатывалась заготовка-вал с резьбой M100×6-6g длиной 200 мм, которую устанавливали в патроне токарного станка 16К20, а головку - в резцедержателе станка. Привод принудительного вращения фрез в головке, состоящий из электродвигателя и редуктора, имеющего на выходном валу открытую шестерню, устанавливали на головке. Заготовке сообщали вращательное движение Vз=8 м/мин, а головке - продольную подачу Sпр=6 мм/об. Скорость резьбофрезерования составляла Vф=87 м/мин. Испытаниями установлено, что размеры накатанной резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента соответствует нормам стойкости инструмента для аксиальных резьбонакатных головок, высота шероховатости резьбовой поверхности соответствует требованиям чертежа.
Предлагаемый способ резьбофрезерования с накатыванием специальной головкой для комбинированного фрезерования и накатывания наружных резьб с осевой подачей позволяет накатывать крупные резьбы, в том числе на заготовках из труднообрабатываемых или предварительно упрочненных материалов с высокой производительностью и качеством, при этом головка имеет относительно простую конструкцию. Способ обеспечивает возможность резьбофрезерной и резьбодеформирующей обработки с рациональными и оптимальными режимами, позволяет снизить себестоимость изготовления резьбовой поверхности, повысить качество, производительность процесса благодаря одновременному последовательному фрезерованию и накатыванию резьбы и увеличить срок стойкости инструмента.
Источники информации
1. А.с. СССР 1315180. МКИ В 21 G 5/00, В 21 Н 3/04. Режуще-резьбонакатная головка. // Т.А.Султанов, Е.В.Саяпин, В.А.Косарев. Заявка №4052185/31-08, заявл. 19.03.86, опубл. 07.06.87. Бюл. №21.
2. А.с. СССР 821003. МКИ В 21 Н 3/02. Головка для образования наружных резьб. // Н.А.Миронов, В.В.Загородский, М.Х.Гольдфельд. Заявка №2694371/25-27, заявл. 07.12.78, опубл. 15.04.81. Бюл. №14 – прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
Изобретение относится к технологии машиностроения к обработке металлов резанием и давлением, в частности к комбинированным способам изготовления и формообразования наружных резьб фрезерованием и пластическим деформированием - накатыванием. В способе резьбофрезерования с накатыванием предварительное формирование резьбы осуществляют мелкозубыми дисковыми резьбовыми фрезами, жестко закрепленными на осях, а окончательное профилирование резьбы производят свободно вращающимися резьбонакатными роликами, имеющими заборную и калибрующую части, при этом принудительное вращение фрез осуществляют через паз в хвостовике от индивидуального привода, который сообщает вращающий момент на центральный двойной блок-шестерню, расположенный на подшипниках в хвостовике и кинематически связанный с шестернями, жестко закрепленными на осях. Обеспечивается расширение технологических возможностей изготовления резьб, снижение себестоимости изготовления резьбовой поверхности, повышение качества и производительности процесса одновременного последовательного фрезерования и накатывания и стойкость резьб. 4ил.
Способ резьбофрезерования с накатыванием, осуществляемый головкой, содержащей хвостовик, корпус, крышку и оси, установленные на подшипниках, при котором заготовке сообщают вращательное движение, а головке - осевую подачу, отличающийся тем, что предварительное формирование резьбы осуществляют мелкозубыми дисковыми резьбовыми фрезами, жестко закрепленными на осях, а окончательное профилирование резьбы производят свободно вращающимися резьбонакатными роликами, имеющими заборную и калибрующую части, при этом принудительное вращение фрез осуществляют через паз в хвостовике от индивидуального привода, который сообщает вращающий момент на центральный двойной блок-шестерню, расположенный на подшипниках в хвостовике и кинематически связанный с шестернями, жестко закрепленными на осях.
| Головка для образования наружныхРЕзьб | 1978 |
|
SU821003A1 |
| Резьбонакатная плашка | 1985 |
|
SU1214297A1 |
| НАКАТНАЯ ГОЛОВКА | 0 |
|
SU342715A1 |
| US 4771625 A, 20.09.1988. | |||

