Изобретение относится к области машиностроения и может быть использовано в авиационном и энергетическом турбостроении при ремонте лопаток турбин.
Известны способы удаления покрытий из никеля и его сплавов с помощью химического травления в концентрированных растворах одной или нескольких кислот [1, стр. 482, табл. 16.1].
Недостатком известных способов является повышенная токсичность и низкая производительность.
Наиболее близким аналогом, взятым за прототип, является способ удаления никелевого покрытия со стальных изделий, включающий анодную обработку в электролите, содержащем серную кислоту, органическую добавку и воду, отличающийся тем, что в качестве органической добавки берут сахарную кислоту при следующем соотношении компонентов, мас.%:
Серная кислота - 60-70
Сахарная кислота - 0,5-1
Вода - Остальное
а обработку ведут при плотности тока 25-45 А/дм2 [2].
Недостатком известного способа является высокая токсичность используемого электролита, недостаточно высокая производительность, растворение и изменение геометрии острых кромок на поверхности обрабатываемого изделия.
Технической задачей изобретения является снижение токсичности процесса удаления никелевого алюминидного покрытия, увеличение его производительности, а также сохранение геометрии острых кромок на поверхности изделия в процессе обработки.
Техническая задача достигается тем, что предложен способ удаления алюминидного покрытия на основе никеля с поверхности изделия, включающий электрохимическую обработку изделия в электролите, содержащем неорганическую кислоту и воду, электрохимическую обработку ведут в режиме микродугового оксидирования и растворения при плотности тока 50-100 А/дм2 в электролите, содержащем, мас.%:
Неорганическая кислота - 1-12
Вода - Остальное
В качестве неорганической кислоты используют кислоту, выбранную из группы: азотная, серная, соляная, фосфорная. Нерастворимые в электролите продукты электрохимической обработки удаляют с поверхности изделия путем механической обработки.
Предлагаемый способ позволяет удалять алюминидные многокомпонентные покрытия типа СДП-1 (NiCoCrAlY), СДП-2 (NiCrAlY), СДП-3 (CoCrAlY), ВСДП-8 (NiCrAlWYC), ВСДП-9 (NiCrAlTaY), ВСДП-11 (NiAlCrSiY), ВСДП-16 (NiAlCrY), ВСДП-18 (NiAliCrY) и др. для рабочих лопаток газовых турбин.
Использование для электрохимического удаления покрытий рабочего процесса, совмещающего микродуговое оксидирование поверхности при плотности тока 50-100 А/дм2 с ее электрохимическим растворением, позволяет поднять производительность процесса и в несколько раз снизить процентное содержание неорганических кислот в используемом электролите и, соответственно, уменьшить его токсичность. В результате обработки алюминидное покрытие на основе никеля на поверхности изделия окисляется с образованием слоя шлама из окислов и растворимых в воде солей металлов, входящих в состав покрытия. При образовании в процессе электрохимической обработки на поверхности детали локальных зон плотного, плохо растворимого шлама или сохранении остатков покрытия в местах, где оно имеет максимальную толщину, проводят его механическое удаление, например, гидроабразивной обработкой или обдувкой сухим электрокорундом. Процессы электрохимической и механической обработки могут проводиться поочередно до полного удаления покрытия с поверхности пера лопатки турбины.
Сущность изобретения поясняется следующим примером.
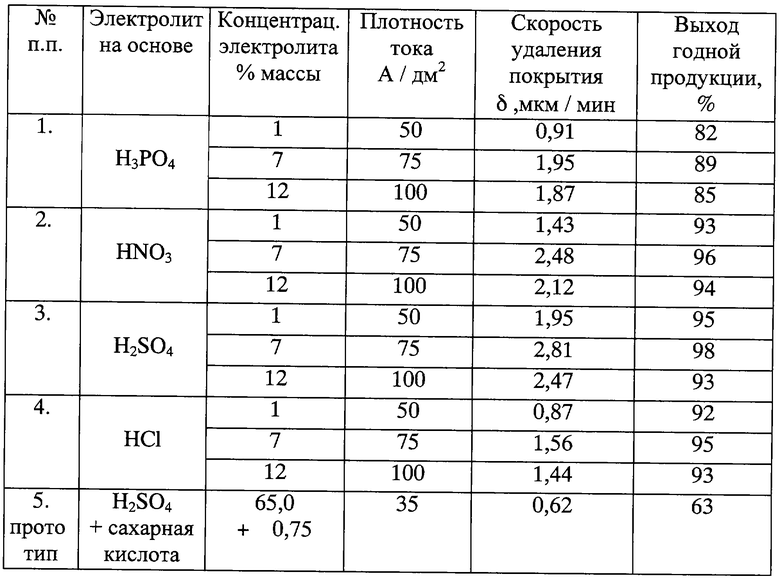
Рабочие лопатки газотурбинного авиационного двигателя из сплава ЖС6У имели на поверхности пера жаростойкое защитное алюминидное покрытие типа BCДП-11 (NiAlCrSiY). Покрытие было удалено с поверхности пера в соответствии с предложенным способом в водных электролитах разных концентраций на основе серной, соляной, азотной, фосфорной кислот при одинаковом количестве лопаток в каждом процессе. Весовым методом была определена скорость удаления покрытия, рассчитана плотность тока на поверхности лопатки. Геометрия входных и выходных кромок пера контролировалась визуально на оптическом микроскопе для отбраковки лопаток с изменениями, превышающими допустимые отклонения размеров по чертежу на лопатку. Отношение количества лопаток пригодных к дальнейшему ремонту после обработки в каждом электролите к общему количеству лопаток, обработанных в данном электролите, определялось в процентном отношении как выход годной продукции процесса. Полученные результаты представлены в таблице.
