Изобретение относися к области труб из пластических масс, выполненных с армированием.
Известна труба, содержащая внутренний, наружный и праймерный слои (см. патент США 3886024, F 16 L 9/14 на "Толстостенные армированные волокном композитные структуры и способ их изготовления"). Внутренние и наружные слои этой трубы выполнены в виде отдельных оболочек, отвержденных при температуре 149. . . 177oС, телескопически вставленных одна в другую; на сопрягаемые поверхности оболочек предварительно наносят праймерный слой-клей, в процессе отверждения которого (температура <66oС) происходит соединение оболочек с образованием комбинированной трубы.
Недостаток такой трубы заключается в малой надежности.
Малая надежность объясняется неоднородностью стенки трубы, возникающей в процессе телескопической сборки оболочек из-за сдвига при этом их клеевых слоев по длине с образованием неустранимых пустот между оболочками.
Известна другая труба, содержащая термопластичный, композиционно-волокнистый и праймерный слои (см. патент РФ 2095676, F 16 L 9/133); слои этой трубы выполнены из материалов, имеющих одинаковую температуру (~120oС) подготовки к спеканию и полимеризации, что позволяет изготовить трубу в рамках единого процесса термообработки с уменьшением образования несплошности (пустот) между слоями и тем самым повысить ее надежность.
Однако достигнутый положительный эффект в этой трубе недостаточен, т.к. при термообработке на оправке (в период общего пластичного состояния материалов стенки трубы) имеет место усиленное радиальное течение материалов термопластичного и праймерного слоев (из-за возникающего давления в связи с большими коэфициентами линейного расширения последних) в межволоконные промежутки композиционно-волокнистого слоя с уменьшением вследствие этого толщины стенки и герметезирующей способности термопластичного слоя и комбинированной трубы в целом.
Задачей изобретения является повышение надежности трубы.
Для решения этой задачи усовершенствуется труба, содержащая термопластичный, композиционно-волокнистый и праймерный слои.
Это усовершенствавание состоит в том, что композиционно-волокнистый слой выполнен из материалов, имеющих температуру полимеризации меньше температуры подготовки к отверждению праймерного слоя.
Композиционно-волокнистый слой может быть выполнен из материалов с температурой полимеризации 90...110oС, а праймерный слой с температурой подготовки к отверждению 111...120oС.
Выполнение композиционно-волокнистого слоя из материалов, имеющих температуру полимеризации меньше температуры подготовки к отверждению праймерного слоя, обеспечивает в процессе постепенного нагрева при изготовлении трубы опережающую полимеризацию (замоноличивание) композиционно-волокнистого слоя, исключающую при дальнейшем повышении температуры и текучести праймерного и термопластичного слоев их истечение в межволоконные промежутки композиционно-волокнистого слоя, т. е. радиальный сдвиг отдельных участков герметизирующего слоя (уменьшение его рабочей толщины) и тем самым повышает надежность трубы.
Выполнение композиционно-волокнистого слоя из материалов с температурой полимеризации 90. ..110oС, а праймерного слоя - с температурой подготовки к отверждению 111. ..120oС обеспечивает повышение надежности трубы при незначительных затратах тепловой энергии.
Изобретение поясняется чертежом, где показана труба на технологической оправке.
Предлагаемая труба состоит из герметизирующего термопластичного слоя 1, армирующего композиционно-волокнистого 2 и праймерного слоя 3; композиционно-волокнистый слой 2 выполнен из материалов, имеющих температуру полимеризации меньше температуры подготовки к отверждению праймерного слоя 3. В варианте исполнения композиционно-волокнистый слой 3 выполнен из материалов, имеющих температуру полимеризации 90...110oС, а праймерный слой 3 с температурой подготовки к отверждению 111...120oС.
При изготовлении трубы на термопластичный слой 1, предварительно установленный на технологической оправке 4 (показана тонкими линиями), наносят праймерный слой 3, а на него композиционно-волокнистый слой 2.
