Изобретение относится к технологическому оборудованию для изготовления изделий из пластмасс погонажным или литьевым способом и может быть использовано в полимерной промышленности.
Известна конструкция устройства института "УкрНИИ пластмасс" для фильтрации расплава полимерных материалов и замены отработанных фильтрующих сит с приводом передвижного блока вручную, пневматически или гидравлически.
Недостатком указанной конструкции является прерывание технологического процесса при смене фильтрующих сит (остановка машин).
Известна конструкция Aufban-SWE Германия, состоящая из корпуса, заменителя решетки ситовидных болтов, приводной гидравлической станции и гидросистемы, в которой замена фильтрующих сит происходит без прерывания технологического процесса (Руководство по эксплуатации заменителя решеток (сит) SWC-121, выпуск - февраль 1999 фирмы Aufban-SWE Германия).
Недостатком данной конструкции является сложность конструкции и обслуживание при наличии гидростанции и масляной гидросистемы, высокая стоимость, необходимость наличия контроллера системы управления.
Техническим результатом изобретения является создание фильтра для фильтрации расплава полимерных материалов, позволяющего производить замену фильтрующих сит без прерывания технологического процесса, используя рабочую систему экструзии полимерных материалов, и получение изделий непосредственно на линии.
Для достижения технического результата в устройстве для фильтрации расплава полимерных материалов, содержащем корпус, передвижной блок со сменными фильтрующими ситами, систему передвижения указанного блока расплавом полимера, находящегося под давлением экструзии, и переходные фланцы для крепления корпуса на экструдере и формирующей головки на корпусе, согласно изобретению система передвижения блока со сменными фильтрующими ситами включает установленные с двух сторон корпуса цилиндры с поршнями, соединенные с каналами связанного с формирующей головкой переходного фланца посредством каналов с запорными клапанами, при этом цилиндры снабжены запорными шиберами, а корпус - съемными заглушками, устанавливаемыми на нем при смене фильтрующих сит, причем переходные фланцы, цилиндры, каналы, соединяющие цилиндры с переходным фланцем, и запорные клапаны снабжены нагревательными элементами, площадь фильтрующего сита больше площади внутреннего сечения цилиндра, а расстояние между фильтрующими ситами в передвижном блоке не более 0,1 D, где D - диаметр фильтрующей поверхности сита.
Технический результат, получаемый от использования изобретения, достигается за счет цилиндров с поршнями, соединенными каналами с системой экструзии шнекового пресса. В системе фильтрации имеются клапаны и запорные шиберы, которые управляются автоматически. Давление в системе экструзии Рэ≥100 атм и устанавливается в зависимости от геометрии профиля погонажного изделия и материала. При засорении сита инородными включениями давление экструзии повышается при Р1>Рэ на 10-15%, включается система подогрева каналов клапанов и запорной арматуры, при дальнейшем повышении Р2>Рэ на 15-20% включается система смены фильтров. В режиме смены фильтров t<1-1,5 с при Рэ>100 атм. Расстояние между фильтрующими ситами не более 0,1 D оказывает минимальное влияние на техпроцесс экструзии и конструктивно выполнимо. Замененное сито работает определенное время с первичным полимером порядка 24 ч, со вторичным полимером меньше в зависимости от степени загрязнения материала.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство выполняет все технологические функции прототипа и дополнительно упрощает технологию работы, обслуживание, экономию энергоресурсов и надежность эксплуатации.
