Изобретение относится к области труб, точнее - к способам изготовления трубопроводов, преимущественно из пластмасс, композиционно-волокнистых материалов.
Известен способ изготовления трубопровода, включающий соединение труб посредством муфт с герметизацией стыка труб резиновыми уплотнительными элементами - см. О.Г. Цыплакова. Конструирование изделий из композиционно-волокнистых материалов. М.: Машиностроение, Ленинградское отделение, 1984, с. 137, фиг.4.16.3.
Недостаток такого способа заключается в том, что изготовленный по нему трубопровод имеет малый межремонтный цикл.
Этот недостаток объясняется малым сроком службы резиновых уплотнительных элементов, герметизирующих стыки труб.
Известен другой способ изготовления трубопровода, включающий соединение труб устройствами с герметизирующим составом и последующим его отверждением - см. О. Г. Цыплаков. Конструирование изделий из композиционно-волокнистых материалов. Л. : Машиностроение, Ленинградское отделение, 1984, с.137, фиг. 4.16.6.
Соединение труб при этом способе изготовления может выполняться одновременно и резьбовым.
По совокупности признаков и достигаемому результату этот способ наиболее близок к заявленному и принят за прототип.
Межремонтный цикл трубопровода, изготовленного по этому способу, благодаря большому сроку службы герметизирующего состава по сравнению с резиновыми уплотнениями, значительно увеличен.
Однако достигнутый в этом способе положительный результат недостаточен из-за значительно возросшего времени собственно процесса герметизации, связанного с временем отверждения герметизирующего состава, например эпоксидного клея холодного отверждения, см. Д.А. Кардатов. Конструкционные клеи, с.63, 73. Кроме того, при монтаже трубопроводов, применяемых для транспортировки жидкостей с температурой выше 60oС, например горячего водоснабжения, подогретой нефти, применяются как правило клеи горячего отверждения, обеспечивающие необходимые прочностные и гидролитические свойства при контакте с жидкостью или клеи, которые при повышенных температурах повышают свои характеристики (см. там же стр.64). При монтаже трубопроводов при пониженных температурах для обеспечения склеивания даже клеями холодного отверждения необходимо прогревать стыки до температуры не ниже 10-20oС. Прогрев стыков требует специальных устройств с автономным обеспечением энергией или от внешних источников. В случае применения пластмассовых труб или труб из композиционно-волокнистых материалов значительных диаметров и толщин стенок вследствие низкой теплопроводности материала и ограничений по максимальной температуре от подводимого источника процесс еще более усложняется. Например, при применении клея ВК-9 необходима выдержка при температуре 20oС в течение 18-24 часа, клея К-153 при температуре 20oС в течение 72 часов для обеспечения разрушающего напряжения при сдвиге при 60oС-5 МПа или при 60oС в течение 12 часов для обеспечения разрушающего напряжения при 60oС не менее 14 МПа.
Задачей изобретения является повышение эффективности способа.
Для решения этой задачи усовершенствуется способ изготовления трубопровода, включающий соединение труб устройствами с герметизирующим составом и последующем его отверждением.
Усовершенствование состоит в том, что отверждение герметизирующего состава ведут в процессе эксплуатации трубопровода.
Выполнение отверждения герметизирующего состава в процессе эксплуатации трубопровода позволяет совместить процесс герметизации стыков трубопровода с процессом его эксплуатации, за счет чего значительно сократить время строительства и ремонта трубопровода и, тем самым, повысить эффективность способа.
Ниже, со ссылкой на прилагаемый чертеж, дается описание способа изготовления трубопровода.
При осуществлении способа на резьбовые концы стыкуемых труб 1 с установленными в стыках труб дополнительными уплотнительными элементами 4 или (и) соединительными резьбовыми муфтами 2 наносят герметизирующий состав 3 (например, клеевую композицию), после чего соединяют трубы 1 резьбовыми муфтами 2 и ведут отверждение герметизирующего состава 3, например, с его подогревом до 60÷70oС.
