Изобретение относится к геттерной системе для очистки рабочей атмосферы в процессе осаждения из паровой фазы.
Процессы осаждения тонких слоев металлических и керамических материалов из соответствующих паров или плазм все больше используются в промышленности и обычно относятся к области, определяемой англоязычным термином "Physical Vapor Deposition" (Физическое осаждение из паров фазы) или сокращенно PVD. Эти процессы используются, например, в полупроводниковой отрасли для осаждения множества слоев, которые затем селективно удаляются для получения интегральных схем, или при изготовлении компактдисков для формирования отражающего слоя алюминия.
В этих процессах требуется высокая чистота используемых газов. В частности, в полупроводниковом производстве примеси в технологических газах приводят к появлению микротрещин и микродефектов в электронных приборах, и чем меньше размер устройства, тем большее влияние оказывают такие дефекты на работу этих приборов. Вследствие постоянной тенденции к уменьшению среднего размера таких приборов для снижения процентного соотношения скрапа необходимо использовать технологический газ со все более и более высокой степенью чистоты.
Применение геттерных материалов в сочетании с обычными насосами для очистки газов выше по потоку относительно процессов PVD в настоящее время является общепринятой практикой в промышленности. Однако регулирование степени чистоты газов на входе производственных линий является недостаточным, поскольку примеси могут попадать в рабочую атмосферу вследствие дегазации материалов, образующих стенки или другие детали камеры. В частности, некоторые процессы, как например, осаждение слоев алюминия или нитрида титана могут привести к загрязнению. Такое осаждение осуществляют посредством технологии, известной как "распыление" ("sputtering"), при которой плоская поверхность "мишени", содержащая материал, подлежащий распылению, эродирует под ударами ионов тяжелых атомов (обычно, ионов Аr+), ускоряемых соответствующим электрическим полем; частицы, удаляемые с поверхности мишени, осаждаются в виде тонких слоев на подложку из полупроводникового материала, обычно расположенных параллельно поверхности мишени. Газы в мишени, например, механически включенные в структуру материала в процессе его изготовления, выпускаются в течение процесса распыления, что приводит к высокой концентрации примесей в рабочей зоне. Наиболее общеизвестными примесями являются Н2O, H2, CO, и СН4 и их концентрация, в зависимости от характерных признаков каждого процесса, может находиться в диапазоне приблизительно от 1 до 100 ppm (от 1 до 100 мг/л).
Выложенные заявки WO 96/13620, WO 96/17171, ЕР 693626 и WO 97/17542 относятся к очистке газа посредством геттерных насосов, расположенных внутри PVD камер. В этих заявках описаны геттерные насосы, расположенные внутри камер на участках, удаленных от рабочих зон. Основным преимуществом, полученным при использовании этих насосов, размещенных in situ, является снижение времени, необходимого для доведения уровня примеси до уровня ниже заданного значения после каждого открывания камеры, например, для операций по обслуживанию и техническому уходу.
Однако эти системы не решают или решают только частично проблему, обусловленную примесями в рабочей зоне во время операций PVD, поскольку эти зоны ограничиваются экранами, предназначенными для предотвращения осаждения материала мишени на нежелательные участки камеры, как например, питающие отверстия, отверстия для соединения камеры с газопроводами и т.п. Эти экраны создают побочный эффект, заключающийся в сильном снижении проводимости газа между рабочей зоной и остальным объемом камеры, в результате чего внутри технологической камеры образуются две различные газовые атмосферы, в связи с чем сорбция примесей в рабочей зоне вышеупомянутыми расположенными in situ геттерными насосами является незначительной. Следовательно, проблема эффективной очистки рабочей атмосферы в течение процесса PVD и результирующего загрязнения слоев, осажденных на подложку посредством этих процессов, все еще не решена.
Задачей настоящего изобретения является разработка геттерной системы для очистки газовой атмосферы в рабочей зоне в процессах физического осаждения из паровой фазы.
В соответствии с изобретением эта задача решается посредством геттерной системы, образованной одним или более, преимущественно, планарными, геттерными устройствами, введенными в рабочую зону технологической камеры для осаждения из паровой фазы с таким расположением, что упомянутые геттерные устройства, преимущественно, параллельны экранам, ограничивающим рабочую зону, и удалены от них, при этом пространство между геттерными устройствами и экранами соединено с рабочей зоной, и гетерные устройства выполнены таким образом, что, по крайней мере, их поверхность, обращенная к экранам, выполнена из геттерного материала.
Далее изобретение описывается со ссылкой на чертежи.
