Область техники
Изобретение относится к конструкции одношнековых экструдеров. Эти экструдеры предназначены для переработки таких гранулированных или порошковых термопластичных полимерных материалов, которые содержат механические (в том числе, газообразные и, особенно, газообразующие) примеси.
Уровень техники
Проблема эффективной очистки расплавов термопластичных полимерных материалов от упомянутых выше примесей возникла давно. Так, даже свежие термопластичные полимерные материалы способны поглощать влагу из воздуха и воздух как таковой при хранении россыпью и при загрузке в экструдер. Количество таких примесей обычно тем заметнее, чем выше сорбционная активность и чем больше удельная поверхность гранул или порошка.
Широкое применение вторичного сырья, полученного измельчением или агломерированием отходов термопластичных полимерных материалов, обострило указанную проблему. Действительно, такие отходы содержат полимеры, частично деструктированные вследствие предшествующей переработки и/или неблагоприятных воздействий окружающей среды. Поэтому их повторное плавление и термомеханохимическое воздействие на расплав в канале экструдера часто приводит к дальнейшей деструкции и газообразованию.
Чтобы исключить порчу экструдированных изделий вкраплениями нежелательных твердых частиц и газовыми пузырьками, экструдеры обычно оснащены средствами фильтрования и дегазации расплава.
Общеизвестно, что нежелательные твердые частицы удаляют с помощью весьма простых фильтров, тогда как для удаления газовых пузырьков нужно обеспечить резкую декомпрессию высоковязкого расплава в зоне дегазации и непрерывное обновление поверхности раздела фаз «расплав - газ». Для этого используют стрейнеры, которые разделяют потоки расплавов на тонкие струи, и вакуум-отсос газов.
Простейший стрейнер имеет вид кольцевой перегородки с отверстиями, которая установлена в винтовом канале шнека на входе в зону дегазации экструдера. Естественно, что эти стрейнеры можно использовать преимущественно при обработке легкотекучих расплавов таких чистых полимеров как полиэтилен, полистирол и т.п.
Для дегазации вязких расплавов были предложены стрейнеры в виде соединенных со шнеками перфорированных цилиндров и скребки в виде покрытых слоем тефлона пластин, которые неподвижно закреплены в корпусе экструдера (Шенкель Г. Шнековые прессы для пластмасс. - Москва: Государственное научно-техническое издательство химической литературы, 1962, с.247-248).
Плоские скребки тем заметнее тормозят поток расплава, чем выше его вязкость. Поэтому при использовании экструзионных головок с высоким гидравлическим сопротивлением винтовой канал шнека на участке декомпрессии целиком блокируется расплавом и дегазация практически прекращается.
Этот нежелательный эффект удалось существенно ослабить в экструдере для переработки термопластичных полимерных материалов, который известен из UA 14796 А и наиболее близок по конструкции к предлагаемому далее экструдеру. Известный экструдер имеет:
(а) корпус, включающий последовательно расположенные и сообщающиеся общим каналом экструзии секцию загрузки сырья, секцию пластикации сырья, секцию дегазации расплава, которая оснащена вентиляционным каналом для отсоса летучих веществ, и секцию выдавливания, соответствующий которой участок канала экструзии имеет диаметр, превышающий диаметр этого же канала по меньшей мере в секциях загрузки и пластикации сырья;
(б) шнек, который размещен в канале экструзии и имеет переменный диаметр, соответствующий диаметрам частей канала экструзии в указанных секциях;
(в) стрейнер, который выполнен в виде перфорированного цилиндра, закреплен на шнеке в секции дегазации и разделяет кольцевое пространство между сердечником шнека и стенкой корпуса на внутренний и внешний соосные кольцевые каналы, сообщающиеся через отверстия в стенке указанного цилиндра, и
(г) скребковый элемент, имеющий по меньшей мере одну спиральную ленту, которая неподвижно закреплена на внутренней поверхности корпуса и охватывает внешнюю поверхность указанного цилиндра с зазором, достаточным для свободного вращения шнека.
