Изобретение относится к черной металлургии, в частности к футеровкам сталеплавильных конвертеров, использующих для горячего ремонта технологию нанесения шлакового гарнисажа на внутренние стенки футеровки.
Известна футеровка сталеплавильного конвертера, арматурный слой которой выполнен из обожженного магнезитового кирпича, рабочий слой отъемного днища и два нижних ряда цилиндрической части выполнены из периклазо-шпинелидного огнеупоров, рабочий слой сталевыпускного отверстия - обожженными блоками из плавленого магнезита, горловина - из смолопропитанного обожженного магнезитового кирпича, при этом участки цилиндрической части со стороны обеих цапф по 1/8 длины окружности от оси каждой цапфы футерованы смолопропитанным обожженным магнезитовым кирпичом с содержанием окиси магния не менее 95%, а остальные участки цилиндрической части футеровки выполнены из смолосвязанных основных огнеупоров. Кладка футеровки конвертера ведется всухую без огнеупорной массы и температурных швов [1].
Недостатком известной футеровки является низкая стойкость из-за плохого прилипания и сползания не успевшего затвердеть наносимого шлакового гарнисажа с вертикальной части стен конвертера.
Наиболее близкой по технической сущности является футеровка стен конвертера, при которой рабочий слой огнеупорной кладки цилиндрической части выкладывается уступами с чередованием рядов с выступающими и не выступающими кирпичами, при этом выступающие кольца выкладываются огнеупорами с большей шлакоустойчивостью [2].
Недостатком известной футеровки является низкая стойкость огнеупорной кладки, обусловленная увеличением удельной поверхности контакта системы жидкий шлак - металл с футеровкой и механическим действием циркулирующего в конвертере массива. Данная футеровка принята за прототип.
Задачей, на решение которой направлено изобретение, увеличение стойкости футеровки и сокращение простоев на холодный ремонт агрегата.
Поставленная задача решается за счет того, что между кольцами кладки рабочего слоя имеется зазор, заполненный огнеупорной массой, образующей в процессе службы уступы, посредством которых шлаковый гарнисаж удерживается на цилиндрической и конической частях футеровки, при этом огнеупорная масса выполняется из материала, обладающего большей устойчивостью к шлаковой коррозии, чем материал рабочего слоя.
Высота зазора, заполненного огнеупорной массой, составляет 1...1,3% высоты кольца рабочего слоя футеровки, при этом огнеупорная масса имеет устойчивость к шлаковой и механической эрозии на 8...12% выше, чем огнеупоры рабочего слоя.
Высота зазора, заполненного огнеупорной массой, менее 1% высоты кольца рабочего слоя футеровки не обеспечивает достаточной прочности нанесенного шлакового гарнисажа, он быстро смывается, что приводит к сокращению длительности кампании.
Высота зазора, заполненного огнеупорной массой, более 1,3% высоты кольца рабочего слоя футеровки ведет к нерациональному расходу огнеупорного материала и увеличению затрат на огнеупоры.
Снижение шлакоустойчивости огнеупорной массы менее 8% приводит к одинаковому износу футеровки и огнеупорного слоя и способствует сползанию шлакового гарнисажа и, соответственно, снижению стойкости и увеличению холодных ремонтов.
Превышение шлакоустойчивости огнеупорной массы более чем на 12% по сравнению со шлакоустойчивостью огнеупорных изделий приводит к повышенному их износу и снижению стойкости футеровки.