На фиг. 1 схематически показана технологическая камера для физического осаждения из паровой фазы;
на фиг. 2 контурно изображено размещение геттерной системы внутри технологической камеры фиг.1;
на фиг.3 и 4 изображено несколько вариантов геттерных устройств первого типа, которые могут быть использованы в системе согласно изобретению;
на фиг.5 - возможная геттерная система согласно изобретению;
на фиг.6 - возможный альтернативный вариант геттерных устройств второго типа, которые могут быть использованы в системе согласно изобретению;
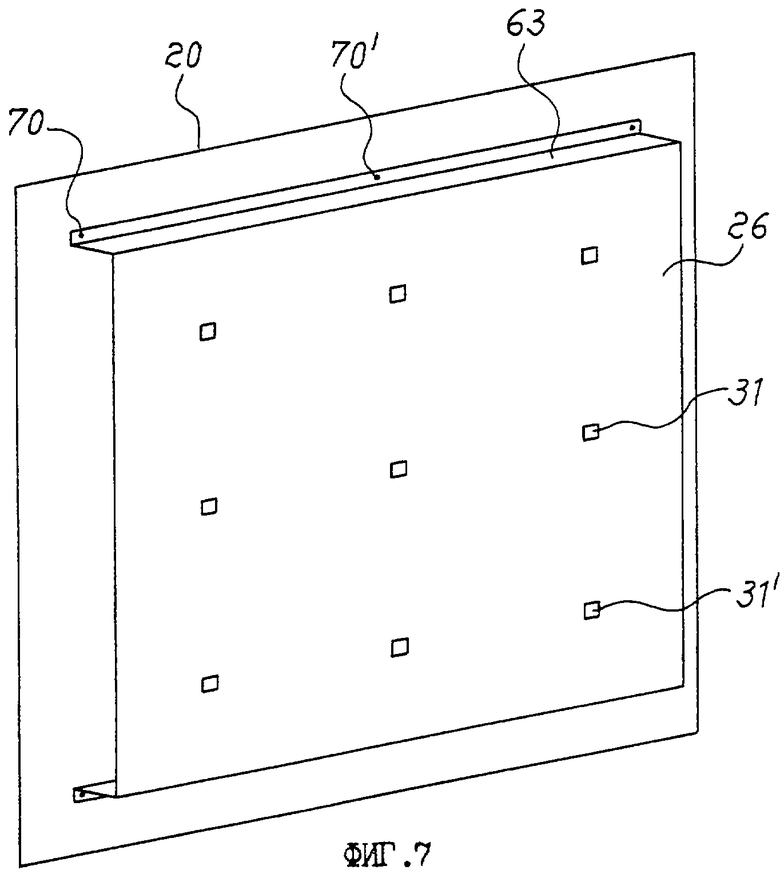
на фиг. 7 - еще одна возможная геттерная система согласно изобретению, образованная устройствами по фиг.6.
На фиг.1 схематически изображена технологическая камера для изготовления интегральных схем. Камера 10 образована корпусом 11, ограничивающим пространство 12, изолированное от атмосферы. Камера соединена с откачивающей системой для ее откачки, обозначенной на чертеже позицией 13, и, по крайней мере, с питающим трубопроводом для технологического газа, обозначенного позицией 14. Внутри камеры 10 имеется мишень 15, обычно в форме диска или короткого цилиндра и изготовленная из материала 16, подлежащего осаждению в виде тонкого слоя; держатель 17, несущий корпус для подложки 19, изготовленной из полупроводникового материала (обычно из кремния), на которую должен быть осажден тонкий слой материала 16; наконец, имеются экраны 20, 20',.. . (на чертеже показано только два экрана). Экраны 20, 20',... разделяют пространство 12 на две зоны, рабочую зону 21 и зону 22, в которой расположены вспомогательные конструкции процесса PVD, как например, электрические соединения или впускные устройства для питающих газопроводов; зоны 21 и 22 контактируют друг с другом только посредством слабой проводимости 23 у краев экранов. Существует множество модификаций простой схемы, в общих чертах описанных выше. Например, рабочая зона 21 может быть квадратной, прямоугольной или цилиндрической формы; в любом случае экраны обычно являются плоскими и введены внутрь камеры 10 по схеме многоугольника, такое размещение является наиболее пригодным для очерчивания желательной геометрии в рабочей зоне. Мишень 15 может быть предварительно изготовлена из материала 16, подлежащего осаждению на подложку 19, или может быть частью системы из множества мишеней, которая используется в некоторых случаях для обеспечения возможности последовательного осаждения слоев из различных материалов, не открывая камеру. Держатель 17 обычно может перемещаться в вертикальном направлении для приведения подложки 19 в рабочую позицию при температуре, оптимальной для получения тонкого слоя с хорошими свойствами гомогенности. Эта температура, в зависимости от материала 16 обычно находится в диапазоне от около 100 до 500oС.