Увеличение диаметров экструзионного канала и шнека в секции выдавливания и применение спиральных скребковых элементов практически исключают блокирование зоны декомпрессии сплошным потоком расплава. Это позволяет повысить производительность экструдеров, оснащенных секциями дегазации, и эффективно очищать расплавы произвольных полимерных материалов от газовых пузырьков.
Однако перерабатываемые (особенно, вторичные) полимерные материалы нередко содержат механические примеси, способные застревать в отверстиях и внутреннем кольцевом канале стрейнера. Поэтому экструдеры приходится довольно часто останавливать и разбирать для очистки секции дегазации. Однако такая очистка не исключает снижение качества изделий в случаях, когда мелкие частицы загрязнений свободно проходят через стрейнер, а затем разлагаются с выделением газов в секции выдавливания, где температура, как правило, превышает температуру в предшествующих секциях.
Краткое изложение сущности изобретения
В основу изобретения положена задача создать такой экструдер, который обеспечивал бы непрерывную очистку расплава полимерного материала от механических загрязнений перед дегазацией и, как следствие, позволял бы эффективно перерабатывать отходы полимерных материалов в высококачественные изделия.
Поставленная задача решена тем, что в экструдере, который имеет:
(а) корпус, включающий последовательно расположенные и сообщающиеся общим каналом экструзии секцию загрузки сырья, секцию пластикации сырья, секцию дегазации расплава, которая оснащена вентиляционным каналом для отсоса летучих веществ, и секцию выдавливания, соответствующий которой участок канала экструзии имеет диаметр, превышающий диаметр этого же канала по меньшей мере в секциях загрузки и пластикации сырья;
(б) шнек, который размещен в канале экструзии и имеет переменный диаметр, соответствующий диаметрам частей канала экструзии в указанных секциях;
(в) стрейнер, который выполнен в виде перфорированного цилиндра, закреплен на шнеке в секции дегазации и разделяет кольцевое пространство между сердечником шнека и стенкой корпуса на внутренний и внешний соосные кольцевые каналы, сообщающиеся через отверстия в стенке указанного цилиндра, и
(г) скребковый элемент, имеющий по меньшей мере одну спиральную ленту, которая неподвижно закреплена на внутренней поверхности корпуса и охватывает внешнюю поверхность указанного цилиндра с зазором, достаточным для свободного вращения шнека;
согласно изобретению
к стенке корпусе в пределах внешнего кольцевого канала стрейнера жестко прикреплена поперечная кольцевая перегородка;
эта перегородка разделяет указанный канал на зону фильтрации, непосредственно сообщающуюся с секцией пластикации, и зону дегазации, сообщающуюся с секцией выдавливания,
указанные зоны фильтрации и дегазации сообщаются между собой только через отверстия в стенке указанного перфорированного цилиндра и ограниченный им внутренний кольцевой канал,
часть пространства в зоне фильтрации, ограниченная указанной перегородкой, внутренней стенкой корпуса, шнеком и указанным скребковым элементом, служит промежуточным сборником отфильтрованного осадка твердых примесей и подключена к внешнему приемнику этого осадка через радиальный канал в стенке корпуса экструдера, а диаметр отверстий в стенке указанного перфорированного цилиндра в зоне фильтрации меньше, чем в зоне дегазации.
Указанная перегородка вынуждает расплав полимера, который непрерывно поступает из секции пластикации в секцию дегазации, перетекать из внешнего кольцевого канала стрейнера во внутренний кольцевой канал и далее в зону дегазации только через отверстия в перфорированном цилиндре. При этом частицы механических примесей, которые в зоне фильтрации не проходят в отверстия в стенке перфорированного цилиндра, оседают на его поверхности, а затем, взаимодействуя со спиральным скребком, удаляются из зоны фильтрации через радиальный канал в стенке корпуса работающего экструдера. Соответственно, сокращается потребность в остановках и разборках экструдера для очистки стрейнера и возрастает качество экструдированных изделий.
