Изобретение касается способа изготовления для плоских экранов сеток, покрытых неиспаряемыми газопоглощающими материалами, и сеток, изготовленных таким способом.
В последние несколько лет интенсивно разрабатываются плоские экраны для замены традиционных объемных телевизионных кинескопов и экранов компьютеров. Среди различных предлагаемых видов плоских экранов наиболее перспективными, по-видимому, являются так называемые дисплеи с автоэлектронной эмиссией или ДАЭ. Обычно ДАЭ изготавливаются путем сварки по периметру двух стеклянных плоских элементов. Сварка выполняется путем расплавления легкоплавкой стеклянной пасты в ходе операции, называемой "запаивание стеклоприпоем". Образующаяся в результате структура представляет собой две параллельные между собой поверхности, отстоящие друг от друга на расстоянии от нескольких десятых миллиметра до 2-3 мм. На внутреннюю поверхность задней части, за исключением краев, наносится множество заостренных микрокатодов, выполненных из металлического материала, например молибдена; также выполняется множество сеточных электродов, расположенных вблизи микрокатодов таким образом, чтобы при приложении небольшой разности потенциалов получалось сильное электрическое поле, способное вытянуть электроны из микрокатодов. Поток электронов ускоряется в направлении люминофора, нанесенного на внутреннюю поверхность передней части за исключением краев. Зона, на которую нанесены люминофорные элементы, соответствует и находится напротив зоны, на которой расположены микрокатоды, эта зона с люминофорными элементами образует зону формирования изображения. Изображение на экране формируется при селективном (выборочном) возбуждении отдельных люминофорных элементов. В ДАЭ, в которых микрокатоды и люминофорные элементы отстоят друг от друга на расстоянии нескольких десятых миллиметра, селективное возбуждение люминофорных элементов получается просто при выборочной подаче напряжения (активизации) на группы микрокатодов, поскольку при таких расстояниях электронный пучок достаточно коллимирован. С другой стороны, для селективности возбуждения люминофорных элементов при толщине ДАЭ 2-3 мм необходимо иметь одну или несколько электрических сеток для точного направления электронного пучка. Эти сетки обычно выполняются из металлических листов толщиной в диапазоне 20 - 200 мкм и с такой же площадью поверхности, как и экран, при этом в этих листах имеется множество мелких отверстий размером 30 - 200 мкм и отстоящих друг от друга на расстоянии примерно 30-300 мкм. Кроме того, для того, чтобы не происходило рассеяния электронного пучка, внутренняя поверхность ДАЭ должна находиться под вакуумом с остаточным давлением не выше 10-3 мбар для кислорода и не выше 10-4, предпочтительно ниже 10-6 мбар, для других газов. Во время работы ДАЭ могут выделяться различные виды газов из материалов, входящих в ДАЭ. Как описано в патентных заявках WO 95/23425 и WO 96/01492, для того, чтобы внутри ДАЭ поддерживать вакуум необходимой степени, могут использоваться неиспаряемые газопоглощающие материалы, также известные, как НИГ, которые способны удерживать такие газы, как O2, Н2О, СО, СО2 и N2.
В известных из уровня техники решениях НИГ устройства располагаются внутри ДАЭ в виде маленьких гранул или тонких слоев на краях зоны, на которой находятся катоды. Однако при работе ДАЭ возникает проблема, связанная с медленным переносом газа из средней зоны экрана к краям, особенно для ДАЭ большого размера, из-за малой толщины пространственного зазора в ДАЭ. Следовательно, внутри ДАЭ возникают градиенты концентрации газа, которые негативно влияют на работу ДАЭ.
Таким образом, цель настоящего изобретения состоит в получении покрытия из газопоглощающего материала, равномерно распределенного по всей поверхности экрана.
Эта цель достигается согласно настоящему изобретению, первый объект которого относится к способу изготовления для плоских экранов сеток, покрытых газопоглощающими материалами, способ включает следующие этапы:
- обеспечение металлическим листом, толщина которого равна толщине готовой сетки, а площадь поверхности, по меньшей мере, равна зоне формирования изображения;
- нанесение покрытия из одного или нескольких неиспаряемых газопоглощающих материалов, по меньшей мере, на одну сторону металлического листа;
- выборочное удаление участков металлического листа, покрытого газопоглощающим материалом.
