Изобретение относится к швейной промышленности, а более конкретно к производству головных уборов из эластичных материалов, например трикотажного полотна.
Из уровня техники известен способ изготовления трансформируемого головного убора, включающий вязание заготовки трубчатой формы с донышком с последующим формированием жесткого козырька (см. патент US - 3169252, 1965).
Изготовленные указанным выше способом трансформируемые головные уборы имеют не только ограниченные эксплуатационные возможности (отсутствие возможности регулировки величины площади открытой части лица), но и ограниченные функциональные возможности из-за наличия жесткого козырька.
Известен также способ изготовления трансформируемого головного убора, взятый в качестве прототипа и включающий выкраивание из эластичного материала прямоугольной заготовки, нанесение на нее двух параллельных между собой линий сгиба, разделяющих заготовку на три части одинакового размера, при этом в первой части заготовки формируют вырез круглой формы для лица, а во второй части заготовки формируют два выреза для глаз и один вырез для рта, сопряженные при сгибании заготовки с вырезом в первой части заготовки. После этого заготовку по нанесенным линиям сгиба складывают в гармошку, а затем соединяют между собой края заготовки, а также линии сгиба со свободными краями заготовки с образованием закрытой головной части и открытой нижней части трансформируемого головного убора (см. патент US - 3271781, 1966).
Недостаток этого способа заключается в том, что его осуществление связано не только со значительным расходом материала (трансформируемый головной убор содержит соединенные между собой переднюю часть с круглым вырезом для лица, среднюю часть с вырезами для глаз и рта, а также заднюю часть), но и значительными трудозатратами, связанными с выполнением в заготовке четырех вырезов, расположенных определенным образом.
Изобретение направлено на решение технической задачи по обеспечению снижения расхода материала и трудозатрат при изготовлении трансформируемого головного убора с одновременным повышением его эксплуатационных возможностей и эстетического вида.
Поставленная задача решена тем, что в способе изготовления трансформируемого головного убора, включающем выкраивание заготовки из воздухопроницаемого эластичного материала, а также операцию соединения краев с образованием закрытой головной части и открытой шейной части головного убора, согласно изобретению выкраивают две заготовки с одинаковыми поперечными размерами, но различной длины, из первой заготовки, соответствующей передней части трансформируемого головного убора и имеющей большую длину, формируют верхнюю и нижнюю детали путем, по крайней мере, одноразового поперечного разрезания первой заготовки, а перед операцией соединения с соответствующими краями второй заготовки верхних и боковых краев верхней детали первой заготовки и боковых краев нижней детали первой заготовки, на вторую заготовку, соответствующую задней части трансформируемого головного убора, последовательно накладывают детали первой заготовки, совмещая их края с соответствующими краями второй заготовки и размещая нижнюю часть верхней детали и верхнюю часть нижней детали внахлестку относительно друг друга.
При этом на верхней и нижней деталях первой заготовки и на продольной оси симметрии трансформируемого головного убора размещают средства для разъемного соединения взаимообращенных поверхностей верхней и нижней деталей первой заготовки между собой.
Кроме того, поставленная задача решена тем, что
- на вторую заготовку, соответствующую задней части трансформируемого головного убора, накладывают сначала нижнюю деталь первой заготовки, совмещая ее нижний и боковые края с соответствующими краями второй заготовки, а затем накладывают на нее верхнюю деталь, совмещая ее верхний и боковые края с соответствующими краями второй заготовки и размещая ее нижнюю часть внахлестку с верхней частью нижней детали;
- верхнюю деталь формируют путем поперечного разрезания первой заготовки по первой дугообразной плавной кривой, выпуклость которой обращена в сторону головной части головного убора, а нижнюю деталь формируют путем поперечного разрезания первой заготовки по второй дугообразной плавной кривой, выпуклость которой обращена в сторону шейной части головного убора.