Первое дополнительное отличие состоит в том, что в зоне сопряжения перегородки и перфорированного цилиндра одна из указанных деталей имеет отбойную канавку, которая препятствует перетеканию расплава из зоны фильтрации в зону дегазации при значительном перепаде давления по обе стороны перегородки. Это повышает надежность и эффективность работы секции дегазации.
Второе дополнительное отличие состоит в том, что вход в указанный вентиляционный канал из зоны дегазации расположен непосредственно вблизи указанной перегородки, а указанный перфорированный цилиндр свободен от отверстий в пределах указанной отбойной канавки и указанного входа в вентиляционный канал. Это уменьшает вероятность блокирования указанного канала расплавом и потребность в остановках экструдера для его очистки.
Третье дополнительное отличие состоит в том, что указанная перегородка выполнена из такого антифрикционного материала как, например, бронза или чугун. Это практически исключает аварийную остановку экструдера вследствие заклинивания перфорированного цилиндра в перегородке.
Краткое описание чертежей
Суть изобретения поясняется подробным описанием конструкции и работы экструдера со ссылками на прилагаемые чертежи, где показаны на:
фиг.1 - общий вид экструдера (продольный разрез),
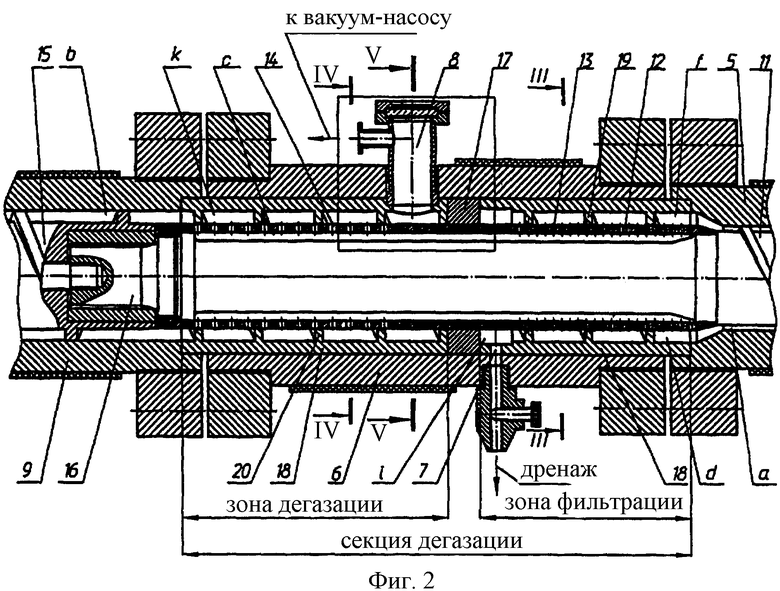
фиг.2 - конструкция секции дегазации (продольный разрез в увеличенном масштабе),
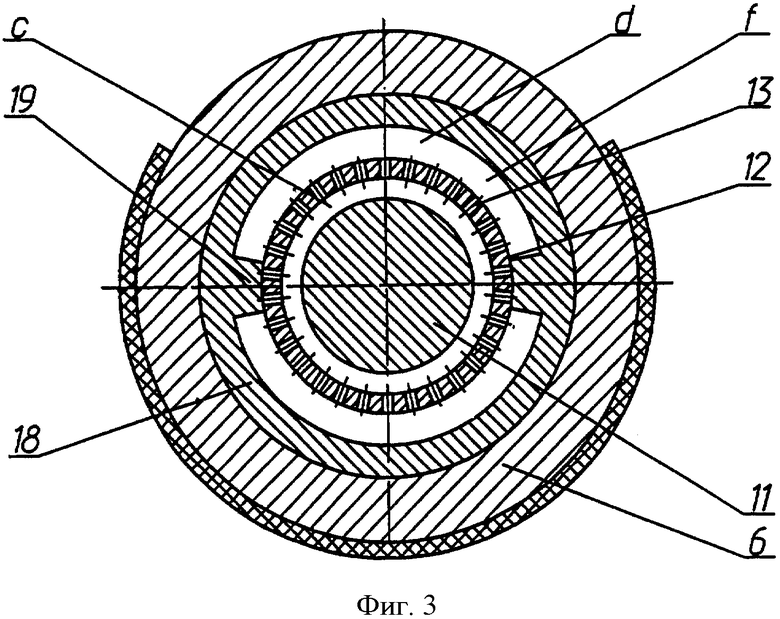
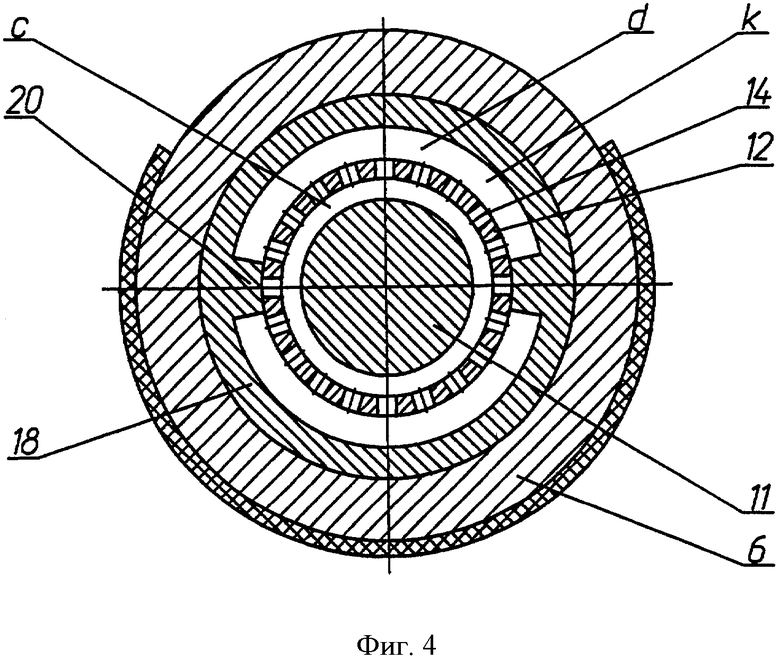
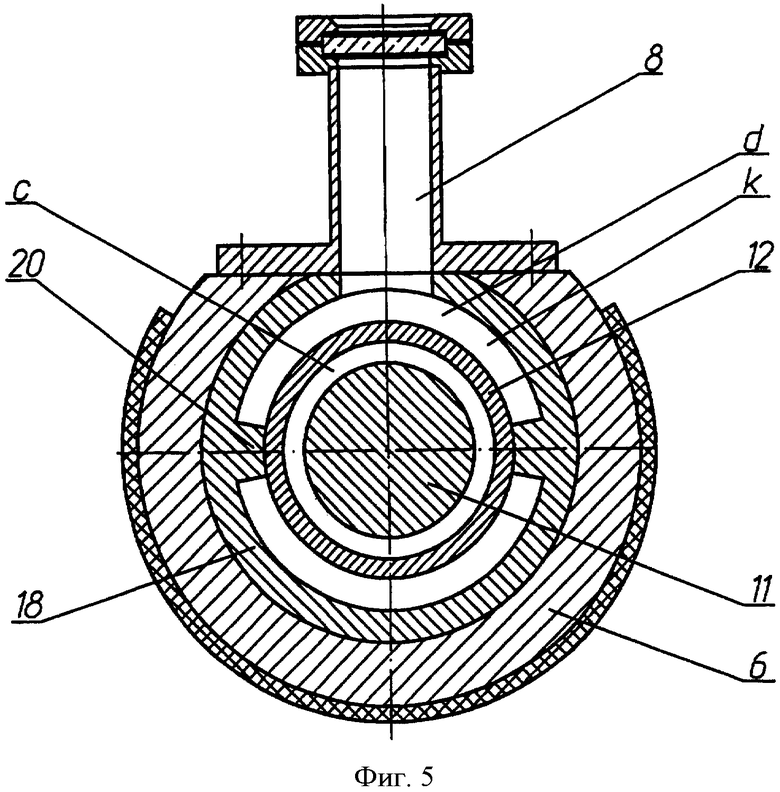
фигуры 3, 4 и 5 - поперечные разрезы секции дегазации, которые соответственно обозначены III-III, IV-IV и V-V на фиг.2 и
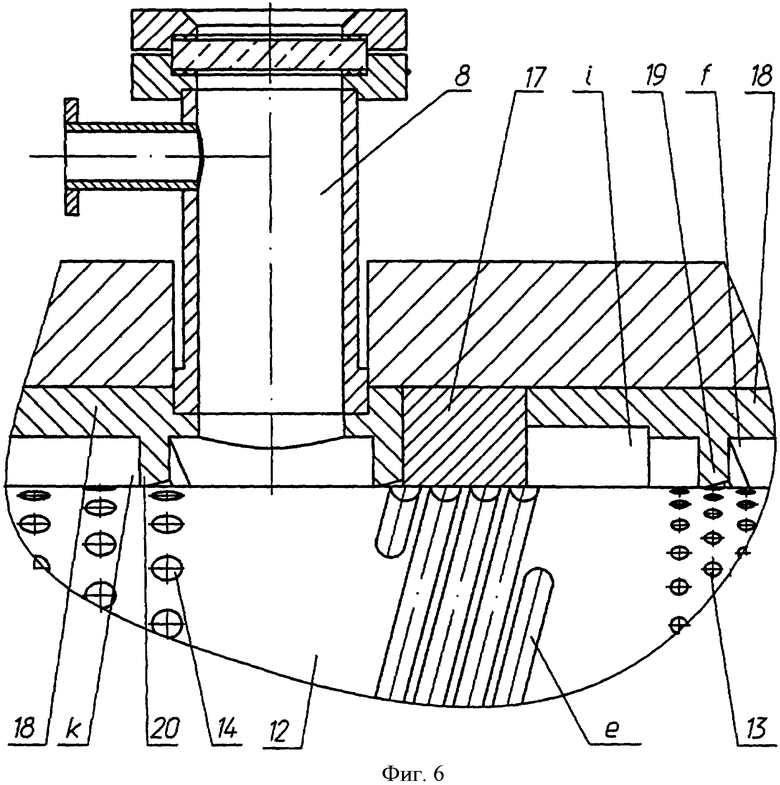
фиг.6 - фрагмент конструкции секции дегазации в зоне отвода газов (продольный разрез в увеличенном масштабе).
Наилучший вариант воплощения изобретения
Предложенный экструдер имеет (см. фиг.1) корпус 1, в осесимметричном канале экструзии которого установлен шнек 2, подключенный к не показанному здесь приводу вращения. Корпус 1 включает последовательно соединенные и сообщающиеся через упомянутый выше общий канал экструзии:
секцию 3 загрузки сырья, которая подключена к загрузочному бункеру 4 и оснащена не обозначенными особо сменной рифленой изнутри гильзой и рубашкой водяного охлаждения,
секцию 5 пластикации, которая оснащена не обозначенными особо регулируемыми электронагревателями и рубашкой воздушного охлаждения,
секцию 6 дегазации, к которой подключены оснащенный дроссельной заслонкой радиальный канал 7 для удаления отфильтрованного осадка из экструдера и вентиляционный канал 8 для отсоса летучих веществ, и
секцию 9 выдавливания.
Диаметр канала экструзии возрастает по мере перехода от секции 3 загрузки и секции 5 пластикации к секции 6 дегазации и секции 9 выдавливания, которая сообщается с рабочей полостью не показанной произвольной экструзионной головки через перепускной канал 10.