Удаление алюминидного покрытия на основе никеля проводилось электрохимической обработкой лопаток в режиме микродугового оксидирования и растворения в течение 15-60 минут. Покрытие удалялось на спинке, входной и выходной кромках пера. Остатки покрытия имелись на корыте и были удалены пескоструйной обработкой поверхности обдувкой сухим электрокорундом с размером зерна 40-100 мкм. Электрохимическая обработка была повторена. Полнота удаления покрытия контролировалась визуально по появлению на поверхности макроструктуры основного материала лопатки.
Как видно из представленного примера, при обработке в соответствии с предлагаемым способом скорость удаления покрытия возрастает в 2-3 раза при увеличении выхода годной продукции и снижении концентрации электролита в 5 и более раз. Оптимальными являются плотности тока 70-80 А/дм2. При превышении этого предела на поверхности детали наблюдается локальное закипание электролита, его интенсивное испарение и переход к режиму сильноточных дуговых разрядов на поверхности детали, что может привести к необратимым разрушениям поверхности. При меньших плотностях тока скорость удаления покрытия заметно уменьшается. По концентрации оптимальным является диапазон 6-8% массы кислоты.
В этом случае микродуговое оксидирование и электрохимическое растворение никелевого покрытия обеспечивают процессу удаления максимальную скорость. При концентрации электролита 6% и менее скорость электрохимического растворения уменьшается, что приводит к повышению шероховатости поверхности, т.к. интенсивность микродуговых разрядов возрастает. В области концентраций электролита более 8% микродуговые разряды начинают переходить в дуговые, что также ведет к огрублению поверхности детали в процессе обработки.
Характер процесса удаления алюминидного покрытия на основе никеля не меняется в зависимости от типа неорганической кислоты, использованной для приготовления электролита. Наблюдается изменение значения величины скорости удаления покрытия, максимальные значения которой при прочих равных условиях получены для процессов, проведенных в электролитах на основе серной кислоты. В случае использования водного электролита на основе фосфорной кислоты определяющим процессом при обработке является микродуговое оксидирование поверхности, что также ведет к более интенсивному повреждению острых кромок и несколько снижает выход годных изделий.
Аналогичные результаты были получены на рабочих лопатках турбин из сплавов ЖС26 и ЖС32 с отработавшими свой ресурс жаростойкими алюминидными покрытиями.
Применение изобретения в промышленности для ремонта лопаток турбин позволит существенно снизить расход токсичных сильных кислот (в 10-12 раз) и, в значительной степени, решит проблему утилизации отходов, а также снизит экологическую нагрузку на окружающую среду при создании ремонтных производств.
Источники информации
1. Елисеев Ю.С., Абраимов Н.В., Крымов В.В. Химико-термическая обработка и защитные покрытия в авиадвигателестроении. - М.: Высшая школа, 1999, 595 с.
2. А.с. СССР 1661252, C 25 F 5/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ЖАРОСТОЙКОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2002 |
|
RU2228396C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2015 |
|
RU2590457C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С РАВНООСНОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2261935C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2368701C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2283365C2 |
| Способ электрохимического нанесения покрытия на изделия из алюминиевого сплава | 2023 |
|
RU2821180C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2280096C1 |
| СПОСОБ УДАЛЕНИЯ ЖАРОСТОЙКИХ ПОКРЫТИЙ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ИЗ ТВЁРДЫХ СПЛАВОВ | 2019 |
|
RU2764042C2 |
Изобретение относится к области машиностроения и может быть использовано в авиационном и энергетическом турбостроении при ремонте лопаток турбин. Способ включает электрохимическую обработку изделия в режиме микродугового оксидирования и растворения при плотности тока 50-100 А/дм2 в электролите, содержащем неорганическую кислоту и воду, мас.%: неорганическая кислота 1-12, вода - остальное. В качестве неорганической кислоты используют кислоту, выбранную из группы: азотная, серная, соляная, фосфорная. Нерастворимые в электролите продукты электрохимической обработки удаляют с поверхности изделия путем механической обработки. Техническим результатом изобретения является снижение токсичности процесса удаления никелевого алюминидного покрытия, а также увеличение его производительности и сохранение геометрии острых кромок на поверхности обрабатываемого изделия. 2 з.п.ф-лы, 1 табл.
Неорганическая кислота - 1-12
Вода - Остальное
2. Способ по п. 1, отличающийся тем, что в качестве неорганической кислоты используют кислоту, выбранную из группы: азотная, серная, соляная, фосфорная.
| Способ удаления никелевого покрытия | 1988 |
|
SU1661252A1 |
| Способ удаления алюминидных покрытий с металлических изделий и раствор для его осуществления | 1979 |
|
SU863729A1 |
| СПОСОБ СЕЛЕКТИВНОЙ ВЫЕМКИ ПОЛЕЗНОГО ИСКОПАЕМОГО | 0 |
|
SU295879A1 |