Преимущество предложенного способа изготовления трансформируемого головного убора перед известным, взятым в качестве прототипа, заключается в существенном (до 30%) уменьшении расхода материала. Кроме того, снижаются трудозатраты, так как вместо четырех вырезов определенной формы, расположенных в строго определенных местах, из первой заготовки формируют первую и вторые детали путем одного или двух разрезаний первой заготовки в поперечном направлении. В результате осуществления предлагаемого способа снижается не только стоимость изготавливаемого изделия, но и сам трансформируемый головной убор приобретает новые эксплуатационные возможности, а именно: возможность плавно регулировать в широком диапазоне площадь открытой части лица (от положения, когда лицо полностью открыто, до положения, когда открытыми остаются только глаза) при одновременном сохранении эстетического вида головного убора (складки в области соединения первой и второй деталей между собой и со второй заготовкой отсутствуют).
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной выше совокупностью существенных признаков требуемого технического результата.
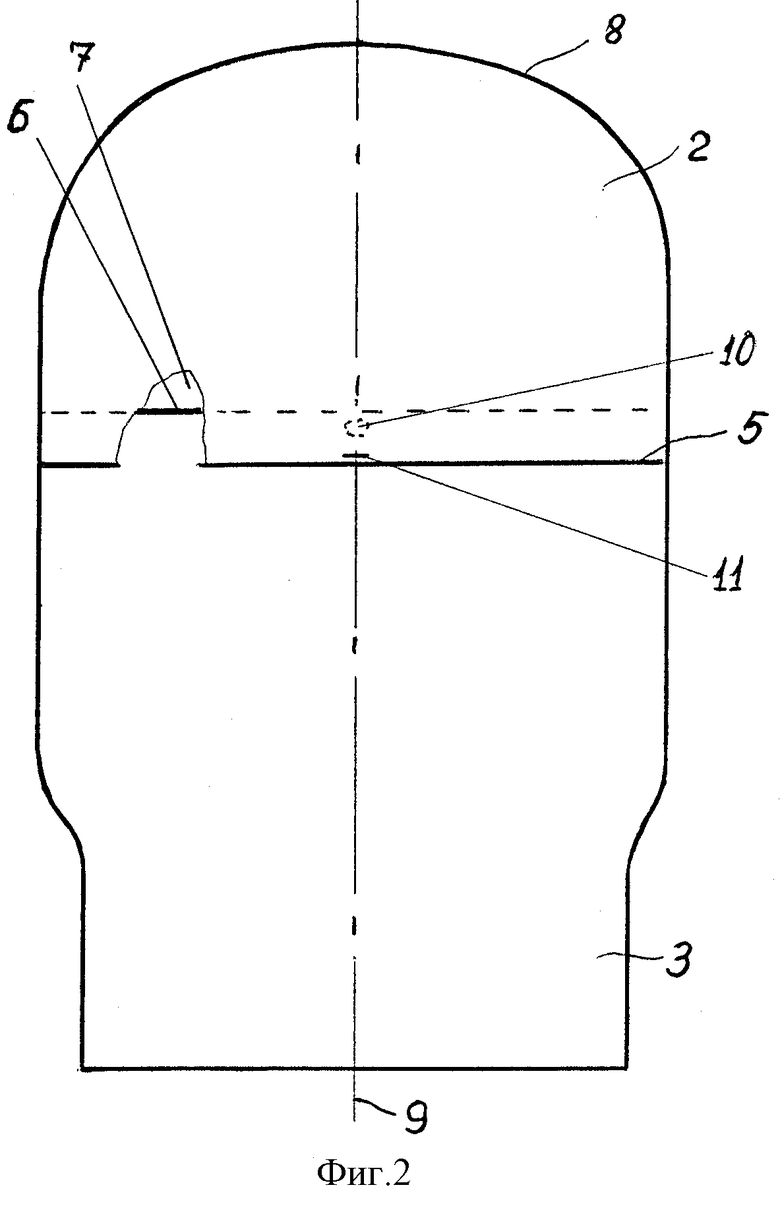
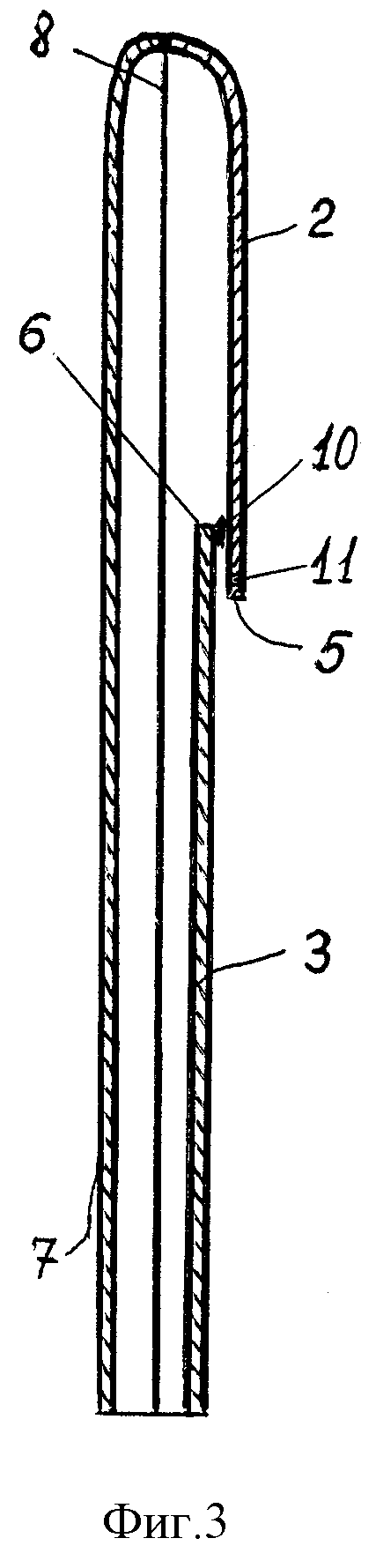
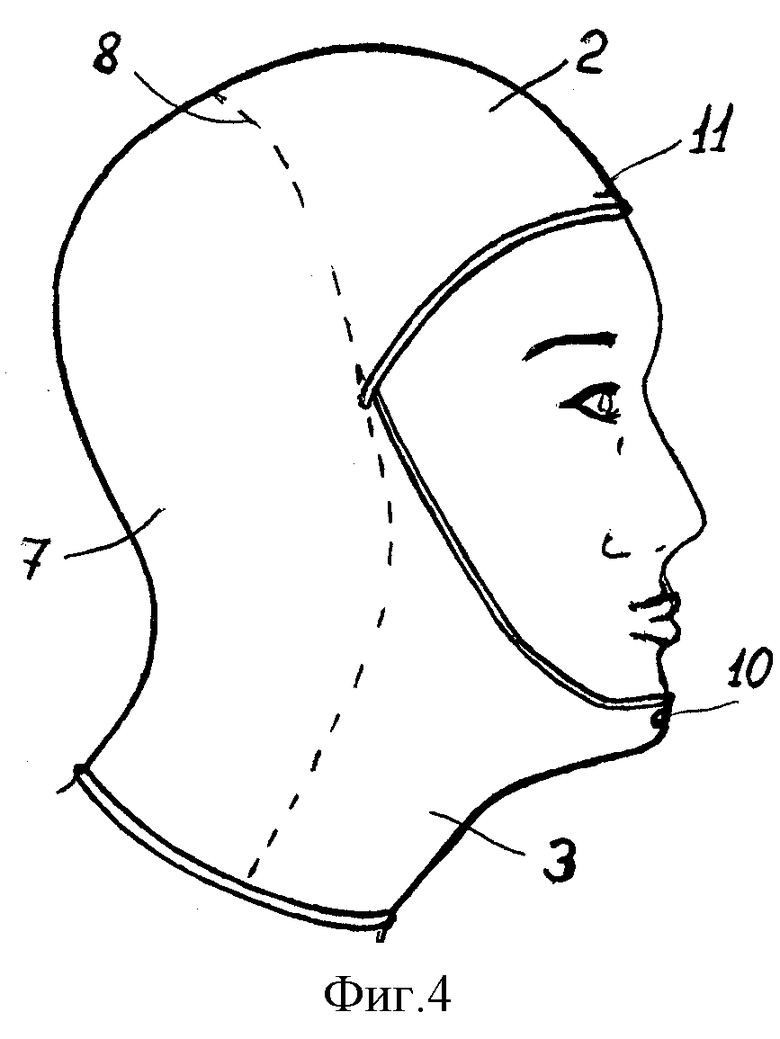
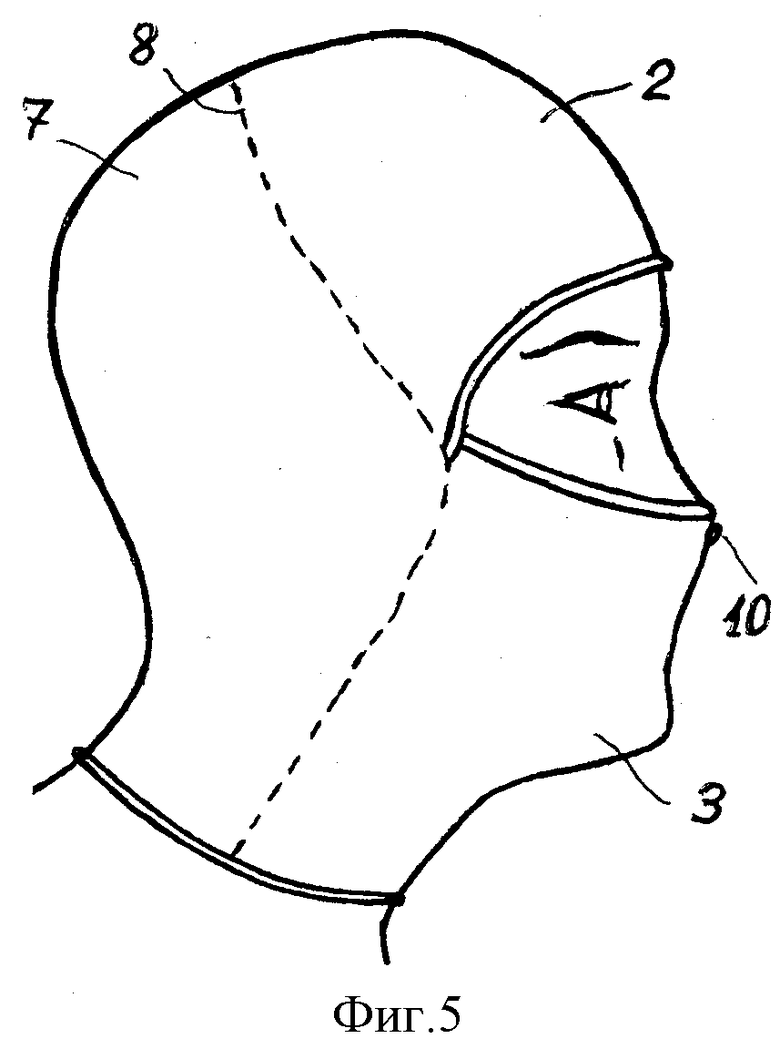