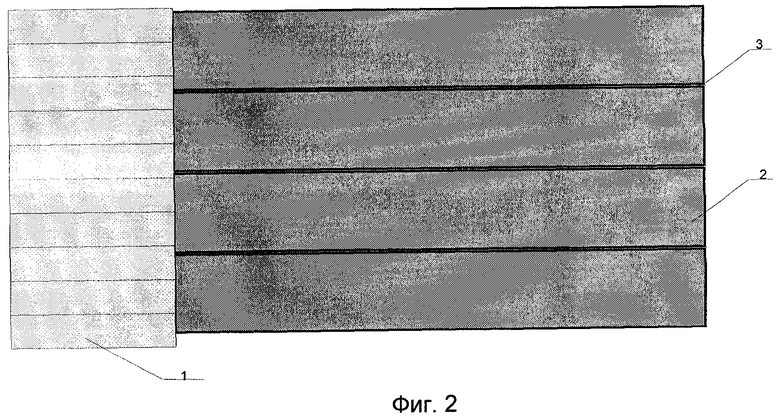
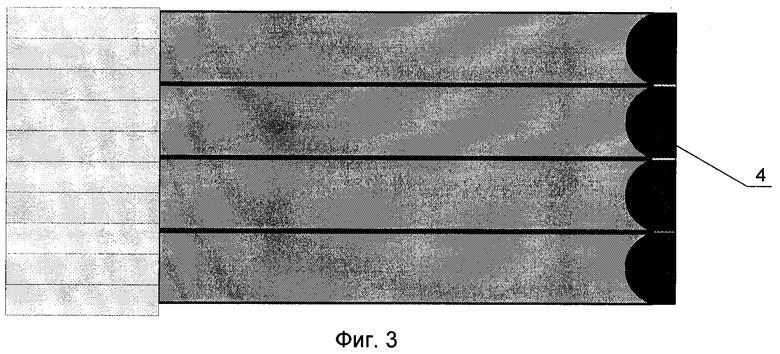
На фиг.1 изображена футеровка конвертера, на фиг.2 - футеровка цилиндрической и конической частей конвертера в начале срока службы; на фиг.3 - футеровка цилиндрической и конической частей конвертера в середине и в конце кампании.
Футеровка цилиндрической части сталеплавильного конвертера содержит арматурный слой 1, рабочий слой 2, зазор 3, заполненный огнеупорной массой. В результате опережающего износа основного огнеупора на внутренней поверхности рабочего слоя образуются уступы 4.
Футеровка цилиндрической и конической частей конвертера кольцами с зазором, заполненным огнеупорной массой, имеющей большую шлакоустойчивость, чем основные огнеупоры, позволяет сформировать в процессе работы конвертера конструкцию, удерживающую шлаковый гарнисаж на цилиндрической и конической частях в течение всей кампании, так как в результате опережающего износа основного огнеупора на внутренней поверхности рабочего слоя образуются уступы, сохраняющие свой вид в течение всего срока работы футеровки. Эти уступы сохраняют выполняемую функцию в течение всего срока работы конвертера по мере износа футеровки в начале, середине и в конце кампании.
После раздува шлака нанесенный шлаковый гарнисаж лучше удерживается на футеровке конвертера ввиду того, что он не сползает при затвердевании. Это увеличивает величину гарнисажного слоя, предохраняя футеровку от износа.
Пример осуществления предлагаемой футеровки.
Арматурный ряд:
- Арматурный ряд стен выполняется изделиями марки П-91 №1 и 6 в 2 слоя: первый слой - на торец (по отношению к днищу), толщина 65 мм, второй - на плашку (230 мм).
- Рабочий ряд:
- Футеровку рабочего ряда стен начинать от последнего арматурного ряда днища. Кладка кольцевая изделиями марки ПУСК. Толщина рабочего ряда 750 мм.
С середины цилиндрической части рабочий ряд футеруется изделиям ПУСК на 525 мм.
Футеровка верхнего конуса выполняется изделиями марки ПУСК толщиной 460 мм.
Футеровка рабочего ряда стен цилиндрической части ведется с заполнением горизонтальных швов огнеупорной массой требуемого качества. Толщина зазора составляет не более 2 мм.
Футеровка рабочего ряда днища выполняется в 2 оката изделиями марки ПУСК (460 мм).
- Зазор между днищем и стенами набивается периклазовой массой марки ППФ.
Для компенсации термического расширения изделий в вертикальных швах через 8 изделий укладывать прокладки из прессованного картона или из рубероида (толщиной 1 мм).
В качестве основного огнеупорного материала рабочего слоя футеровки могут использоваться периклазоуглеродистые изделия на основе спеченного периклаза (ПУСК) со следующими свойствами:
В качестве огнеупорной массы для заполнения зазоров используется композиционный материал на основе плавленого периклаза, чешуйчатого углерода, антиоксидантов и связующего, обладающий следующими свойствами:
Связующее обеспечивает спекание композита без потери прочности, при этом не ухудшая огнеупорных его характеристик, обладает дополнительными антиоксидантными свойствами.