В известной технологии геттерные насосы размещены в различных позициях внутри камеры 10, но в любом случае всегда в зоне 22, и поэтому они практически изолированы от газовой атмосферы зоны 21 вследствие малой проводимости между зонами 21 и 22.
В отличие от известной технологии геттерная система согласно изобретению размещена внутри зоны 21 и поэтому находится в эффективной позиции для сорбции примесей в этой зоне.
В частности, геттерная система согласно изобретению образована, преимущественно, из плоских геттерных устройств, прикрепленных к экранам таким образом, что они, преимущественно, параллельны экранам, при этом между экранами и геттерными устройствами имеется зазор, и этот зазор соединен с рабочей зоной 21. Кроме того, геттерные устройства должны быть прикреплены к экранам таким образом, чтобы, по крайней мере, поверхность, обращенная к экранам, была выполнена из геттерного материала.
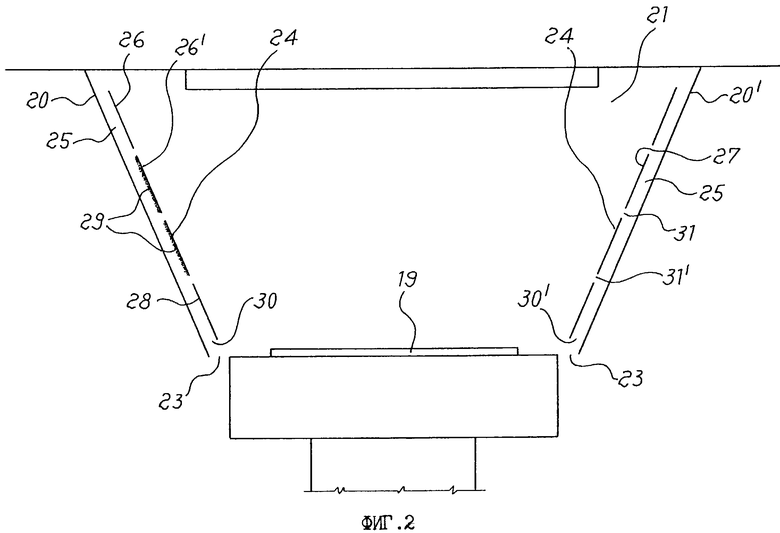
На фиг.2 контурно изображена схема размещения геттерной системы согласно изобретению внутри технологической камеры PVD. Геттерная система 24 является, преимущественно, параллельной экранам 20, 20',... и ограничивает пространство 25 между упомянутыми экранами и системой 24. Система 24 образована геттерными устройствами 26, 26',...; на чертеже не показаны средства крепления устройств 26, 26',... к экранам 20, 20',..., поскольку такие средства являются различными в зависимости от конкретного типа используемого геттерного устройства, как отмечено выше. Поверхность 27 геттерной системы 24 обращена к рабочей зоне 21, и поверхность 28 геттерной системы 24 обращена к экранам 20, 20',...; при этом, по крайней мере, поверхность 28 должна быть выполнена из геттерного материала 29. Система 24 может быть размещена вокруг рабочей зоны таким образом, чтобы она была развернута под углом менее 360o, но предпочтительнее, она полностью окружает рабочую зону, увеличивая таким образом доступную поверхность геттерного материала и эффективность сорбции примесей.
Как отмечено выше, какой бы ни была геометрия рабочей зоны, экраны обычно являются, по существу, плоскими так же, как и геттерные устройства 26, 26', ..., образующие геттерную систему согласно изобретению. В случае, когда геттерная система развернута вокруг рабочей зоны 21 под углом менее 360o, она может содержать только одно геттерное устройство. Однако, как отмечено выше, геттерная система, предпочтительнее, развернута вокруг рабочей зоны под углом 360o, и в этом случае она образована несколькими геттерными устройствами, при этом обычно количество геттерных устройств, образующих геттерную систему, по крайней мере, равно числу экранов.