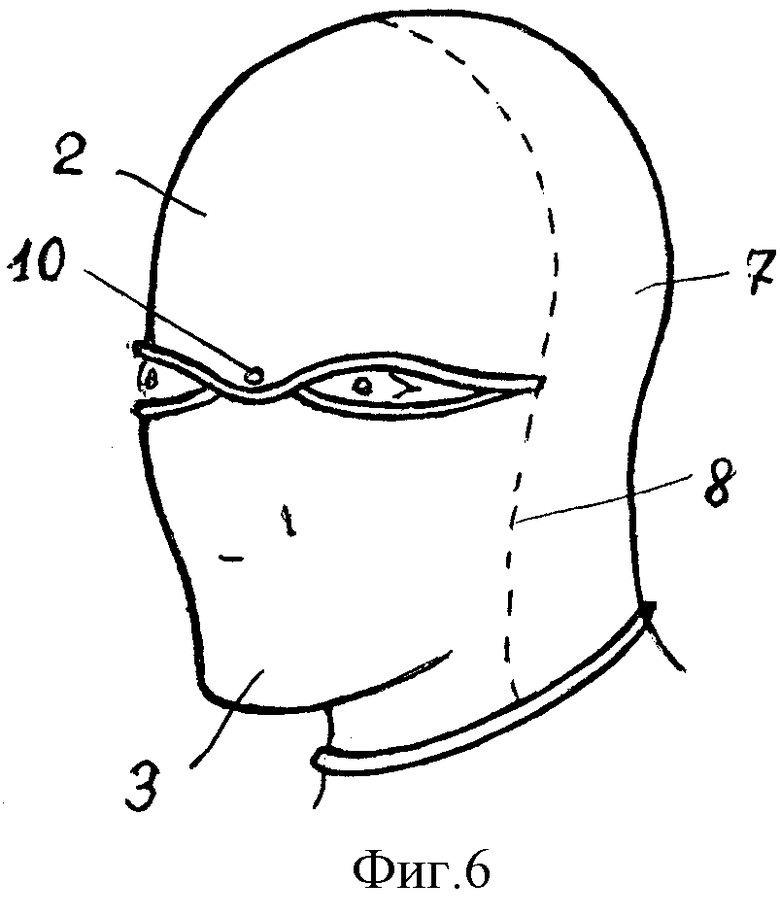
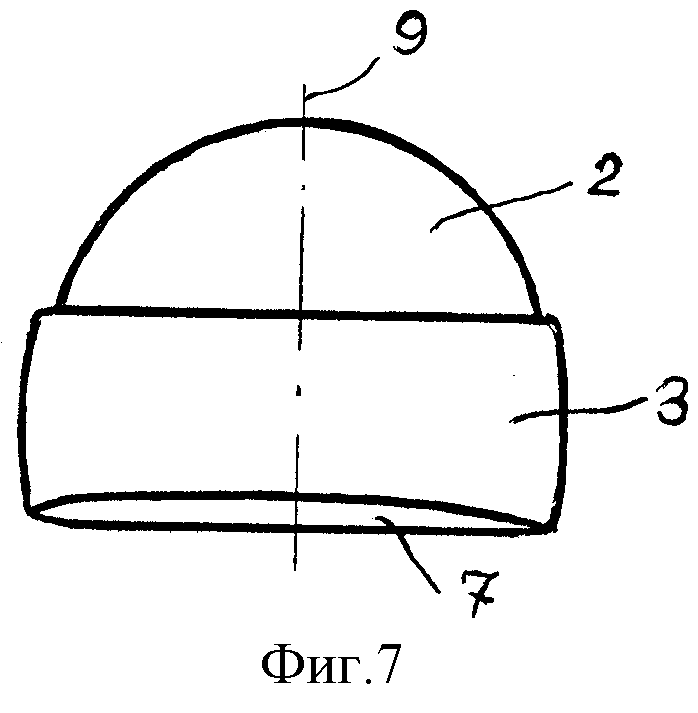
На фиг. 1 изображена первая заготовка; на фиг.2 - готовый трансформируемый головной убор (вид спереди); на фиг.3 - то же, вид сбоку, продольный разрез; на фиг. 4 - то же, когда лицо полностью открыто; на фиг.5 - то же, когда лицо частично закрыто; на фиг.6 - то же, когда открыты только глаза; на фиг.7 - то же в виде шапочки.