Общая длина шнека 2 соразмерна длине корпуса 1. Шнек 2 состоит из двух жестко связанных частей.
Первая часть 11 шнека 2 расположена в указанных секциях 3, 5 и 6 (см. фигуры 1 и 2). Эта часть 11 имеет:
винтовой канал «а», глубина которого уменьшается при переходе из секции 3 загрузки в секцию 5 пластикации (см. фиг.1) и
не обозначенное особо гладкое по всей длине кольцевое углубление на сердечнике в пределах секции 6 дегазации, которое охвачено стрейнером в виде перфорированного цилиндра 12 с отверстиями 13 и 14 (см. фиг.2).
Вторая часть 15 шнека 2 имеет винтовой канал «b» по всей длине, расположена в пределах секции 9 выдавливания экструдера, соединена с первой частью 11 шнека 2 на шлицах 16 и зафиксирована от осевого смещения.
Перфорированный цилиндр 12 закреплен (в частности, ввинчен) между торцом первой 11 части и упором на второй 15 части шнека 2 (то есть в промежутке между винтовыми каналами «а» и «b», как это видно на фиг.2). Внутренняя поверхность цилиндра 12 и поверхность упомянутого выше кольцевого углубления на сердечнике шнека 2 ограничивают внутренний кольцевой канал «с».
Внешний диаметр винтового канала «b» во второй части 15 шнека 2 и диаметр соответствующей ему части канала экструзии в корпусе 1 превышают внешний диаметр винтового канала «а» в первой части 11 шнека 2. В секции 6 дегазации внешний диаметр канала экструзии превышает внешний диаметр перфорированного цилиндра 12 так, что между ними расположен внешний кольцевой канал «d», соосный с внутренним кольцевым каналом «с».
Каналы «с» и «d» сообщаются только через отверстия 13 и 14 в стенке перфорированного цилиндра 12, т.к. во внешнем кольцевом канале «d» установлена неподвижная относительно корпуса 1 поперечная кольцевая перегородка 17. Она
охватывает перфорированный цилиндр 12 по скользящей посадке (то есть с зазором, достаточным для свободного вращения цилиндра 12) и
разделяет объем секции 6 (а, точнее, внешний кольцевой канал «d») на зону фильтрации, которая непосредственно сообщается с винтовым каналом «а» секции 5 пластикации, и зону дегазации, которая непосредственно сообщается с винтовым каналом «b» секции 9 выдавливания и вентиляционным каналом 8 (см. фиг.2 и, дополнительно, фигуры 3, 4 и 5).
Иначе говоря, перегородка 17 в работающем экструдере вынуждает расплав перетекать из зоны фильтрации в зону дегазации только через отверстия 13, внутренний кольцевой канал «с» и отверстия 14 и изолирует зону фильтрации от вентиляционного канала 8.
Размер в свету отверстий 13 в зоне фильтрации меньше размера в свету отверстий 14 в зоне дегазации. При этом для равноскоростного выхода расплава из отверстий 14 в зоне дегазации их проходное сечение обычно возрастает в направлении секции 9 выдавливания.
Для подавления перетока расплава через зазор между перегородкой 17 и перфорированным цилиндром 12 одна из этих деталей (преимущественно цилиндр 12) может иметь в зоне сопряжения винтовую отбойную канавку "е" (см. фиг.6).
Для исключения заклинивания перфорированного цилиндра 12 в перегородке 17 она обычно изготовлена из такого антифрикционного материала как, например, бронза или чугун.
Вход в вентиляционный канал 8 непосредственно прилегает к поперечной кольцевой перегородке 17, при этом поверхность перфорированного цилиндра 12 в месте нарезки отбойной канавки "е" и на прилегающей к нему части, расположенной напротив вентиляционного канала 8, свободна от отверстий (см. фиг.6).