Далее изобретение будет описано со ссылкой на чертежи, где
на фиг.1 показана возможная сетка, покрытая газопоглощающим материалом, полученная в соответствии с настоящим изобретением;
на фиг. 2 показан возможный другой вариант сетки, изготовленной в соответствии с настоящим изобретением;
на фиг. 3 показан схематично и в разобранном виде ДАЭ, содержащий возможную сетку, полученную с помощью способа согласно изобретению.
Используемый для листа металл должен обладать обычными свойствами, требующимися для изготовления сеток для телевизионных экранов, а именно, должен быть легко формуемым и иметь пониженное газовыделение в условиях вакуума. Кроме того, он должен иметь хорошие адгезионные свойства для порошков из газопоглощающих материалов. Предпочтительными материалами для этих целей являются никель и его сплавы, такие как сплавы никель-хром или сплав ИНВАР, содержащий примерно 64 вес.% железа и 36 вес.% никеля. Толщина листа обычно находится в диапазоне примерно 20 - 100 мкм.
Металлический лист должен иметь, по крайней мере, такую же площадь поверхности, как площадь зоны формирования изображения. Предпочтительно, чтобы поверхность листа была немного больше, чем поверхность зоны формирования изображения, так чтобы по наружному краю в нем не было отверстий, это будет описано далее. Этот край может использоваться для закрепления листа внутри ДАЭ и он может быть покрыт осажденным покрытием из НИГ материала, благодаря чему обеспечивается введение дополнительного количества этого материала. В другом варианте край может оставаться не покрытым НИГ материалом, благодаря чему упрощаются операции по прикреплению сетки к структуре ДАЭ. И, наконец, возможны промежуточные решения, в которых край только частично покрыт НИГ материалом, например покрыты края с двух противоположных сторон, а края с двух других противоположных сторон остаются не покрытыми; таким образом, устанавливается компромисс между теми преимуществами, которые обеспечивают вышеупомянутые решения. Возможно также использование листов, площадь поверхности которых значительно больше площади зоны формирования изображения, равна примерно кратной ее величине или равна этой величине плюс край. В этом случае готовые сетки получаются путем разрезания исходного листа на элементы (участки) соответствующего размера после того, как на листе выполнено покрытие из НИГ материала.
Металлический лист может быть покрыт газопоглощающим материалом с одной или обеих сторон. Для того чтобы осадить на металлический лист покрытие из НИГ материала, в принципе могут использоваться все доступные технологии получения покрытия, основанные на получении тонких слоев из порошковых материалов, например холодная прокатка, технологии напыления или технология сериграфии. Покрытие металлической основы НИГ материалами методом холодной прокатки хорошо известно в металлургии, а нанесение покрытия путем напыления описано, например, в патентной заявке WO 95/23425. Предпочтительно использовать сериграфическую технологию, позволяющую получить очень равномерный слой газопоглощающего материала, если эта операция производится на больших поверхностях. Для получения слоя газопоглощающего материала согласно сериграфической технологии сначала готовится суспензия порошков этого материала в водной, спиртовой или гидратированной спиртовой среде, в которой также имеются органические соединения с высокой температурой кипения, выполняющие функцию регулятора вязкости, их количество составляет менее 1% от полного веса суспензии. Полученная таким образом суспензия затем распределяется по сетчатому трафарету, выполненному из пластика с отверстиями, имеющими размер 10 - 200 мкм; сетчатый трафарет натягивается на жесткую раму и закрепляется около основания (подложки) на расстоянии в диапазоне 0,5 - 2,0 мм. С помощью прокладки, накладывая подходящий полировальник или металлические гладилки на верхнюю сторону сетчатого трафарета, на который нанесена суспензия, создается сила, под действием которой суспензия выдавливается в отверстия сетчатого трафарета, благодаря чему она наносится на основание (подложку). Это покрытие затем сушится и спекается; таким образом, получается готовый лист с покрытием. Что касается подробностей изготовления слоев с НИГ материалами методом сериграфии, то с ними можно ознакомиться в Международной публикации WO 98/03987. Другое достоинство метода сериграфии состоит в том, что за счет выборочного перекрытия (закупорки) отверстий сетчатого трафарета в соответствии с выбранными шаблонами могут быть получены покрытия из порошков, имеющие определенную форму; следовательно, особенно легко получить, например, такое покрытие на металлическом листе, когда на краях листа полностью или частично отсутствует покрытие из НИГ материала в соответствии с вышеупомянутыми целями. Покрытия определенной формы могут быть также получены путем замены сериграфического сетчатого трафарета на подходящие металлические пластины.