На фиг. 1 используются следующие обозначения: 1 - первая заготовка, 2 - верхняя деталь, 3 - нижняя деталь, 4, 4' и 4" - линии поперечного реза первой заготовки. Трансформируемый головной убор (фиг.2-7) содержит переднюю часть, выполненную в виде верхней детали 2 и нижней детали 3, при этом нижний край 5 верхней детали 2 расположен внахлестку с верхним краем 6 нижней детали 3. Кроме того, трансформируемый головной убор содержит заднюю часть 7, выполненную в виде второй заготовки, которая имеет поперечные размеры, такие же, как и у первой заготовки 1, но меньшую длину. Задняя часть 7 трансформируемого головного убора соединена с нижней 3 и верхней 2 деталями передней части головного убора посредством текстильного шва 8 с образованием закрытого верхнего края и открытого нижнего края шейной части трансформируемого головного убора. На продольной оси 9 симметрии трансформируемого головного убора размещены средства для разъемного соединения краев 5 и 6 соответственно верхней 2 и нижней 3 деталей, выполненных, например, в виде пуговицы 10, закрепленной вблизи края 6 нижней детали 3 и соответствующей ей петлевой прорези 11, выполненной вблизи края 5 верхней детали 2. В качестве средств для соединения краев 5 и 6 деталей 2 и 3 могут быть использованы липучки, кнопки, крючки и другие известные средства того же назначения.
Способ изготовления трансформируемого головного убора осуществляется следующим образом. Сначала из эластичного (в предпочтительном варианте осуществления изобретения с растяжимостью не менее 40%) и воздухопроницаемого материала, например трикотажного, выкраивают две заготовки, имеющие одинаковые поперечные размеры, но различную длину. Из первой заготовки 1, которая имеет большую длину и которая соответствует передней части трансформируемого головного убора, формируют верхнюю деталь 2 и нижнюю деталь 3 путем либо поперечного разрезания первой заготовки 1 по линии 4 реза, либо путем разрезания первой заготовки 1 по линиям поперечного реза 4' и 4'', которые имеют форму плавной дугообразной кривой (например, эллиптической дуги). При этом выпуклость линии 4' поперечного реза обращена в сторону головной части трансформируемого головного убора, а выпуклость линии 4'' поперечного реза обращена в противоположную сторону (в сторону шейной части трансформируемого головного убора). Здесь необходимо отметить, что формирование верхней 2 и нижней 3 деталей путем разрезания первой заготовки 1 по линиям реза 4' и 4'' обеспечивает получение изделий с более высокими эстетическими параметрами по сравнению со случаем, когда разрезание первой заготовки 1 осуществляют по линии реза 4. Аналогично описанная ниже последовательность действий позволяет улучшить эстетический вид трансформируемого головного убора по сравнению со случаем, когда верхняя часть нижней детали 3 расположена внахлестку с нижней частью верхней детали 2. Однако в ряде случаев технологичнее может оказаться именно последний вариант осуществления предложенного способа.
Затем на вторую заготовку, соответствующую задней части трансформируемого головного убора, накладывают сначала нижнюю деталь 3 первой заготовки 1, совмещая ее нижний и боковые края с соответствующими краями второй заготовки. После этого на вторую заготовку накладывают верхнюю деталь 2, совмещая ее верхний (ие) и боковые края с соответствующими верхним (-ми) и боковыми краями второй заготовки, при этом нижний край 5 верхней детали 2 размещают над (внахлестку) верхним краем 6 нижней детали 3. После этого осуществляют соединение краев второй заготовки с краями деталей 2 и 3 первой заготовки и одновременно деталей 2 и 3 между собой в местах наложения края 5 детали 2 на край 6 детали 3, например текстильным швом 8, оставляя открытым только нижнюю (шейную) часть трансформируемого головного убора.