Корпус 1 внутри секции 6 дегазации оборудован скребковым узлом, состоящим по меньшей мере из одной гильзы 18 и одного скребка в виде спиральной ленты 19, которые размещены в зоне фильтрации. Однако предпочтительно иметь две гильзы 18 и два скребка в виде лент 19 и 20, которые закреплены во внешнем канале "d" по разные стороны перегородки 17 соответственно в зонах фильтрации и дегазации (см. фиг.2). Эти ленты 19 и 20 охватывают цилиндр 12 с зазором, достаточным для его свободного вращения.
Направление витков в винтовых каналах "f" и "k" внутри спиральных лент 19 и 20 противоположно направлению витков в винтовых каналах «а» и «b» в шнеке 2 соответственно внутри секции 5 пластикации и секции 9 выдавливания.
Для уменьшения площади сопряжения с перфорированным цилиндром 12 витки спиральной ленты 19 (и 20) при взгляде со стороны секции 5 пластикации могу иметь скос до 30° (см. фиг.6). Это желательно, если цилиндр 12 имеет на участке дегазации дополнительную шероховатость (например, рифленую поверхность, зенкованные отверстия и т.п.) для увеличения сцепления расплава с поверхностью цилиндра 12 и повышения транспортирующей способности витков спиральных лент 19 (и 20).
Перегородка 17, цилиндр 12 и гильза 18 скребкового узла ограничивают в зоне фильтрации кольцевой накопитель «i» отфильтрованного осадка, соединенный с радиальным каналом 7 для удаления осадка из экструдера.
Работает описанный экструдер таким образом.
Полимерный материал в виде гранул или измельченных отходов термопластов поступает в винтовой канал «а» шнека 2 через бункер 4. Вращающийся шнек 2 сжимает его в секции 3 загрузки и проталкивает в секцию 5 пластикации. Вязкотекучий расплав, который формируется в этой секции под действием внешнего тепла и вращения шнека 2, поступает в усовершенствованную, как описано выше, секцию 6 дегазации для очистки от твердых загрязнений и летучих веществ (фиг.1).
Действительно, этот «сырьевой» расплав входит вначале в винтовой канал «f» спиральной ленты 19, который служит частью внешнего кольцевого канала «d» в зоне фильтрации (фигуры 6 и 3).
Полимерный компонент расплава (в частности, вместе с тонкодисперсными частицами наполнителя) в результате противодействия поперечной кольцевой перегородки 17 протекает сквозь узкие отверстия 13 в стенке перфорированного цилиндра 12 во внутренний кольцевой канал «с». В это же время грубые механические примеси оседают на поверхности этого цилиндра 12 и под давлением «свежего» расплава перемещаются в кольцевой накопитель «i» отфильтрованного осадка. Отбойная канавка «е» на свободной от отверстий части перфорированного цилиндра 12 препятствует перетоку расплава через зону сопряжения этого цилиндра 12 и перегородки 17 (фиг.6).
Отфильтрованный осадок вместе с адсорбированным полимером удаляют из экструдера через радиальный канал 7 по меньшей мере периодически, но всегда без остановки процесса экструзии (фиг.2).
Очищенный от грубых механических примесей расплав из внутреннего кольцевого канала «с» через отверстия 14 в перфорированном цилиндре 12, которые превышают по диаметру отверстия 13 и расширяются в направлении к секции 9 выдавливания, практически равномерно и свободно изливается в ту часть канала «d», которая расположена в зоне дегазации указанной секции 6. Резкая декомпрессия расплава приводит к бурному выделению таких летучих веществ как воздух, продукты термического разложения полимера или примесей, остаточные мономеры и т.п. Эти вещества поступают в винтовой канал "k", который ограничен скребковой спиральной лентой 20, и далее через вентиляционный канал 8 удаляются из экструдера с помощью вакуум-насоса (фигуры 3, 4 и 6).
Расположение вентиляционного канала 8 рядом с поперечной кольцевой перегородкой и отсутствие отверстий на той части перфорированного цилиндра 12, которая расположена под входом в указанный канал 8, препятствует блокированию зоны отсоса расплавом. Соответственно, гарантируется устойчивость переработки загрязненных полимеров.