Зазор 25 должен быть сообщен с зоной 21. Условия сообщения между зазором 25 и зоной 21 могут быть выполнены различными путями, например, посредством геттерных устройств, имеющих сплошную непрерывную поверхность 27, при этом имеется проводимость между зоной 21 и пространством 25 на участках 30, 30', указанных на фиг. 2. Однако необходимые условия обычно выполняются посредством геттерных устройств, имеющих такую форму или расположенных таким образом, чтобы поверхность 27 была прерывистой. В частности, установлено, что наивысшая эффективность удаления примесей из зоны 21 достигается в том случае, когда поверхность 27 является эффективной или результативной, т.е. сумма поверхностей, обращенных к зоне 21, для всех геттерных устройств является долей доступной поверхности непрерывной геттерной системы 24, составляющей от 70 до 99%, предпочтительнее от 80 до 95%. Разрывы поверхности 27 могут иметь форму сквозных отверстий в устройствах 26, 26' или пустых пространств между смежными устройствами. Обе эти возможности показаны на чертеже, при этом разрывы поверхности обозначены позициями 31, 31'. В обоих случаях разрывы могут иметь правильную или неправильную форму и могут быть регулярно или нерегулярно расположены на имеющейся поверхности; например, если разрывы выполнены в форме отверстий в поверхности одного геттерного устройства, отверстия могут быть круглыми, квадратными, неправильной формы и располагаться на поверхности геттерного устройства в виде сетки или беспорядочным образом. В случае, если разрыв поверхности выполнен в виде зазоров между смежными геттерными устройствами, форма и расположение разрывов зависит от регулярности или нерегулярности размещения устройств 26, 26',... на имеющейся поверхности. Обычно предпочтительными являются правильная форма и регулярное расположение как на одном устройстве, так и между смежными устройствами, как более пригодные для автоматизированного изготовления геттерной системы 24 и обеспечения возможности более легкого регулирования вышеупомянутых условий соотношения между эффективной поверхностью и имеющейся поверхностью системы 24. Очевидно, что возможны и смешанные конфигурации, когда в отдельных геттерных устройствах выполнены отверстия и смежные геттерные устройства дистанционированы друг от друга.
Расстояние между геттерной системой 24 и экранами 20, 20',... зависит, главным образом, от общего размера зоны 21 и от расстояний между смежными геттерными устройствами и/или от размера отверстий в упомянутых устройствах. Обычно расстояние между геттерной системой и экранами составляет от 1 мм до 5 см. В этих пределах это расстояние обычно более короткое в небольших камерах PVP для предотвращения воздействия на геттерную систему процессов, происходящих в рабочей зоне. Кроме того, это расстояние возрастает при увеличении расстояний между смежными геттерными устройствами и/или размера отверстий в упомянутых устройствах.
Для изготовления устройств 26, 26',... может быть использовано огромное разнообразие геттерных материалов, включающих металлы, как например, Zr, Ti, Nb, Та, V, сплавы этих металлов друг с другом или сплавы этих металлов с одним или более элементов, выбранных их группы, включающей Сr, Мn, Fe, Co, Ni, Al, Y, La и редкие земли, как например, двойные сплавы Ti-V, Zr-V, Zr-Fe и Zr-Ni, или тройные сплавы Zr-Mn-Fe или Zr-V-Fe, или смеси вышеупомянутых металлов и сплавов. В качестве геттерного материала чаще всего используют сплав, имеющий весовой состав Zr 84% - Al 16%, изготавливаемый и продаваемый фирмой Company SAES GETTERS (Милан, Италия) под торговой маркой St 101®; сплав, имеющий весовой состав Zr 70%-V 24,6%-Fe 5,4%, изготавливаемый и продаваемый фирмой Company SAES GETTERS под торговой маркой St 707®, или механическую смесь этих двух сплавов и Zr или Ti. Эти смеси являются предпочтительными вследствие их хороших механических свойств, особенно в отношении потерь частиц.
Геттерные устройства 26, 26',... могут быть телами, изготовленными только из геттерного материала путем спекания порошка, или могут содержать геттерный материал, осажденный посредством различных технологий на металлическую подложку.
Изготовление спеченных тел из порошков известно в области порошковой металлургии и обычно включает операции уплотнения порошков в соответствующей пресс-форме и нагрева сгущенных порошков до тех пор, пока не будет достигнуто частичное расплавление поверхности зерен порошка. Модификации способа с целью получения тел, имеющих характерные признаки, например, высокую пористость, описаны, например, в патенте США 5324172 и Европейской заявке ЕР-А-719609, оба на имя заявителя настоящей заявки, и в Европейской заявке ЕР-А-765-012.
