Изобретение относится к области машиностроения, а именно к механической обработке резьбовых поверхностей с периодическим винтовым профилем для получения соединений с самостопорящими свойствами.
Известен способ ротационного фрезерования резьб, состоящий в том, что заготовке сообщается вращательное движение вокруг ее оси, а фрезе придается вращательное движение резания, при этом фреза подводится к поверхности заготовки и подается в радиальном направлении на глубину врезания с одновременной осевой подачей по шагу резьбы (патент US №6460435, МПК B23G 1/32, B23G 5/18, опубл. 08.10.2002).
Недостатками данного изобретения являются:
1. Способ ориентирован, в основном, на заготовки с круглой конфигурацией типа гильз, колец, труб и т.д., что существенно ограничивает область применения. Использование способа для обработки резьб в корпусных деталях затрудняется необходимостью изготовления специальных базирующих и балансирующих устройств.
2. Способ неприменим для обработки резьб с изменяемой геометрией линии винтового профиля, например резьб с переменным шагом, с периодической и волнистой линией, т.к. в нем отсутствуют необходимые для этого движения рабочие элементы.
Известен также способ орбитального или планетарного фрезерования резьб, суть которого состоит в том, что концевая многониточная резьбовая фреза вводится в отверстие заготовки на полную глубину резьбы, фрезе сообщается вращательное движение резания, затем она подается в радиальном направлении на глубину врезания с одновременной осевой подачей вверх по шагу резьбы и планетарным круговым движением оси отверстия заготовки по двум координатам. После выхода фрезы из отверстия, его ось совмещается с осью фрезы (заявка US №2010260568, МПК В23С 3/32, B23G 5/18, опубл. 14.10.2010).
Недостатком способа по прототипу является его ограниченность стандартными типами резьб. Специальных профилей резьб и резьб с переменной геометрией винтовой линии, к которым относятся самостопорящиеся резьбы, обработать невозможно в силу того, что концевая многониточная фреза ориентирована только на резьбовые отверстия с цилиндрической образующей и постоянным шагом. Кроме того, нет дополнительных движений для реализации обработки резьб с переменной геометрией винтовой линии.
Техническим результатом предлагаемого способа является возможность образования внутреннего резьбового профиля с переменной геометрией винтовой линии резьбы в осевом или радиальном направлении. Такой профиль, в паре с гладким резьбовым профилем охватываемой детали, позволяет получить резьбовое соединение с натягом в форме контакта только по вершинам периодического профиля, а не по всей поверхности, как в соединениях по ГОСТ 4608-81. Данный профиль повышает стопорящие свойства резьбового соединения при меньших крутящих моментах сборки.
Результат достигается тем, что способ получения самостопорящейся резьбы, при котором берут фрезу, совмещают ось фрезы с осью отверстия заготовки, задают фрезе вращение и радиальное смещение на глубину резания с одновременным планетарным движением оси отверстия заготовки по двум координатам, осуществляют продольную подачу фрезы на длину резьбы и отвод фрезы в конце хода от заготовки, отличается тем, что, для формирования в процессе фрезерования внутреннего резьбового профиля с переменной геометрией винтовой линии в осевом или радиальном направлении, для нарезания резьбы применяют однониточную резьбовую фрезу, а продольную подачу осуществляют с наложением на фрезу либо осевых, либо радиальных колебательных движений с амплитудой, равной гарантированному стандартному зазору резьбы заготовки и частотой 3-4 колебания за один планетарный оборот оси заготовки.
Способ отличается также тем, что число осевых или радиальных колебаний фрезы изменяется по глубине резьбы.
Предлагаемый способ получения самостопорящейся резьбы заключается в том, что внутренний резьбовой профиль нарезается однониточной резьбовой фрезой. При этом ось отверстия детали движется по планетарной траектории, а для формирования переменной геометрии резьбового профиля, фреза дополнительно совершает колебания либо в осевом, либо в радиальном направлении. Амплитуда колебаний фрезы равна гарантированному стандартному зазору резьбы заготовки, а частота - 3-4 колебания на один планетарный оборот.
Преимущество предлагаемого способа перед прототипом заключается в том, что в процессе фрезерования формируется внутренний резьбовой профиль с переменной геометрией винтовой линии резьбы в осевом или радиальном направлении. Данный профиль позволяет повысить стопорящие свойства резьбового соединения.
