Изобретение относится к черной металлургии, в частности, к устройству дуговых сталеплавильных печей.
Известна конструкция футеровки стен сталеплавильных печей, состоящая из охлаждаемого каркаса, изготовленного из труб, и кладки из огнеупорных кирпичей, закрепленных к трубам с помощью металлических пластин и штырей, при этом трубы каркаса расположены в выемках, выполненных на внешней поверхности кладки и в месте стыковки кирпичей (Авт. св. 418694, М.кл. F 27 B 3/14, 1974 г.).
Известна также футеровка стен дуговых сталеплавильных печей, состоящая из охлаждаемых трубчатых панелей, например в виде спирали, и закрепленной к ним кирпичной кладки из кирпичей с выемкой, обеспечивающей их плотное прилегание к охлаждаемым трубам (Авт. св. 909511, М.кл. F 27 B 3/14, 28.02.82).
Недостаток этих конструкций заключается в том, что панели находятся с внешней стороны футеровки и в процессе эксплуатации печи (при охлаждении печи после выпуска плавки и в период плавления шихты) между трубами панелей и огнеупорными кирпичами образуется конденсатная влага, что приводит к разрушению огнеупоров и снижению стойкости футеровки. Кроме того, недостаточно эффективно охлаждение футеровки, что отражается на ее стойкости.
Наиболее близкой по технической сущности и достигаемому результату является конструкция футеровки электропечи, содержащая огнеупорную кирпичную кладку и охлаждаемые трубы, расположенные со стороны внутренней поверхности кладки в пазах, образованных фасонными кирпичами огнеупорной кладки, в которых охлаждаемые трубы объединены в несколько контуров. Охлаждаемые трубы свободно расположены на сводовом кольце и подвешены к коллекторам-балкам подвода и отвода охладителя (Авт. св. 683318, М.кл. Р 27 D 1/02, 15.11.81 - прототип).
Известная конструкция свода печи позволяет повысить эффективность охлаждения свода за счет расположения труб панелей с внутренней поверхности кладки в пазах, что обеспечивает контакт труб панелей с наибольшей поверхностью кирпичной кладки и предотвращает образование влаги между трубами панелей и футеровкой.
Недостатки этой конструкции заключаются в том, что в ней не учитывается влияние расположения охлаждаемых труб в пазах кладки на стойкость футеровки печи и панелей, а также тепловые потери с охлаждаемой водой. Необходимость применения фасонных кирпичей повышает стоимость футеровки печи и трудоемкость ее изготовления.
Задача, решаемая изобретением, - повышение стойкости футеровки печи и панелей за счет увеличения эффективности охлаждения при снижении энергетических затрат на выплавку металла.
Поставленная задача достигается тем, что в футеровке дуговых сталеплавильных печей, содержащей огнеупорную кирпичную кладку и охлаждаемые трубы, расположенные со стороны внутренней поверхности кладки в пазах, образованных кирпичами огнеупорной кладки, в которой охлаждаемые трубы объединены в панели в виде спирали, пазы в огнеупорной кладке образованы четными и нечетными рядами кирпичей и имеют глубину 1,10-1,25 диаметра охлаждаемой трубы, при этом отношение площади тепловоспринимающей поверхности труб к площади поверхности кирпичной кладки составляет 0,3-0,5.
Образование пазов четными и нечетными рядами кирпичей глубиной 1,10-1,25 диаметра охлаждаемой трубы позволяет оптимально защитить футеровку и водоохлаждаемые панели от термических и механических нагрузок. В местах, выступающих относительно охлаждающих труб, не происходят сколы футеровки и сохраняется глубина паза в процессе эксплуатации печи. Кроме того, пазы в футеровке служат для удержания гарнисажа, образующегося на трубах панелей в процессе плавки, что снижает тепловые потери с охлаждающей панели водой и защищает трубы панелей от прямого воздействия электрических дуг.
При глубине паза, в котором расположены водоохлаждаемые панели, менее 1,10 диаметра трубы существенно увеличиваются тепловые потери с охлаждающей водой из-за тонкого слоя образующегося гарнисажа, что значительно повышает расход электроэнергии при выплавке стали (на 20-30 кВт/ч на 1 т жидкого металла). Кроме того, снижается срок службы панелей, и особенно в местах "горячих" зон футеровки (напротив электродов печи).