Способ характеризуется тем, что отверждение герметизирующего состава 3 ведут в процессе эксплуатации трубопровода с перекачкой по нему подогретой транспортируемой, например, водонефтяной среды (благодаря чему обеспечивается эксплуатация трубопровода и одновременное отверждение герметизирующего состава во всех стыках трубопровода).
Отвержение герметизирующего состава 3 может осуществляться при низком напоре (например, 1-2 атм. ) перекачиваемой среды или с установкой в стык труб 1 дополнительных (например из резины) уплотнительных элементов 4 (с напором перекачиваемой среды при этом, близким к эксплуатационному режиму работы трубопровода).
Заявленный способ позволяет производить клеевую сборку трубопроводов при пониженных температурах, в том числе клеями, предназначенными к эксплуатации при повышенных температурах и требующими дополнительной термообработки.
Выполнение способа изготовления трубопровода по изобретению позволяет значительно сократить время строительства и ремонта трубопровода и повысить эффективность его использования, например, в неблагоприятных условиях Севера и Сибири.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВЫЙ ТРУБОПРОВОД | 2001 |
|
RU2211989C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2190531C1 |
| ТРУБА | 2001 |
|
RU2197671C2 |
| СПОСОБ РЕМОНТА ПЛАСТМАССОВОГО ТРУБОПРОВОДА | 2001 |
|
RU2193715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2191313C1 |
| ТРУБА | 2001 |
|
RU2211983C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНА | 2001 |
|
RU2191316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНА (ВАРИАНТЫ) | 2001 |
|
RU2197675C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2211398C2 |
| ТРУБА | 2001 |
|
RU2211394C2 |
Изобретение относится к строительству и используется при сооружении трубопроводов. Перед соединением труб посредством резьбовых муфт наносят на резьбовые концы стыкуемых труб герметизирующий состав, отверждение которого осуществляют в процессе эксплуатации трубопровода. Отверждение герметизирующего состава ведут с его подогревом. Увеличивает межремонтный цикл и сокращает сроки строительства трубопровода. 1 ил.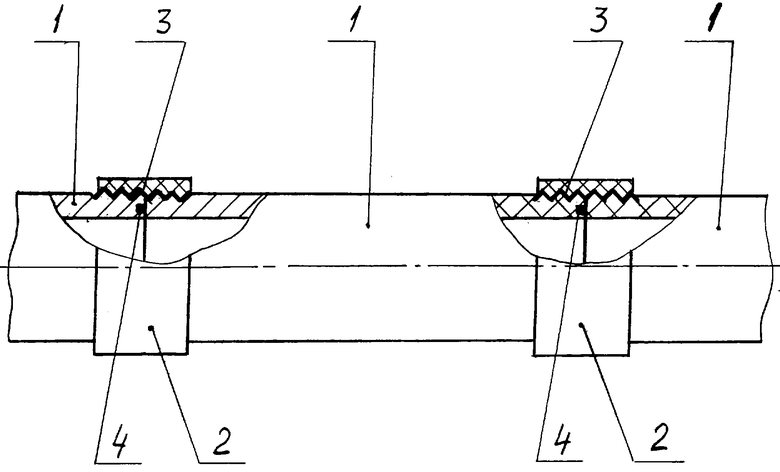
Способ изготовления трубопровода, включающий соединение труб устройствами с герметизирующим составом и последующим его отверждением, отличающийся тем, что отверждение герметизирующего состава ведут в процессе эксплуатации трубопровода.
| ЦЫПЛАКОВ О.Г | |||
| Конструирование изделий из композиционно-волокнистых материалов | |||
| - Л.: Машиностроение, Ленинградское отделение, 1984, с.137, фиг.4.16.6 | |||
| ШЕЛУШИЛЬНАЯ МАШИНА | 1998 |
|
RU2133150C1 |
| СПОСОБ ЗАЩИТЫ МУФТОВОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ОТ КОРРОЗИИ | 1999 |
|
RU2156913C1 |
| БАРИШПОЛОВ В.Ф | |||
| Строительство наружных трубопроводов | |||
| - М.: Высшая школа, 1985, с.119, рис.88 | |||
| ПОПИЛОВ Л.Я | |||
| Новые материалы для судостроения | |||
| - Л.: Судостроение, 1972, с.263-265. | |||