В процессе термообработки описанной сборки сначала происходит полимеризация (замоноличивание) композиционно-волокнистого слоя 2. При дальнейшем повышении температуры происходит размягчение и увеличение текучести праймерного 3 и термоплатичного 1 слоев (без радиального истечения их в межволоконные промежутки слоя 2, благодаря его замоноличенному состоянию) и последующее отверждение слоев 1 и 3 с окончательным замоноличиванием стенки трубы.
В варианте исполнения слой 2 трубы выполнен из материалов, полимеризуемых при 90...110oС, например композиционно-волокнистый материал на основе стеклоровинга РБН-1260 и связующего: смола эпоксидно-диановая ЭД-20 100 мас. ч., отвердитель ТЭА (триэтаноламин) 14 мас.ч. (см. Альперин В.И. и др. Конструкционные стеклопластики. - И.: Химия, 1979, с. 54), а слой 3 с температурой подготовки к отверждению 111...120oС, например, композиция сэвилена клеевая марка 113-81 ТУ РБ 04643628.080-99 НПП "Пластполимер" с образованием адгезивного соединения при температуре не ниже 115oC (что обеспечивает незначительные затраты тепловой энергии при изготовлении трубы). При этом термопластичный слой 1 выполнен в виде полиэтиленовой оболочки с температурой начала размягчения 115...120oС.
Предлагаемая труба имеет повышенную надежность, т.к. в процессе изготовления (благодаря изобретению) практически исключается истечение в межволокнистые промежутки композиционно-волокнистого слоя материалов праймерного и термопластичного слоев, а следовательно, уменьшение толщины и герметизирующей способности последнего в изготовленной трубе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2191313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНА | 2001 |
|
RU2191316C1 |
| ТРУБА | 2003 |
|
RU2255265C2 |
| ТРУБА | 2001 |
|
RU2211394C2 |
| ТРУБА | 2001 |
|
RU2197671C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2001 |
|
RU2208735C2 |
| ТРУБА | 2003 |
|
RU2255264C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2190531C1 |
| ТРУБА | 2003 |
|
RU2255263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2001 |
|
RU2213897C2 |
Изобретение относится к области труб из пластических масс, выполненных с армированием. Труба состоит из герметизирующего слоя 1, армирующего композиционно-волокнистого слоя 2 и праймерного слоя 3 и характеризуется тем, что слой 2 выполнен из материалов, имеющих температуру полимеризации меньше температуры подготовки к отверждению слоя 3. Техническим результатом изобретения является то, что труба имеет повышенную надежность. 1 з.п.ф-лы, 1 ил.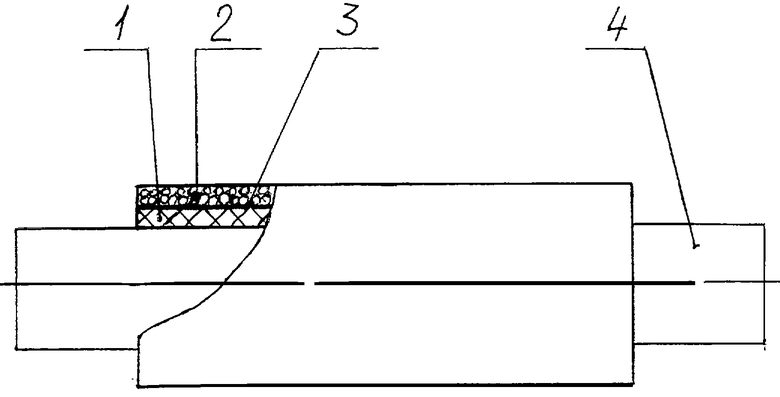
| ТРУБА | 1995 |
|
RU2095676C1 |
| ПЛАСТМАССОВАЯ ТРУБА | 1999 |
|
RU2154220C1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| US 3886024 A, 27.05.1975 | |||
| US 3907785 A, 13.09.1990. | |||