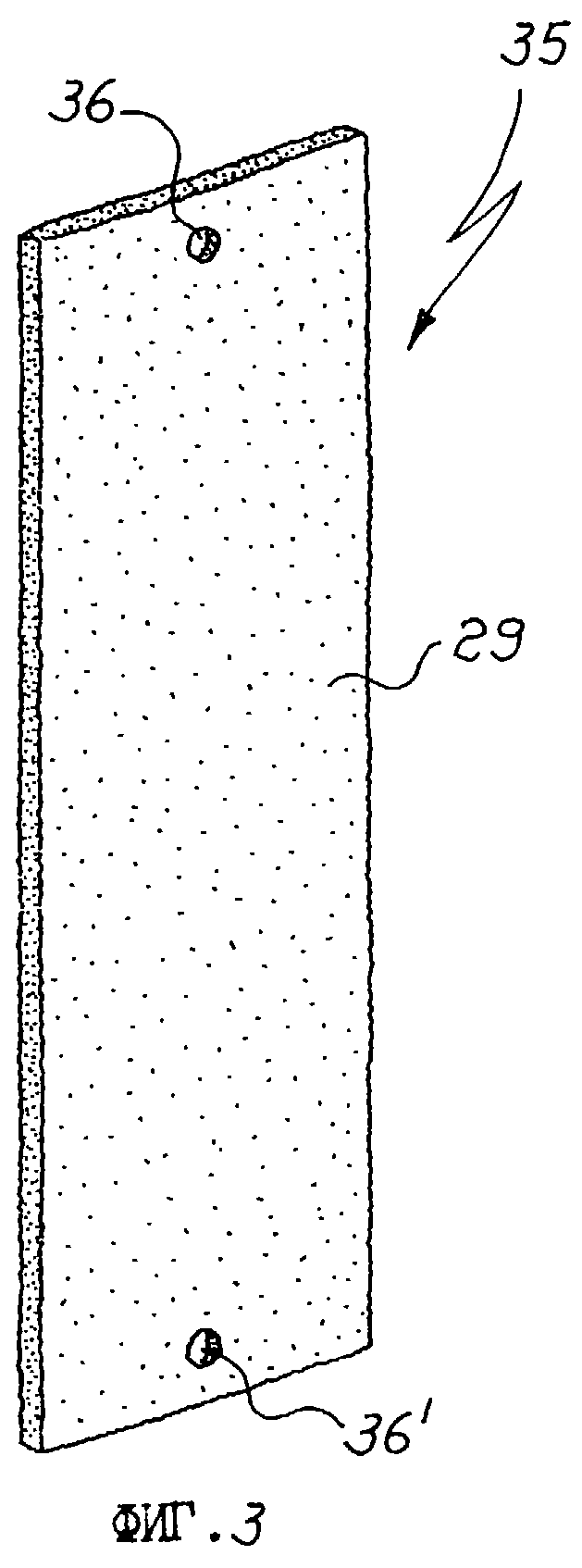
На фиг. 3 и 4 изображены геттерные устройства этого типа. На фиг.3 устройство 35 имеет прямоугольную форму, и на его концах выполнены сквозные отверстия 36, 36', предусмотренные для использования крепежных элементов, как например, винтов и болтов, для крепления устройства к экранам, как например, металлического элемента, имеющего выполненную за одно целое рамку для удерживания геттерного тела и подходящие распорки, которые могут быть прикреплены к экранам; устройство 40 на фиг. 4 имеет, преимущественно, квадратную форму и серию сквозных отверстий 31, 31',..., обеспечивающих возможность свободного сообщения между рабочей зоной 21 и зазором 25, как упоминалось ранее. В течение процесса PVD поверхности, обращенные к зоне 21, покрываются материалом 16, который должен быть осажден в виде тонкого слоя на подложке 19, тогда как поверхность 28 действует для сорбции примесей.
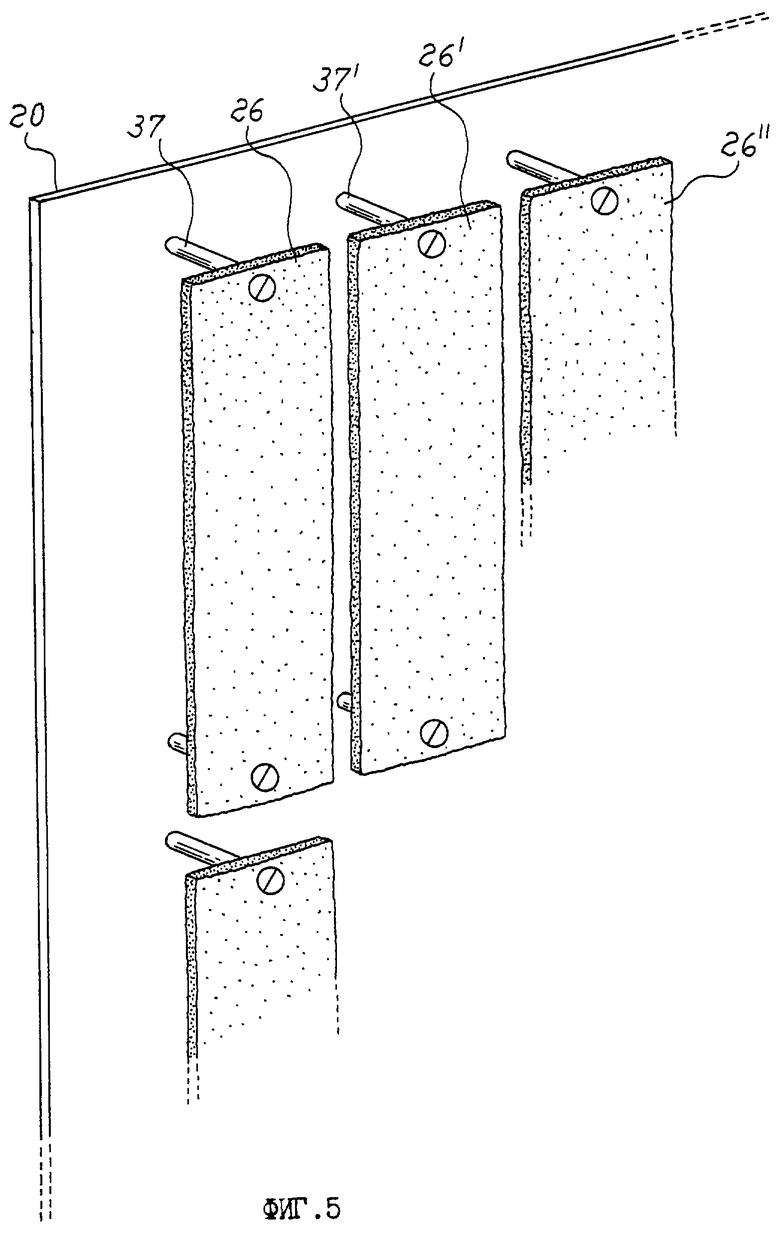
Поскольку плоские спеченные тела, боковые размеры которых намного больше, чем толщина тел, сложны в производстве и имеют низкую механическую прочность, при использовании этих тел в геттерной системе согласно изобретению последняя предпочтительнее формируется из относительно большого числа геттерных устройств, каждое из которых имеет поверхность, значительно меньшую, чем поверхность экрана, к которому оно должно быть прикреплено.
Схема размещения такого типа представлена на фиг.5, на которой изображена часть экрана 20, к которому прикреплено множество устройств 26, 26', 26", . . . типа устройства 35; устройства 26,... прикреплены к экрану посредством подходящих крепежных элементов 37, 37', также действующих в качестве распорок.
Геттерные устройства 26, 26',... могут быть изготовлены также из геттерного материала, осажденного на металлическую подложку. Устройства этого типа могут изготавливаться в соответствии с множеством различных технологий. Первым способом является холодное ламинирование порошков геттерного материала на металлическую подложку в соответствии с технологией, хорошо известной в области порошковой металлургии. Другим путем является разбрызгивание суспензии частиц геттера в подходящем растворителе на поддерживаемую горячей