Толщина слоя НИГ материала после спекания предпочтительно составляет 20 - 100 мкм. Покрытия слишком тонкие делают малопригодными газопоглощающие материалы. С другой стороны, слишком толстые покрытия приводят к тому, что трудно в листе с покрытием выполнять точную резку для получения сеточных отверстий. Для обеспечения механической прочности сетки предпочтительно, чтобы толщина покрытия была не больше, чем толщина листа. Более того, если покрытие выполняется методом напыления или сериграфией и лист покрывается с обеих сторон, тогда два покрытия на противоположных сторонах предпочтительно должны иметь одинаковую или, по меньшей мере, близкую по величине толщину, для того, чтобы на последующей стадии спекания покрытий лист не разломился.
В качестве НИГ материала, используемого для покрытия листа, могут использоваться любые известные НИГ материалы, такие как, например, металлы: цирконий, титан, ниобий, гафний, тантал, вольфрам; смеси и сплавы, содержащие эти или другие металлы, обычно выбранные из металлов, принадлежащих первым группам переходных металлов, и алюминия.
Предпочтительно использовать газопоглощающие сплавы, описанные в патентах США 3203901, 4071335, 4306887, 4312669, 4839085, 5180568; или сплавы цирконий-кобальт, содержащие примерно 75-90 вес.% циркония, или сплавы, полученные из них путем добавления редкоземельных металлов до 10% от общего веса сплава; или сплавы титан-ванадий и титан-хром, содержащие примерно 70-80 вес. % титана. Особенно предпочтительно использовать сплав, содержащий 70 вес. % циркония, 24,6 вес.% ванадия и 5,4 вес.% железа, изготавливаемый и продаваемый заявителем под торговой маркой St 707. Также могут использоваться смеси из нескольких сплавов или смеси из вышеупомянутых газопоглощающих металлов. И, наконец, если покрытие выполняется путем напыления или методом сериграфии, то для улучшения спекания слоя порошков в смеси из металлических порошков или вышеупомянутых газопоглощающих сплавов может добавляться порошок металла, такого как никель или титан, в количестве примерно 2 - 20% от веса всей смеси.
Последний этап способа состоит в выборочном (селективном) удалении частей металлического листа, покрытого НИГ материалом, путем выполнения в нем отверстий для прохода электронных пучков. Отверстия обычно имеют форму квадрата, ромба, круга или эллипса, размер отверстий в диапазоне 50 - 200 мкм, и отделены они друг от друга металлическими элементами, имеющими ширину примерно 50 - 300 мкм. Поскольку для хорошего качества изображения отверстия должны быть как можно более одинаковыми и иметь острые и правильной формы края, предпочтительно для выполнения таких отверстий использовать химическое травление, которое позволяет получить точность резки примерно 10 мкм. Химическое травление является предпочтительной технологией для случая, когда листы покрыты НИГ материалом с одной стороны; в этом случае операции, относящиеся к технологии химического травления, выполняются на противоположной стороне по отношению к стороне с нанесенным НИГ материалом. В другом варианте может применяться технология лазерной резки, причем эта технология является предпочтительной для случая, когда листы покрыты НИГ материалом с обеих сторон. Методом лазерной резки получают ширину среза примерно 30 мкм и точность, подходящую для получения сеток ДАЭ. Более того, лазерная резка приводит к локальному плавлению листа; это позволяет избежать образования заусенцев, которые возникают при механической резке; кроме того, это локальное расплавление способствует закреплению частиц НИГ материала на краю среза, поскольку в другом случае резка может приводить в разъединению частиц и вызывать попадание металлических порошков внутрь ДАЭ. Наличие заусенцев на краях среза и потери порошков могут приводить к возникновению паразитных электрических полей, таким образом, изменяя характер эмиссии электронного пучка или его прохождение и приводя к отрицательному влиянию на формирование изображения.
Поскольку ширина металлических элементов, разделяющих отверстия сетки, составляет примерно 50-300 мкм, для того чтобы по окончании способа получилось равномерное покрытие, предпочтительно использовать порошки НИГ материалов, имеющие маленький размер частиц, предпочтительно менее 50 мкм для сеток с пониженным разрешением (размер отверстий и металлических элементов между ними). По мере увеличения разрешения сетки максимальный размер частиц порошков, который может использоваться, уменьшается, и для наиболее мелких сеток предпочтительно использовать порошки, имеющие размер частиц меньше примерно 20 мкм.