Увеличение глубины паза более чем на 1,25 диаметра трубы приводит к интенсивному скалыванию кирпичей четных рядов в процессе проведения первых плавок под воздействием термических и механических нагрузок на футеровку, что существенно ухудшает в дальнейшем условия образования гарнисажа на трубах панелей и, как следствие, увеличивает потери тепла с охлаждаемой водой, а значит и энергетические затраты.
Соотношение тепловоспринимающей поверхности рядов труб к поверхности огнеупорной кладки 0,3-0,5 позволяет обеспечить оптимальные условия эксплуатации футеровки. При уменьшении соотношения площадей ниже 0,3 снижается эффективность охлаждения футеровки. При увеличении больше 0,5 повышаются потери тепла с охлаждающей водой, а значит происходит увеличение энергетических затрат на плавку металла.
Техническим результатом является повышение эффективности охлаждения футеровки и уменьшение тепловых потерь с охлаждающей водой.
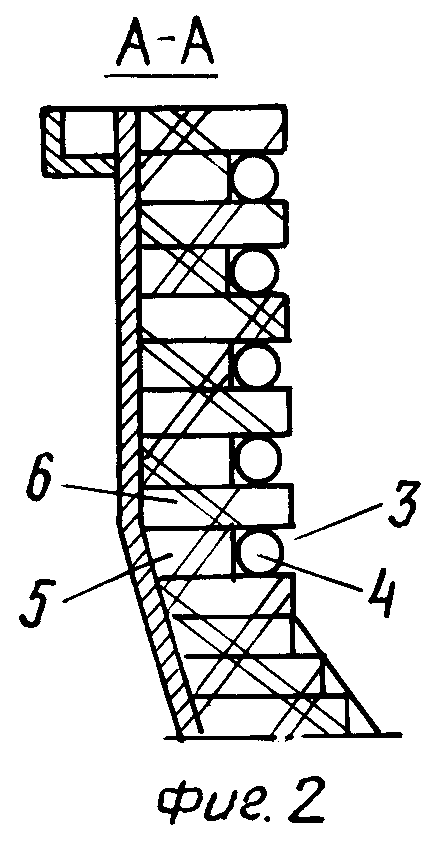
Сущность изобретения поясняется чертежом, где на фиг.1 показана футеровка стен дуговой печи, вид сверху; на фиг.2 - сечение А-А.
Футеровка состоит из водоохлаждаемых панелей 1 в виде спирали, закрепленых к кожуху печи с помощью кронштейнов 2 и расположенных со стороны внутренней поверхности кладки в пазах 3 глубиной 1,10-1,25 диаметра трубы 4 панели, которые образованы путем смещения четных и нечетных рядов кирпичей огнеупорной кладки, причем четные ряды кладки 5 расположены за трубами водоохлаждаемых панелей, а нечетные ряды 6 кирпичной кладки расположены в зазорах между трубами панелей, при этом соотношение тепловоспринимающих площадей поверхности труб к площади поверхности, поверхности огнеупорной кладки составляет 0,3-0,5.
Футеровку стен печи осуществляют следующим образом.
Водоохлаждаемые панели 1 крепят к кожуху печи с помощью кронштейнов 2 так, чтобы нижняя ветвь труб располагалась не менее чем на 500 мм выше уровня зеркала металла, и размещают в пазах 3, образованных в кирпичной кладке кирпичами четного и нечетного рядов. Формирование первого и последующих горизонтальных пазов в футеровке печи осуществляют путем смещения четных рядов кладки 5 относительно нечетных 6 в сторону наружной поверхности на глубину 1,10-1,25 диаметра трубы 4 водоохлаждаемых панелей, и размещают кирпичи четных рядов 5 кладки за трубами 4 водоохлаждаемых панелей, а нечетных рядов 6 между трубами водоохлаждаемых панелей. При работе дуговой печи происходит нагрев внутренней поверхности футеровки стен печи, при этом проходящая по трубам 4 вода охлаждает панели 1 и прилегающую к ним поверхность огнеупорной кладки как четных рядов 5, так и нечетных рядов 6. Образующийся при плавке гарнисаж удерживается в пазах 3 футеровки, что позволяет снизить потери тепла и повысить стойкость панелей.
Подобным образом осуществляют футеровку свода печи.