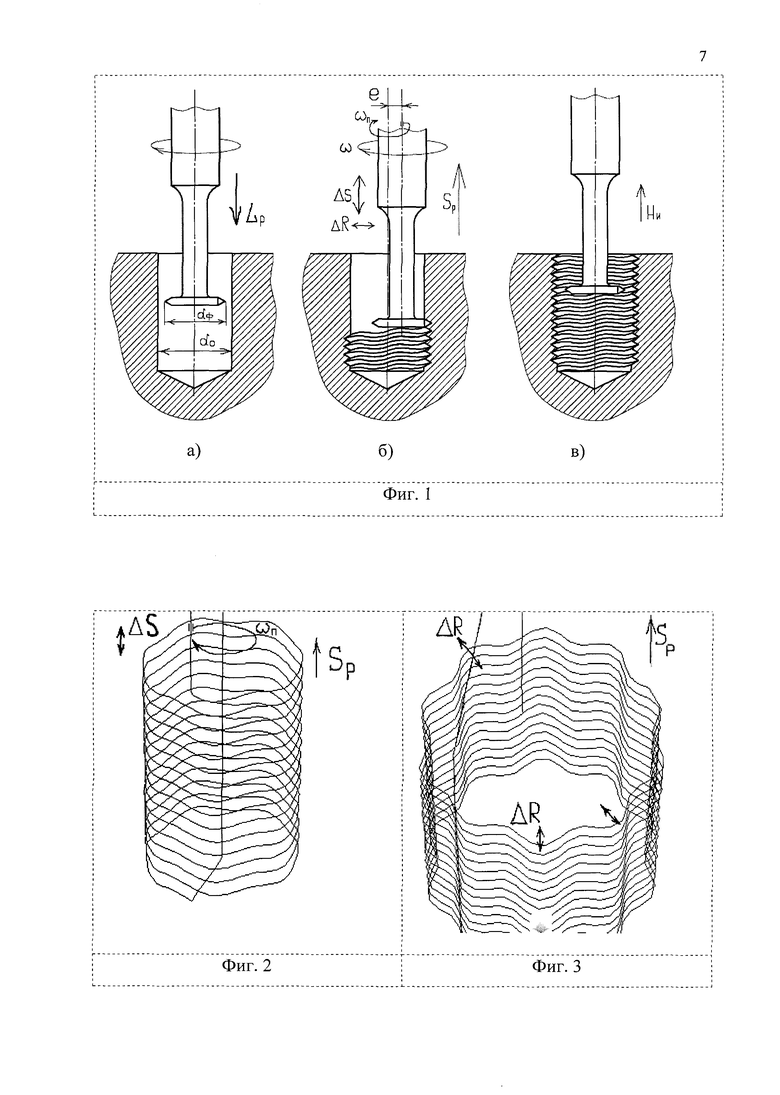
На фиг. 1 представлена схема способа планетарного фрезерования самостопорящейся резьбы. Вначале (фиг. 1а) фреза диаметром dф по программе подается в отверстие dо на глубину нарезания резьбы Lр. Затем (фиг. 1б) включается вращение фрезы с частотой ω. Далее фреза перемещается в радиальном направлении к стенке отверстия для врезания на расстояние
 ,
,
где Н - высота профиля резьбы.
После этого включается планетарное движение оси фрезы вокруг оси отверстия с частотой вращения ωп с одновременной вертикальной подачей фрезы по шагу резьбы Sр, причем по программе на эту подачу накладывают модулирующие колебания в осевом ΔS, либо радиальном направлении.
После нарезания резьбы, ось фрезы по программе совмещается с осью отверстия (фиг. 1в) и удаляется из него в исходное положение на величину Ни с выключением вращения.
На фиг. 2 представлена программная эмуляция траектории движения режущей кромки фрезы и след резьбы в случае планетарного фрезерования с вертикальной подачей по шагу резьбы, модулированной осевыми колебаниями с амплитудой ΔS.