Величина зазора обусловлена максимально допустимой толщиной шва при кладке, то есть не более 2 мм. Таким образом, при применении изделий высотой 150 мм величина зазора не будет превышать допустимую 2 мм, что составит 1,3% от высоты изделия.
Предлагаемая футеровка цилиндрической и конической частей сталеплавильного конвертера для работы на шлаковом гарнисаже применима в кислородно-конвертерном производстве и может быть использована для футеровки агрегатов конвертерного типа.
Источники информации
1. SU 461125, кл. С 21 С 5/44, 1975, БИ 7.
2. RU 2164953, кл. С 21 С 5/44, 2001, БИ 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2758600C1 |
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2733931C2 |
| Футеровка нижней части конвертера с отъемным днищем | 2020 |
|
RU2730307C1 |
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2722949C2 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| Миксер для накопления жидкого чугуна | 2023 |
|
RU2810436C1 |
Изобретение относится к черной металлургии, в частности к футеровке сталеплавильных конвертеров. Футеровка содержит арматурный и рабочий слои, выполненные кольцами, между кольцами рабочего слоя имеется зазор, заполненный огнеупорной массой, образующей в процессе эксплуатации уступы, посредством которых шлаковый гарнисаж удерживается на футеровке, при этом огнеупорная масса выполнена из материала, обладающего большей устойчивостью к эрозии, чем материал рабочего слоя. Высота зазора составляет 1...1,3% высоты кольца рабочего слоя футеровки. Зазор заполнен огнеупорной массой, превышающей устойчивость огнеупоров рабочего слоя к механической шлаковой эрозии на 8...12%. При использовании изобретения обеспечивается увеличение стойкости футеровки и сокращение простоев конвертера на ремонт. 2 з.п. ф-лы, 3 ил.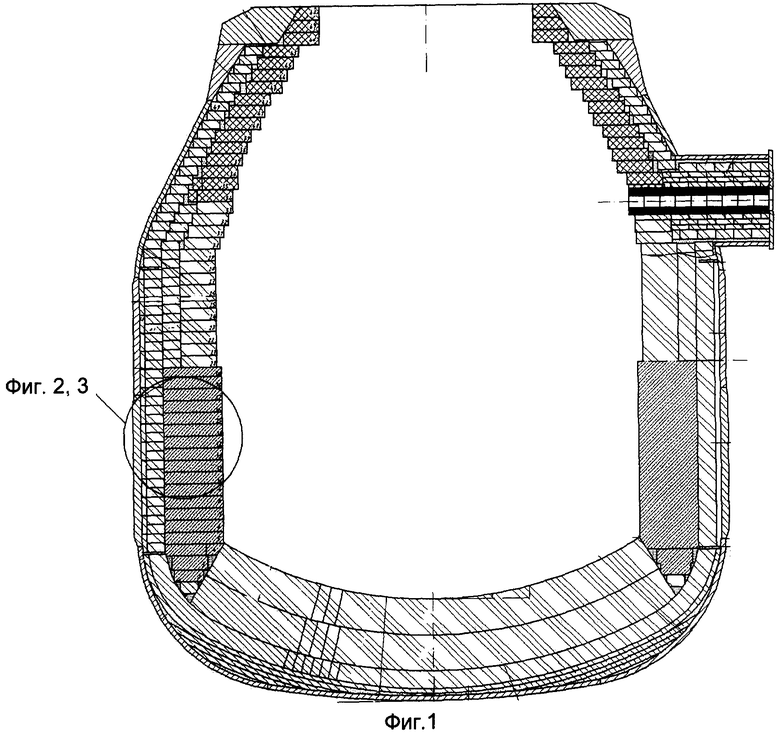
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| Способ футеровки вакуумной камеры | 1981 |
|
SU960271A1 |
| Способ защиты футеровки металлургических печей | 1980 |
|
SU905597A1 |
| SU 1681629 A1, 20.06.1996 | |||
| JP 61124513 A, 12.06.1986 | |||
| JP 2002012910 А, 15.01.2002 | |||
| Закрытая форсунка для бескомпрессорного дизеля | 1949 |
|
SU83138A1 |
| WO 9508650 А, 30.03.1995. | |||