Кроме этого, на продольной оси 9 симметрии трансформируемого головного убора размещают средства для разъемного соединения взаимообращенных поверхностей верхней 2 и нижней 3 деталей между собой, например, в виде пуговицы 10 и соответствующей ей петлевой прорези 11. Эту операцию осуществляют либо до, либо после операции соединения второй заготовки с деталями 2 и 3. Иногда технологически бывает целесообразным осуществить операцию размещения средств для разъемного соединения краев деталей 2 и 3 в два этапа, а именно: петлевую прорезь 11 формируют на нижней детали 3 сразу же после операции разрезания первой заготовки 1, а пришивают пуговицу 10 уже на готовом изделии.
Фиг. 4-7 - иллюстрируют эксплуатационные возможности изготовленного предложенным способом трансформируемого головного убора, при этом за счет предложенного расположения деталей 2 и 3 исключается образование складок во всем диапазоне изменения площади открытой части лица. Иными словами, обеспечивается эстетический вид трансформируемого головного убора.
Верхняя часть трансформируемого головного убора может быть выполнена любым из числа известных способов, например путем формирования в верхней части первой 1 и второй заготовок клинообразных вырезов, показанных на фиг.1 пунктирной линией.
Предложенный способ изготовления трансформируемого головного убора может быть осуществлен с использованием широко распространенного швейного оборудования как на специализированных предприятиях, так и в индивидуальном секторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСФОРМИРУЕМАЯ ОДЕЖДА | 2010 |
|
RU2423897C1 |
| ГОЛОВКА ГОЛОВНОГО УБОРА | 2004 |
|
RU2251951C1 |
| ТРАНСФОРМИРУЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ | 2010 |
|
RU2422061C1 |
| Трансформируемый предмет верхней одежды | 1989 |
|
SU1797827A1 |
| ПОВТОРНО СКРЕПЛЯЕМОЕ АДСОРБИРУЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2387432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАЩА С КАПЮШОНОМ | 2002 |