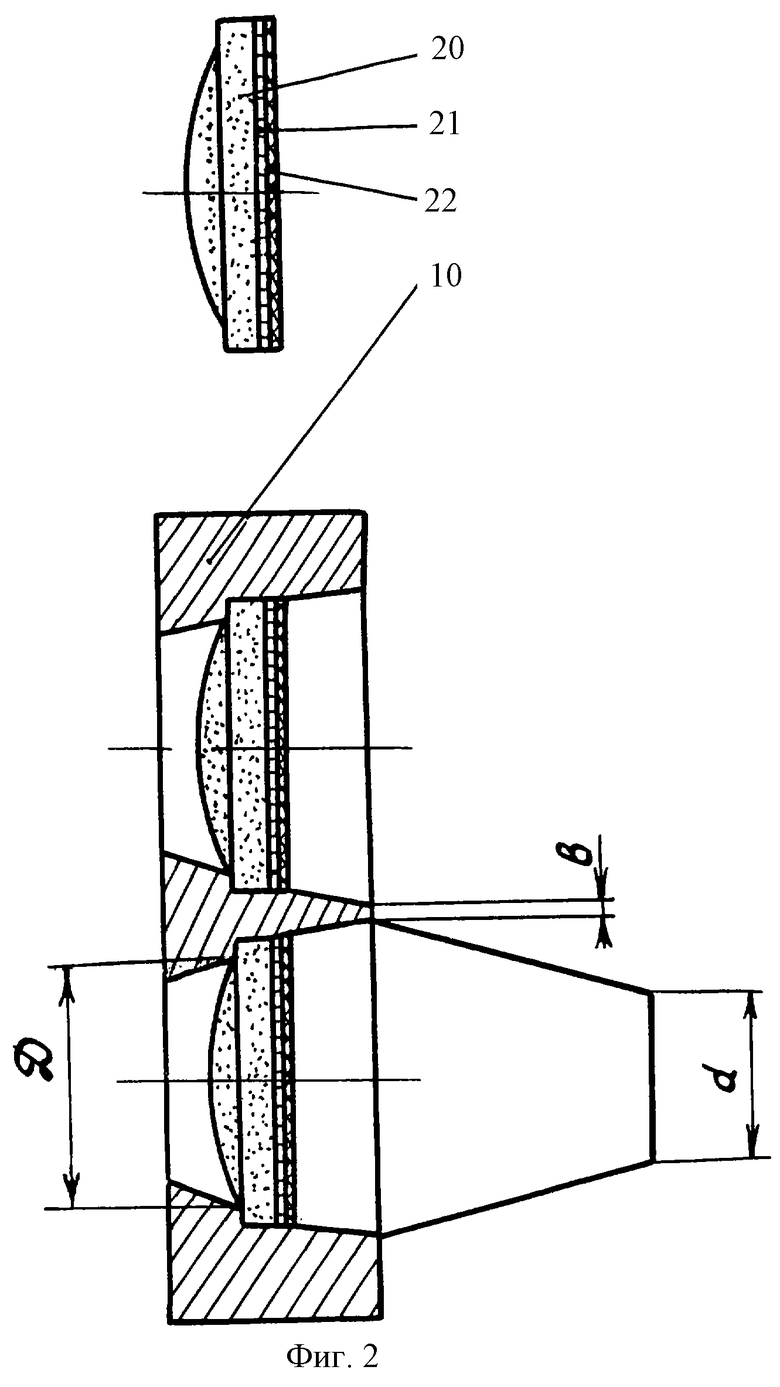
На фиг.1 изображен фильтр для фильтрации расплава полимерных материалов.
На фиг.2 изображен передвижной блок 10 с фильтрующим ситом.
Устройство для фильтрации расплава полимерных материалов представляет собой корпус 1, который переходным фланцем 2 закреплен на экструдере полимерных материалов 3, а через переходной фланец 4 к нему закреплена формирующая головка (пресс-форма) 5. Справа к корпусу 1 прикреплен цилиндр 6 с поршнем 7, слева - цилиндр 8 с поршнем 9. Внутри корпуса находится передвижной блок 10 с фильтрующими ситами. На цилиндрах 6 и 8 установлены запорные шиберы 12. Цилиндры 6, 8 соединены с каналами переходного фланца 4 посредством каналов 13, 14 через запорный клапан 15. При смене фильтрующих сит на корпусе устанавливаются съемные заглушки 16.
Переходные фланцы 2, 4, цилиндры 6, 8, каналы 13, 14 и запорные клапаны 15 оборудованы нагревательными элементами 17.
Работа устройства для фильтрации расплава полимерных материалов осуществляется следующим образом.
Расплав полимера, подаваемый из экструдера по стрелке А через переходной фланец 2, фильтруется через фильтрующее сито 11, расположенное в одном из двух гнезд передвижного блока 10, и направляется в формирующую головку (пресс-форму) 5, где формируется профиль или отливка из полимера (трубы, погонажные профили, литые детали и др.).
Когда фильтрующие сита заполняются отходами, производительность техпроцесса снижается на 10-15% (процент снижения определяется технологическим регламентом производства).
Необходимо произвести замену отработанного фильтрующего сита на новый (промытую ситовидную пластину 20 и решетки пакета сит).
Замена происходит следующим образом.
На корпусе устанавливаются съемные заглушки 16, не дающие утечки расплава в период замены.