металлическую подложку, описанное, например, в международной заявке WO 95/23425, на которую можно сослаться для более подробного рассмотрения этой технологии. Кроме того, на металлическую подложку может быть нанесено покрытие из частиц геттерного материала посредством технологии электрофореза, более подробно рассмотренной в патенте США 5242559. Наконец, нанесение порошка геттерного материала на металлическую подложку может быть осуществлено посредством технологии трафаретной печати, описанной, например, в опубликованной международной заявке WO 9803987. Подложка может быть изготовлена из любого металла, способного выдерживать температуры около 600oС, которая может оказаться необходимой для активирования геттерного материала, но предпочтительнее не из ферромагнетика для исключения помех от магнитного поля, иногда используемого в процессах PVD. Предпочтительным является использование стали или хромоникелевых сплавов. Толщина подложки может изменяться в широких пределах и обычно находится в диапазоне от 0,1 до 1 мм. Из-за механической устойчивости толщина подложки предпочтительнее увеличивается при увеличении размеров боковой стороны геттерного устройства 26. Толщина слоя геттерного материала 29 в устройстве 26 может изменяться в широких пределах, но из соображений производственной целесообразности и механической стабильности нанесенного слоя эта толщина обычно находится в диапазоне от около 20 до 500 микрон. В этом случае геттерные устройства монтируются на экранах таким образом, чтобы поверхность геттерного материала была обращена к этим экранам. В отличие от вышеупомянутого случая, когда геттерная система образована спеченными телами и геттерные устройства получены путем осаждения геттерного материала на металлическую подложку, система предпочтительнее образована относительно небольшим числом таких устройств, каждое из которых имеет поверхность, подобную поверхности экрана, на которой они должны быть закреплены, так что на каждом экране закреплено одно, самое большее два таких устройства. Устройства этого типа, имеющих относительно большую поверхность, изготавливаются легко с возможностью экономии как времени, так и затрат при изготовлении геттерных устройств и закреплении их на экранах.