Второй объект изобретения относится к сеткам, полученным с помощью вышеупомянутого способа. Далее будут описаны со ссылкой на чертежи некоторые возможные сетки в виде примеров, которыми не ограничивается объем изобретения.
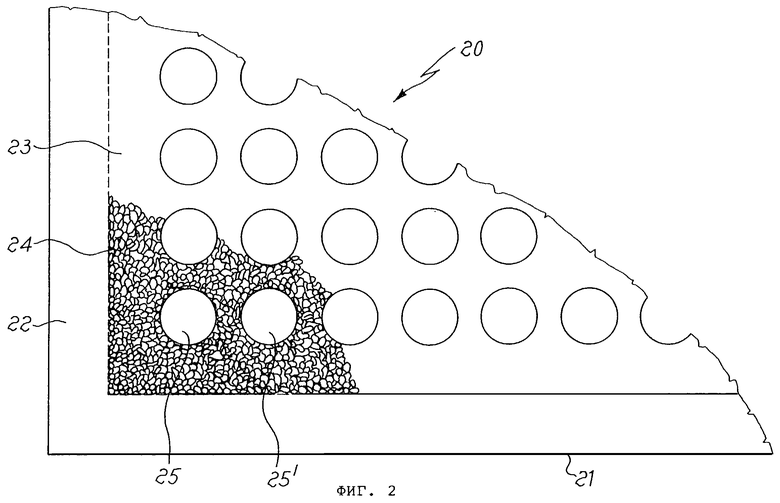
На фиг. 1 показан в перспективном виде участок возможной сетки, полученной с помощью предложенного способа; НИГ материал покрывает всю имеющуюся поверхность. Сетка 10 образуется из металлического листа 11, покрытого с обеих сторон (12, 12') осажденным слоем (13, 13') НИГ материала. На листе имеется множество отверстий 14, 14',..., разделенных между собой металлическими элементами 15, 15',..., на которых находится НИГ материал. С целью упрощения представления (сетки) и для более наглядной демонстрации геометрии сетки НИГ материал показан нанесенным только на часть двух сторон листа 11, но подразумевается, что весь лист покрыт НИГ материалом полностью. Более того, несмотря на то, что на чертеже представлена часть металлического листа без НИГ материала и с отверстиями 14, 14', эти отверстия получены в соответствии с предложенным способом, только тогда, когда непрерывный (без отверстий) лист был полностью покрыт НИГ материалом. И, наконец, приведенная в качестве примера сетка имеет отверстия с квадратным сечением для пролета потока электронов, и покрытие из НИГ материала нанесено на обе стороны сетки, но в соответствии с изобретением допустимы все комбинации возможных геометрических форм для дырок и покрытия.
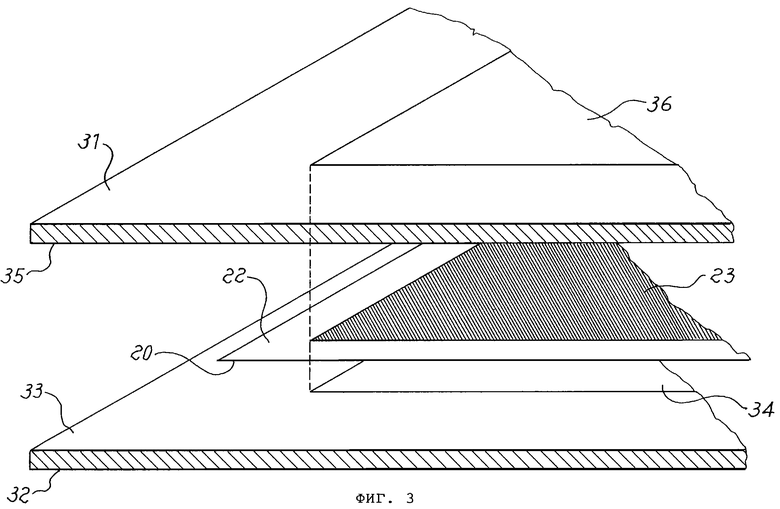
На фиг.2 показан в плане участок другого варианта возможной сетки, изготовленной согласно изобретению; в этом варианте край сетки не покрыт НИГ материалом. Сетка 20 выполнена из листа 21, имеющего наружный край 22, не покрытый НИГ материалом, и среднюю зону 23 (ограниченную пунктирными линиями на чертеже), на которую нанесено покрытие 24 из НИГ материала; кроме того, в этом варианте так же, как и на фиг.1, покрытие 24 показано лишь частично. В зоне 23 выполнены отверстия 25, 25' для пролета электронов. В этом варианте для примера в квадратной модели (шаблоне) экранирующей сетки выполнены круглые отверстия, но допустимы все комбинации из возможных форм отверстий и моделей экранирующей сетки, такие как, например, круглые отверстия в гексагональной модели экранирующей сетки.