Включаются нагревательные элементы цилиндра 8, каналов 13, 14 и запорного клапана 15, обычно представляющего из себя шаровой кран с электромагнитным приводом, находящийся с левой стороны фильтра.
Запорный шибер 12 слева от фильтра устанавливается в положение "закрыто", справа - в положение "открыто". В этот момент оба запорных клапана 15 находятся в положении "закрыто".
При достижении расплавом в каналах 13, 14 и запорном клапане 15 с левой стороны фильтра заданной температуры клапан 15 вводится в положение "открыто".
Расплав под давлением >100 бар перетекает по каналам 13, 14 в полость цилиндра 8 и поршень 9 передвигается к центру экструзии, передвигая передвижной блок 10 с фильтрующими ситами 11. При этом поршень 7 через шибер 12, находящийся в положении "открыто", выталкивает керн застывшего расплава 18, оставшегося от предыдущей смены фильтрующих сит. Схема смены фильтрующих сит соответствует работе классической гидросистемы. Расплав пластифицируемого полимера полиэтилена и сополимера "Сэвилена" при температуре +146oС экструдируется под давлением Р>100 бар, что является нормальным давлением масляной гидросистемы с рабочим телом ИС 40. Функции демпфера в устройстве выполняет керн застывшего расплава 18 от предыдущей замены фильтрующих сит.
После завершения установки передвижного блока 10 с фильтрующими ситами 11 в правое положение запорный кран 15 с левой стороны вводится в положение "закрыто" и отключаются нагревательные элементы на цилиндре 8, каналах 13, 14 и запорном клапане 15. Снимаются съемные заглушки 16 по стрелке Б и удаляется керн 19 с отработанным фильтрующим ситом. Устанавливается новое сито в правую полость передвижного блока 10, а керны 18, 19 отправляются в загрузочное устройство экструдера для вторичной переработки. При отработке фильтрующего сита 11 в техпроцессе экструзии замена сит происходит в том же порядке с правой на левую сторону фильтра. Как показано на фиг.2, обычно применяемые в экструдерах фильтрующие сита имеют сравнительно небольшую площадь фильтрующей поверхности, равную площади внутреннего сечения цилиндра.
В предлагаемой конструкции фильтра фильтрующая поверхность сита образована площадью круга диаметром D. Площадь внутреннего сечения цилиндра, имеющего диаметр d, меньше площади сита с диаметром D, что позволяет реже производить замену сит, засоренных инородными включениями, на чистое сито. Минимальная перемычка В (фиг. 2), разделяющая фильтрующие элементы, имеет размер не более 0,1 D, что позволяет при смене сит практически не перекрывать площадь цилиндра сегментами передвижного блока РО, обеспечивая при этом непрерывность технологического процесса и отсутствие пульсации расплава пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ ПОЛИМЕРНЫХ РАСПЛАВОВ | 2013 |
|
RU2523808C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И КАЛИБРОВКИ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ПОЛУЧАЕМЫХ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2319611C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| Мобильный экструдерный комплекс для изготовления полимерных погонажных изделий | 2024 |