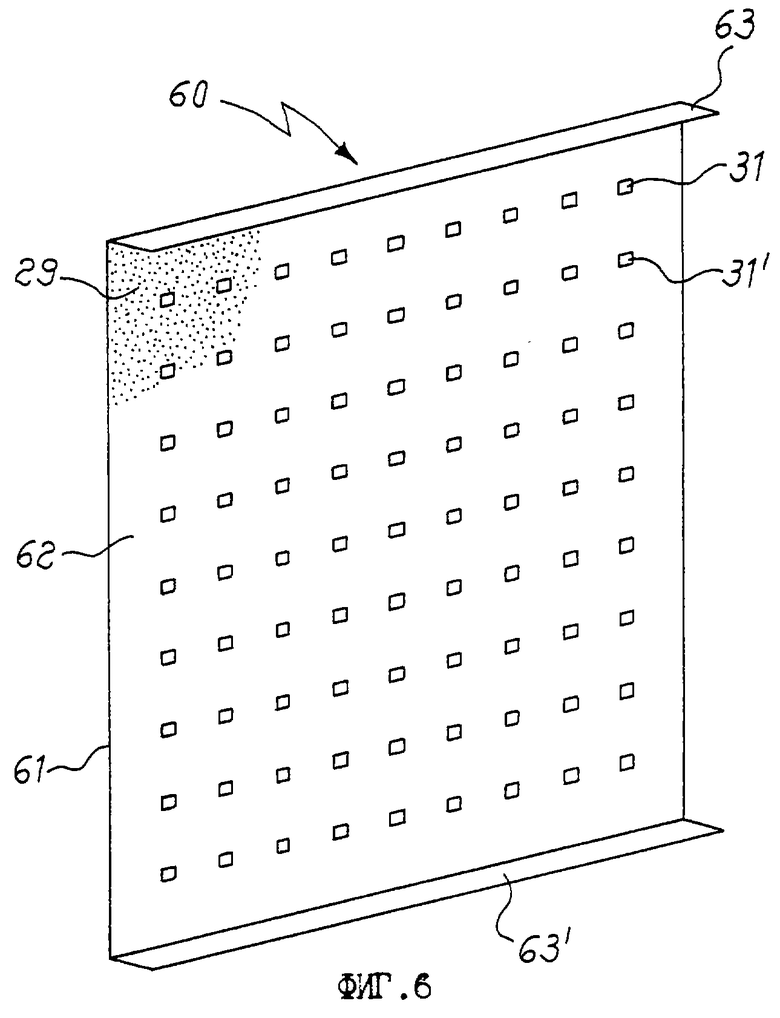
На фиг. 6 изображен возможный вариант геттерных устройств, полученных путем осаждения геттерного материала на металлическую подложку. Устройство 60 образовано из преимущественно плоской металлической подложки 61, на поверхности 62 которой осажден слой геттерного материала 29 (на чертеже показано частичное покрытие, выполненное из геттерного материала); устройство имеет множество отверстий 31, 31',...; подложка 61 предпочтительнее имеет искривления, как например, поднятые кромки 63, 63', показанные на чертеже, или аналогичные элементы, действующие как распорки между устройством и экраном, на котором закреплено устройство. Как упоминалось ранее, отверстия 31, 31',... могут быть правильной или неправильной формы или могут быть расположены на подложке 61 в виде правильной сетки или нерегулярно, однако первый способ является предпочтительным для автоматизируемого производства. Возможный способ сборки экрана камеры PVD и геттерного устройства, являющегося частью системы согласно изобретению, представлен на фиг.7, на которой изображен экран 20 с закрепленным на нем одним устройством 26 типа устройства 60. Устройство 26 может быть закреплено к экрану посредством подходящих механических крепежных элементов, как например, винтами, или посредством точечной сварки 70, 70',..., на кромке 63 геттерного устройства.
Для работы геттерного устройства необходима его активация, обычно заключающаяся в нагреве с помощью различных средств до температур не менее 300oС. Эта операция может быть выполнена в течение подготовительных операций для работы камеры, как например, при нагреве всей камеры для обезгаживания стенок и достижения лучшего вакуума. Активация геттерного устройства может быть осуществлена иным способом путем осаждения материала на удаляемые подложки, проводимого для очистки поверхности мишени 15, которая обычно загрязнена перед каждой операцией осаждения. Эти операции обычно заключаются в нагреве камеры, достаточном для активации геттера.