На фиг. 3 схематично в разобранном виде представлена часть ДАЭ, содержащего предложенную сетку, которая, как и сетка, показанная на фиг.2, по краю не покрыта НИГ материалом. Показанный на фигуре ДАЭ образован передней (лицевой) стеклянной частью 31 и задней частью 32; сетка 20 расположена между этими двумя частями; на внутренней поверхности 33 части 32 имеются микрокатоды (на чертеже не показаны), расположенные в зоне 34; на внутренней поверхности 35 части 31 в соответствии с зоной 34 имеются люминофорные элементы, расположенные в зоне 36, которая также является зоной формирования изображения; сетка 20 расположена так, что зона 23 (в которой имеются отверстия и покрытие из НИГ материала), по существу, совпадает с проекцией зоны формирования изображения на саму сетку, при этом край 22 находится снаружи такой зоны, полученной путем проекции.
Предложенные в изобретении сетки, покрытые газопоглощающими материалами, выполняют двойную задачу: направляют электронный пучок и однородно распределяют внутри экрана газопоглощающий материал, благодаря этому устраняются проблемы, упомянутые при описании уровня техники. Эти сетки не могут быть получены, например, путем нанесения покрытия из газопоглощающих материалов на предварительно изготовленный металлический перфорированный лист; действительно, если попытаться спекать покрытия из НИГ материалов на подложках, имеющих много близко расположенных друг от друга отверстий, таких, которые требуются для сеток ДАЭ, тогда подложка сама подвергается сильным деформациям, вероятно, из-за взаимодействий, происходящих при высокой температуре между металлом и газопоглощающим материалом.
Изобретение относится к электротехнической промышленности, к способу изготовления сеток плоских экранов, покрытых неиспаряемыми газопоглощающими материалами, при котором металлический лист такой же толщины, как готовая сетка, имеющий площадь поверхности, по меньшей мере, такую же, как зона формирования изображения, покрывается, по крайней мере, с одной стороны одним или несколькими неиспаряемыми газопоглощающими материалами, а затем выборочно удаляются части покрытого таким образом листа. Также раскрыты некоторые варианты сеток, изготовленных таким способом. Технический результат предложенного изобретения состоит в получении покрытия из газопоглощающего материала, равномерно распределенного по всей поверхности экрана. 2 с. и 24 з.п. ф-лы, 3 ил.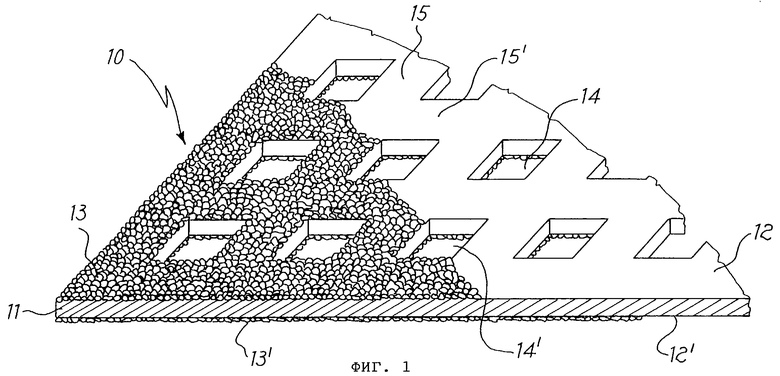
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 1993 |
|
RU2056662C1 |
| US 5219310 A, 15.06.1993 | |||
| US 4188562 A, 12.02.1980 | |||
| DE 3601632 A, 23.07.1987. | |||