|
RU2837918C1 |
| Фильтр кассетный непрерывного действия | 2017 |
|
RU2668865C1 |
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВА ПЛАСТМАССЫ | 2014 |
|
RU2581371C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| Устройство к экструдеру для фильтрации расплава полимера | 1974 |
|
SU956277A1 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
Изобретение относится к технологическому оборудованию для изготовления изделий из пластмасс погонажным или литьевым способом и может быть использовано в полимерной промышленности. Устройство содержит корпус, передвижной блок со сменными фильтрующими ситами, систему передвижения указанного блока расплавом полимера, находящегося под давлением экструзии, и переходные фланцы. Переходные фланцы служат для крепления корпуса на экструдере и формирующей головки на корпусе. Система передвижения блока со сменными фильтрующими ситами включает установленные с двух сторон корпуса цилиндры с поршнями. Цилиндры соединены с каналами связанного с формирующей головкой переходного фланца посредством каналов с запорными клапанами. Цилиндры снабжены запорными шиберами, а корпус - съемными заглушками, устанавливаемыми на нем при смене фильтрующих сит. Переходные фланцы, цилиндры, каналы, соединяющие цилиндры с переходным фланцем, и запорные клапаны снабжены нагревательными элементами. Площадь фильтрующего сита больше площади внутреннего сечения цилиндра. Расстояние между фильтрующими ситами в передвижном блоке не более 0,1 D, где D - диаметр фильтрующей поверхности сита. Изобретение позволяет производить замену фильтрующих сит без прерывания технологического процесса. 2 ил.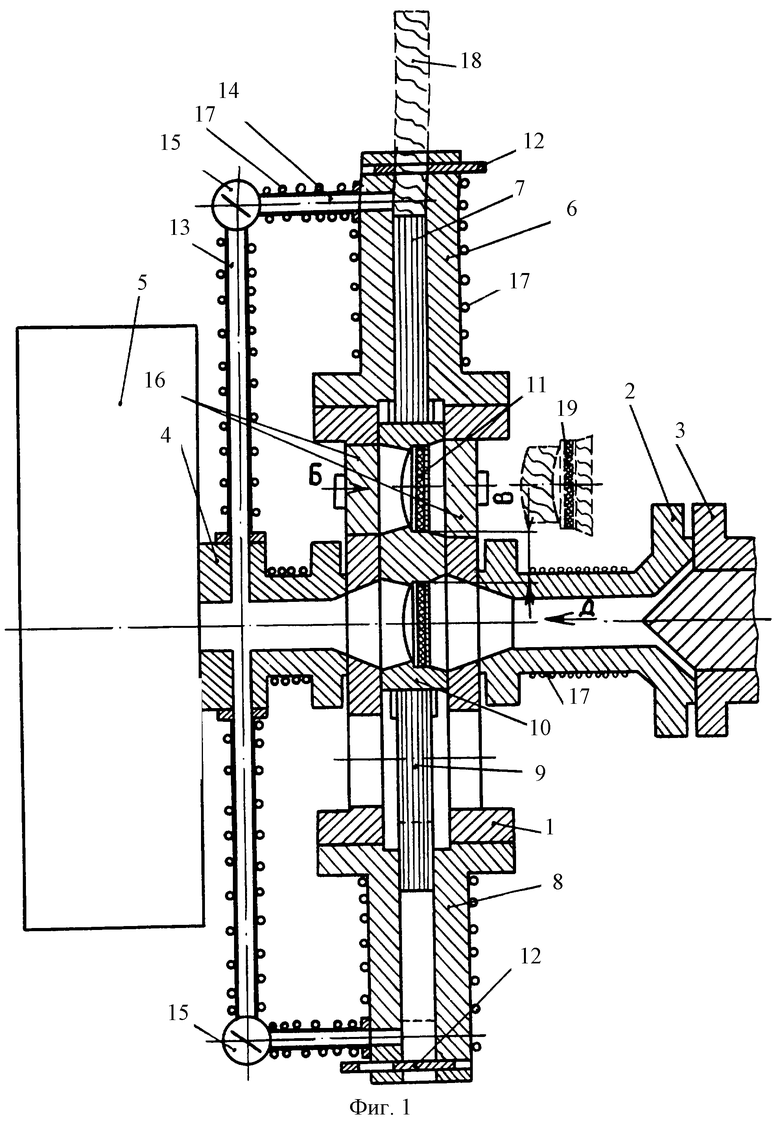
Устройство для фильтрации расплава полимерных материалов, содержащее корпус, передвижной блок со сменными фильтрующими ситами, систему передвижения указанного блока расплавом полимера, находящегося под давлением экструзии, и переходные фланцы для крепления корпуса на экструдере и формирующей головки на корпусе, отличающееся тем, что система передвижения блока со сменными фильтрующими ситами включает установленные с двух сторон корпуса цилиндры с поршнями, соединенные с каналами связанного с формирующей головкой переходного фланца посредством каналов с запорными клапанами, при этом цилиндры снабжены запорными шиберами, а корпус - съемными заглушками, устанавливаемыми на нем при смене фильтрующих сит, причем переходные фланцы, цилиндры, каналы, соединяющие цилиндры с переходным фланцем, и запорные клапаны снабжены нагревательными элементами, площадь фильтрующего сита больше площади внутреннего сечения цилиндра, а расстояние между фильтрующими ситами в передвижном блоке не более 0,1D, где D - диаметр фильтрующей поверхности сита.
| Устройство к червячной машине для фильтрования смесей | 1985 |
|
SU1288091A1 |
| Экструзионная линия | 1989 |
|
SU1691122A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| DE 3527163 С1, 11.09.1986 | |||
| DE 3752205 C1, 01.09.1988 | |||
| US 5090887 А, 25.02.1992 | |||
| US 4708616 А, 24.11.1987. | |||