|
RU2228690C1 |
| Способ изготовления головы текстильной куклы и голова куклы | 2020 |
|
RU2747122C1 |
| КОМПЛЕКТ ШАБЛОНОВ ДЕТАЛЕЙ КЕПКИ | 1992 |
|
RU2037311C1 |
| ЗАЩИТНАЯ МАСКА ОТ УКУСОВ НАСЕКОМЫХ | 1999 |
|
RU2184446C2 |
| МНОГОСЕКЦИОННОЕ ОГОЛОВЬЕ И МАСКА РЕСПИРАТОРА В СБОРЕ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2175259C2 |
Способ изготовления трансформируемого головного убора, в котором выкраивают две заготовки с одинаковыми поперечными размерами, но различной длины. Из первой заготовки, соответствующей передней части трансформируемого головного убора и имеющей большую длину, формируют верхнюю и нижнюю детали путем по крайней мере одноразового поперечного разрезания первой заготовки. Перед операцией соединения боковых и верхних краев первой и второй заготовок на вторую заготовку, соответствующую задней части трансформируемого головного убора, накладывают сначала нижнюю деталь первой заготовки, совмещая ее нижний и боковые края с соответствующими краями второй заготовки, а затем накладывают на нее верхнюю деталь, совмещая ее края с соответствующими краями второй заготовки и размещая ее нижнюю часть внахлестку с верхней частью нижней детали, при этом на верхней и нижней деталях первой заготовки и на продольной оси симметрии трансформируемого головного убора размещают средства для разъемного соединения взаимообращенных поверхностей верхней и нижней деталей первой заготовки между собой, что обеспечивает снижение расхода деталей материала и трудозатрат. 2 з.п. ф-лы, 7 ил.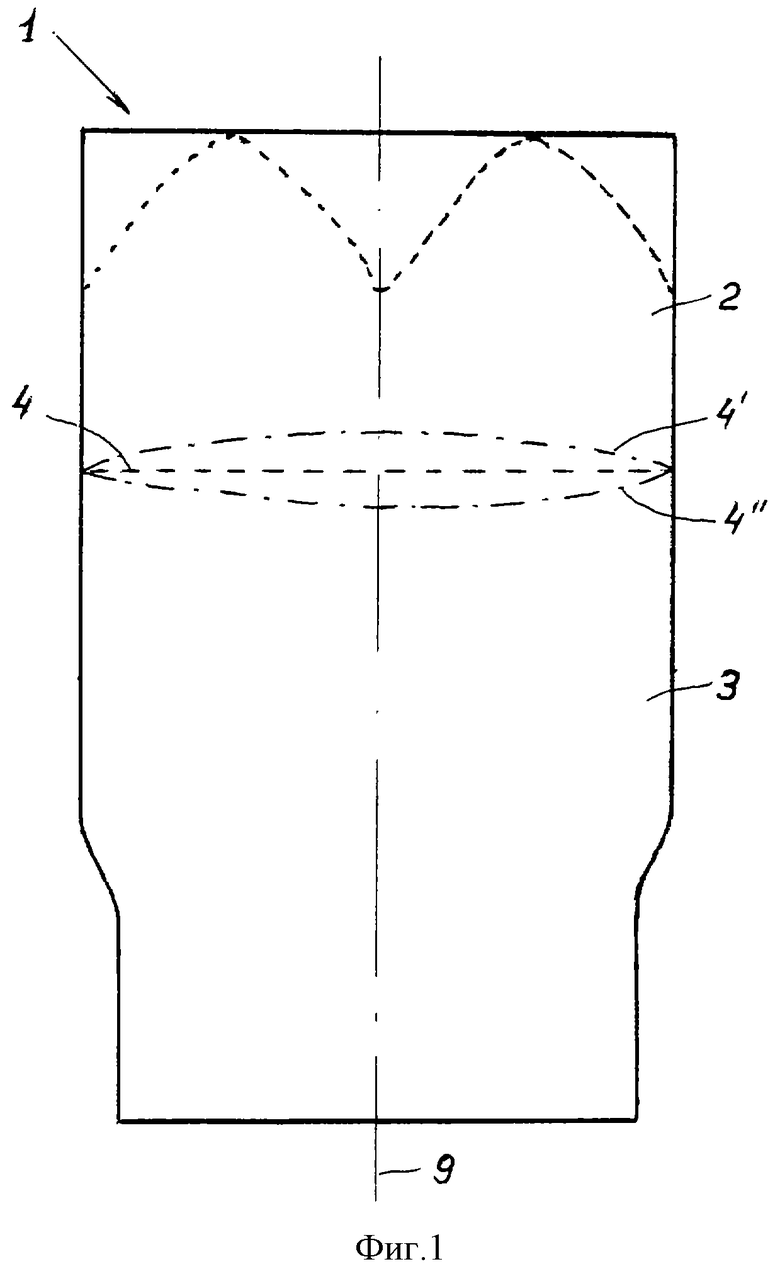
| US 3271781 А, 13.09.1966 | |||
| УПОРНОЕ ИЛИ УСТАНОВОЧНОЕ КОЛЬЦО | 1930 |
|
SU24620A1 |
| СПОСОБ КАТОДНОЙ ЗАЩИТЫ ОТ ВНУТРЕННЕЙ КОРРОЗИИ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1997 |
|
RU2124071C1 |
| Устройство для вычисления экспоненциальной функции | 1985 |
|
SU1295389A1 |
| US 5339466 А, 23.08.1994 | |||
| DE 3049354 A1, 17.09.1981 | |||
| US 3373447 А, 10.03.1966. | |||