Очищенный и дегазированный расплав полимерного материала попадает в винтовой канал "b" шнека 2 в секции 9 выдавливания, сжимается и транспортируется к выходному отверстию 10 корпуса 1 для экструзии в определенные изделия.
Промышленная применимость
Предложенный экструдер может быть легко изготовлен. Он способен:
очищать расплавы термопластичных (особенно вторичных) полимерных материалов от твердых загрязнений и выводить их из канала экструзии без остановки процесса,
эффективно дегазировать даже высоковязкие расплавы полимеров и
развивать высокое давление в секции выдавливания.
Это гарантирует стабильность работы секции дегазации и экструдера в целом в широком диапазоне вязкости расплавов и, при необходимости, позволяет использовать на входе в экструзионную головку дополнительный фильтр тонкой очистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР | 1990 |
|
RU2021136C1 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2543195C1 |
| ЭКСТРУДЕР | 1984 |
|
SU1380115A3 |
| ОБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, СОДЕРЖАЩЕЕ СРЕДСТВО ДЕГАЗАЦИИ | 2005 |
|
RU2375183C2 |
| Устройство для переработки расплава полимеров | 1968 |
|
SU270982A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ЭКСТРУДЕР В СБОРЕ | 2005 |
|
RU2350467C2 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ БЕЗГАЛОГЕННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2325999C2 |
Изобретение относится к конструкции одношнековых экструдеров. Экструдер имеет корпус, состоящий из секций загрузки сырья, пластикации сырья, дегазации расплава с вентиляционным каналом и секции выдавливания. Экструдер также содержит шнек, стрейнер в виде перфорированного цилиндра, закрепленный на шнеке в секции дегазации и разделяющий пространство между сердечником шнека и стенкой корпуса на внутренний «с» и внешний «d» соосные кольцевые каналы, сообщающиеся через отверстия в стенке цилиндра, и скребковый элемент. К стенке корпуса экструдера в канале установлена перегородка, разделяющая его на зоны фильтрации и дегазации. Эти зоны сообщаются соответственно с секциями пластикации и выдавливания и между собой через отверстия в стенке цилиндра и внутренний канал. Часть зоны фильтрации, ограниченная перегородкой, стенкой корпуса, шнеком и скребковым элементом, служит сборником отфильтрованного осадка и подключена к радиальному выпускному каналу в корпусе. Изобретение обеспечивает бесперебойную очистку расплава от механических примесей и позволяет эффективно перерабатывать отходы полимерных материалов в высококачественные изделия. 3 з.п. ф-лы, 6 ил.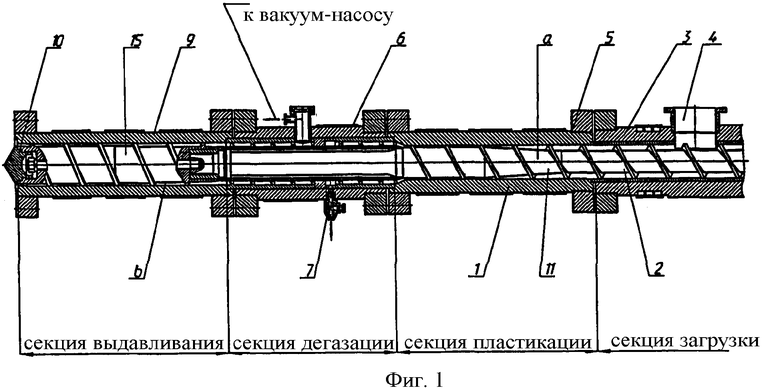
| US 5419634 A1, 30.05.1995 | |||
| DE 3403195 A, 01.08.1985 | |||
| US 6378705 A1, 30.04.2002 | |||
| ЭКСТРУДЕР | 1984 |
|
SU1380115A3 |
| Смеситель для полимерных материалов | 1991 |
|
SU1801751A1 |