Выполнение футеровки стен дуговых сталеплавильных печей по предложенной конструкции позволяет повысить стойкость футеровки с 50 до 480 плавок, снизить расход электроэнергии на 50%. Кроме того, снижается в 10 раз количество ремонтов и увеличивается число рабочих суток печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка стен дуговых сталеплавильных печей | 1980 |
|
SU909511A1 |
| Корпус дуговой сталеплавильной печи | 1980 |
|
SU943509A1 |
| СВОД СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1996 |
|
RU2104452C1 |
| ФУТЕРОВКА СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА | 2005 |
|
RU2291902C2 |
| ФУТЕРОВКА ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ | 1997 |
|
RU2115874C1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА СИСТЕМЫ ОХЛАЖДЕНИЯ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2258742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| СПОСОБ СМЕНЫ ФУТЕРОВКИ ПЕЧИ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРЯМОЙ ПЛАВКИ | 2001 |
|
RU2274659C2 |
Изобретение относится к черной металлургии, в частности к устройству дуговых сталеплавильных печей. Футеровка состоит из водоохлаждаемых трубчатых панелей в виде спиралей и огнеупорной кирпичной кладки. Водоохлаждаемые панели расположены со стороны внутренней поверхности кладки в пазах, образованных четными и нечетными рядами кирпичей, с глубиной, равной 1,10-1,25 диаметра трубы. Отношение площади тепловоспринимающей поверхности труб к площади поверхности огнеупорной кладки составляет 0,3-0,5. Технический результат - повышение стойкости футеровки печи за счет увеличения эффективности охлаждения при снижении энергетических затрат на выплавку металла. 2 ил.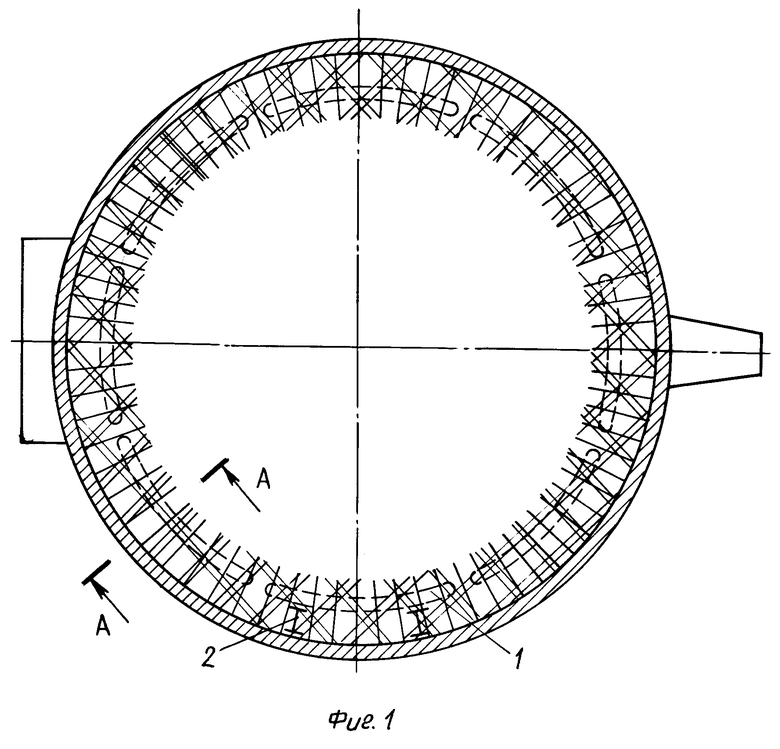
Футеровка дуговых сталеплавильных печей, содержащая огнеупорную кирпичную кладку и охлаждаемые трубы, расположенные со стороны внутренней поверхности кладки в пазах, образованных кирпичами огнеупорной кладки, отличающаяся тем, что охлаждаемые трубы объединены в панели в виде спирали, а пазы в огнеупорной кладке образованы четными и нечетными рядами кирпичей и имеют глубину 1,10-1,25 диаметра охлаждаемой трубы, при этом отношение площади тепловоспринимающей поверхности труб к площади поверхности кирпичной кладки составляет 0,3-0,5.
| Охлаждаемый свод электропечи | 1974 |
|
SU683318A1 |
| Свод промышленной печи | 1970 |
|
SU472241A1 |
| RU 94030161 А1, 27.06.1996 | |||
| US 3940552, 24.02.1976 | |||
| GB 1572231, 30.07.1980 | |||
| УСТРОЙСТВО ДЛЯ РЕМОНТА В ДОРОЖНЫХ УСЛОВИЯХ НИЖНЕГО РЫЧАГА ПЕРЕДНЕЙ ПОДВЕСКИ АВТОМОБИЛЯ "ЖИГУЛИ" | 1991 |
|
RU2025338C1 |