За счет геттерной системы согласно изобретению обеспечивается еще одно преимущество в том случае, если осаждаемым материалом (16) является титан. Титан, осажденный в виде тонких слоев, хорошо известен в качестве геттерного материала.
В процессе осаждения в камерах для физического осаждения из паровой фазы немного металла также осаждается на стенках рабочей зоны, включающей экраны. В частности, этот тонкий слой сорбирует водород в рабочей атмосфере и благодаря этой сорбции сначала разбухает, затем отрывается от поверхностей, на которых он находится в виде металлических микрослоев; они достигают подложки при обработке, таким образом вредно воздействуя на ее качество и способствуя увеличению процентному соотношению скрапа. В противоположность этому, посредством системы согласно изобретению водород предпочтительнее сорбируется геттерным материалом, и в результате этого преодолеваются недостатки, имеющие место в обычных камерах для физического осаждения из паровой фазы.

Изобретение относится к геттерной системе для очистки газовой рабочей атмосферы в процессах физического осаждения из паровой фазы. Сущность: система образована из одного или более геттерных устройств в виде спеченных тел из порошков геттерного материала или слоев геттерного материала, осажденных на металлическую подложку, которая должна быть размещена в рабочей зоне технологических камер для осаждения тонких слоев металлических или керамических материалов из паров или плазм для очистки газовой атмосферы, находящейся в этой зоне, при этом геттерные устройства расположены параллельно экранам, ограничивающим рабочую зону, с образованием зазора между ними и экранами, сообщенного с рабочей зоной, и поверхность геттерных устройств, обращенная к экранам, выполнена из геттерного материала. Изобретение обеспечивает эффективную очистку рабочей атмосферы в течение процесса PVD. 23 з.п.ф-лы, 7 ил.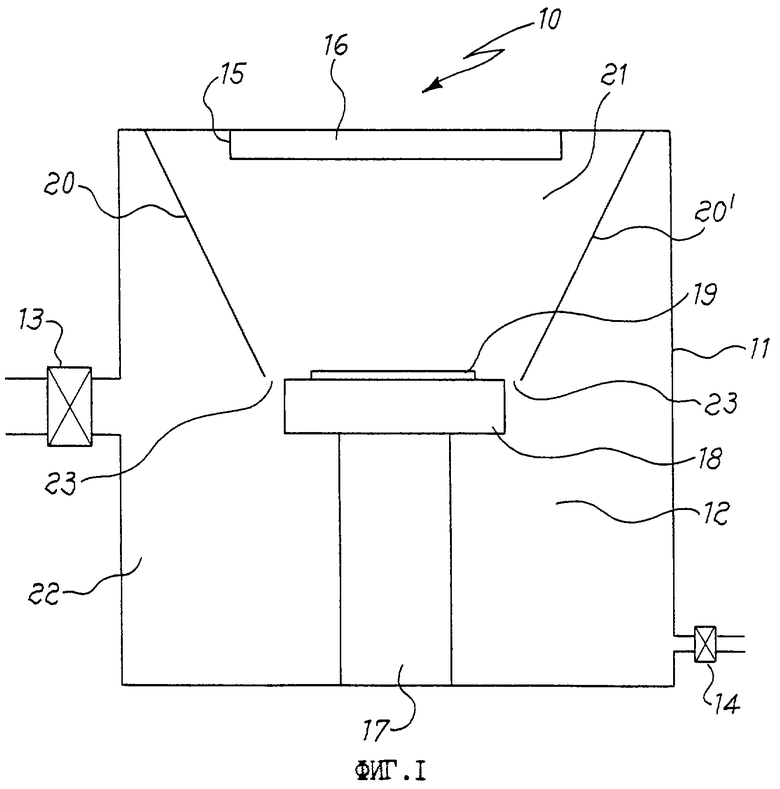
| WO 9613620 А1, 09.05.1996 | |||
| ЕР 0693626 А1, 24.01.1996 | |||
| WO 9617171 А2, 06.06.1996 | |||
| WO 9717542 А1, 15.05.1997 | |||
| US 4515528 А, 07.05.1985 | |||
| СПОСОБ СОРБЦИИ ОСТАТОЧНОГО ГАЗА, В ЧАСТНОСТИ ГАЗООБРАЗНОГО АЗОТА ПОСРЕДСТВОМ НЕИСПАРЕННОГО БАРИЕВОГО ГАЗОПОГЛОТИТЕЛЬНОГО СПЛАВА | 1992 |
|
RU2082249C1 |
| ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ ГЕТТЕРНЫЙ НАСОС | 1993 |
|
RU2082250C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ВЫСОКОМОЩНЫЙ ГЕТТЕРНЫЙ НАСОС | 1993 |
|
RU2082251C1 |