Сборка и разборка соединения осуществляется известными способами, с использованием стандартных метрических крепежных элементов. В процессе сборки между резьбой крепежного элемента и полученного резьбового профиля возникает сила трения, вызванная переменной геометрией винтовой линии. Поскольку нарезание внутренней резьбы осуществляется с модулирующими колебаниями с амплитудой, равной гарантированному стандартному зазору резьбы заготовки, полученная геометрия резьбового профиля обеспечивает компенсацию зазоров в резьбовом соединении, повышая его стопорящие свойства.
Предложенное техническое решение позволяет получить резьбовой профиль отверстия с переменной геометрией винтовой линии, который обеспечивает стопорящие свойства на уровне соединений с натягом по ГОСТ 4608-8, но при меньшем значении крутящих моментов сборки при использовании крепежных элементов с гладкой стандартной метрической резьбой по ГОСТ 16093-81.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2001 |
|
RU2210470C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ГОЛОВКА ДЛЯ ПЛАНЕТАРНОГО ФОРМООБРАЗОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2011 |
|
RU2453406C1 |
| Способ фрезерования резьбы и устройство для его осуществления | 1985 |
|
SU1299706A1 |
Способ включает совмещение оси фрезы с осью отверстия заготовки, задание фрезе вращения и радиальной подачи на глубину резания с одновременным планетарным движением оси отверстия заготовки по двум координатам, осуществление продольной подачи фрезы, нарезание резьбы и отвод фрезы от заготовки. Для повышения стопорящих свойств получаемых резьбовых соединений используют однониточную резьбовую фрезу, а продольную подачу осуществляют с наложением на фрезу периодических осевых или радиальных колебательных движений с амплитудой, равной зазору в резьбе и частотой 3-4 колебания за один планетарный оборот оси заготовки. Число периодических осевых колебаний или радиальных колебаний могут изменять по длине резьбы отверстия. 1 з.п. ф-лы, 2 ил.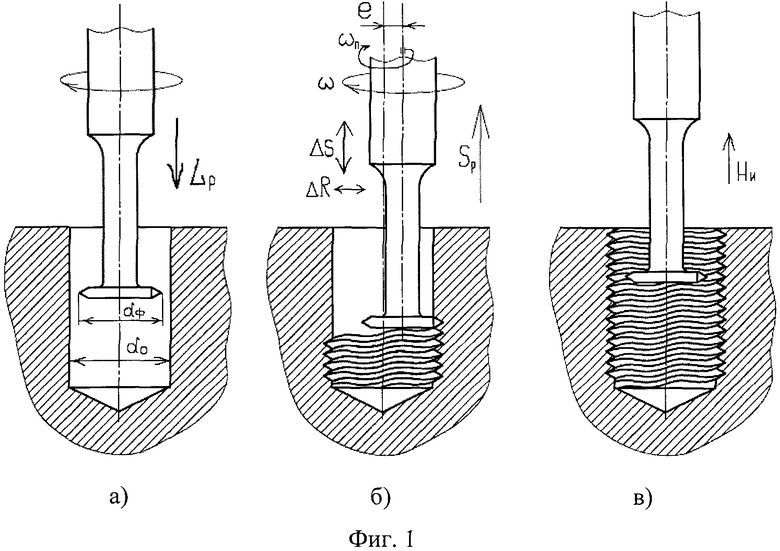
1. Способ нарезания самостопорящейся резьбы, включающий совмещение оси фрезы для нарезания резьбы с осью отверстия заготовки, задание фрезе вращения и радиального смещения на глубину резания с одновременным планетарным движением оси отверстия заготовки по двум координатам, осуществление продольной подачи фрезы на длину резьбы и отвод фрезы от заготовки, отличающийся тем, что в процессе нарезания осуществляют формирование внутреннего резьбового профиля с переменной геометрией винтовой линии в осевом или радиальном направлении с использованием однониточной резьбовой фрезы, а продольную подачу осуществляют с наложением на фрезу осевых или радиальных периодических колебательных движений с амплитудой, равной зазору в резьбе и частотой 3-4 колебания за один планетарный оборот оси заготовки.
2. Способ по п. 1, отличающийся тем, что число осевых или радиальных периодических колебательных движений изменяют по длине резьбы отверстия.
| US 20100260568 A1, 14.10.2010 | |||
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 0 |
|
SU376190A1 |
| Устройство для вихревого нарезания внутренних резьб | 1977 |
|
SU686837A2 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |

