Изобретение относится к области металлургии, к устройствам для продувки жидкого расплава, например медно-сульфидного, газообразным окислителем и может быть использовано в пирометаллургии меди.
Известна фурма (Патент России 2084540, кл. С 21 С 5/48, с приоритетом 22.03.95), содержащая корпус с выходным отверстием для подачи газа в расплав и набор сменных инструментов, включающий притычку и прочистной ломик (фурмовку). Притычка имеет головку с рабочей конической торцевой поверхностью, служащей для перекрытия выходного отверстия и прекращения подачи газа во время остановки фурмы.
Известна также принятая за прототип фурма, содержащая корпус с отверстием для подачи газа (ОПГ), направляющую, неподвижно установленную в корпусе, и набор сменных инструментов, включающий притычку, ломик (фурмовку) и газовую горелку (Технологическая инструкция. Часть 1. Плавка медного никельсодержащего сырья в печах Ванюкова. ТИ 44577806.14.55-27-2000. Открытое акционерное общество "Норильская горная компания", 2000, стр.61-63, раздел 5.3, рис. 12а, 12б). Каждый инструмент имеет головку с торцевой рабочей поверхностью. Для притычки - это коническая поверхность, контактирующая в выдвинутом положении с кромкой ОПГ; для фурмовки - заостренная поверхность пробойника, для газовой горелки - плоский торец трубки. К корпусу фурмы подведен трубопровод кислородо-воздушной смеси (КВС). КВС вдувается в расплав через открытое отверстие для подачи газа, а все инструменты уложены в цехе вне корпуса фурмы. В корпусе фурмы расположена направляющая, выполненная в виде длинного отверстия и служащая для подведения рабочих головок инструментов к отверстию для подачи газа. При остановке фурмы сквозь эту направляющую вводится притычка до упора рабочей торцевой конической поверхностью в кромку отверстия для подачи газа. Для повторного запуска фурмы в работу притычка извлекается из корпуса и в ту же направляющую вводится фурмовка (ломик). Торцевой рабочей поверхностью фурмовки пробивается настыль - застывшая на относительно холодном торце охлаждаемой фурмы корка шлака. Еще одним инструментом фурмы является газовая горелка, выполненная в виде длинной трубки, к которой через гибкий трубопровод подведен горючий газ. При пуске печи после остановки без выпуска расплава газовая горелка сквозь направляющую вводится в ОПГ. Все операции по установке и извлечению инструментов проводятся вручную при высокой температуре и загазованности в цехе. Рабочий использует теплоотражающий костюм и кислородную маску и в этой экипировке вынужден прилагать большие физические усилия и зачастую использовать кувалду для пробивания толстого слоя прочной настыли и для извлечения пригоревшей притычки. Из-за необходимости полностью извлекать притычку при запуске и отсутствия упоров, ограничивающих обратный ход, возможны опасные ситуации, когда притычка под воздействием последнего ударного импульса от кувалды в сторону извлечения и избыточного давления внутри корпуса фурмы вылетает вместе с раскаленными, оплавленными осколками шлака.
Существует явная необходимость механизации и автоматизации такого тяжелого и вредного для здоровья процесса управления фурмой, но недостатком прототипа и упомянутого выше аналога является то, что они не приспособлены к механизации, а тем более автоматизации. Инструмент в прототипе должен полностью выниматься из направляющей и вкладываться, например, в кассету, а затем другой инструмент должен браться и вставляться в направляющую. Прототип приспособлен к ручному обслуживанию. Автоматизировать его можно лишь с помощью устройства, имитирующего человеческую руку, т.е. антропоморфным манипулятором, причем манипулятором, способным, с одной стороны, точно совмещать инструмент с направляющей, а с другой стороны, развивать усилие до нескольких тонн (как при ударе кувалдой). Такой способ автоматизации с установкой у каждой из 84 фурм печи по манипулятору был бы неоправданно сложным и дорогостоящим. Не менее дорогостоящим и трудно реализуемым был бы вариант автоматизации с обслуживанием всех фурм одним манипулятором из-за его необычайной сложности. Неприспособленность прототипа к автоматизации обусловлена превышением числа инструментов над числом направляющих для их установки в корпусе и связанным с этим отсутствием ограничителей хода, препятствующих демонтажу инструментов из направляющих. По этой причине необходимы многостепенные манипуляции с инструментами, перемещение их по сложным траекториям, что затрудняет и удорожает автоматизацию, так как требует соответствующих многостепенных приводных устройств с захватами.
Задачей изобретения является создание фурмы с упрощенными траекториями инструментов, исключение сложных манипуляций с ними и обеспечение тем самым возможности автоматизации управления фурмой.
Поставленная задача решается тем, что в фурме, содержащей корпус с отверстием для подачи газа и неподвижной направляющей, набор из n сменных инструментов, где n= 2, 3,..., каждый из которых имеет головку с торцевой рабочей поверхностью, при этом головка одного из сменных инструментов имеет форму, обеспечивающую перекрытие отверстия для подачи газа, в отличие от известной фурмы корпус содержит дополнительно (n-1) неподвижных направляющих, расположенных расходящимися от отверстия для подачи газа, во всех неподвижных направляющих одновременно установлены в каждой по одному сменному инструменту с возможностью перемещения между выдвинутыми в отверстие для подачи газа и втянутыми внутрь корпуса фурмы положениями их головок и введены устройства ограничения хода инструментов на втягивание.
Предлагается направляющие выполнять прямолинейными и расположить по образующим конической поверхности с вершиной в отверстии для подачи газа, причем сменный инструмент, обеспечивающий перекрытие отверстия для подачи газа, установить в направляющей, расположенной по оси отверстия для подачи газа, угол между направляющей любого сменного инструмента и сменного инструмента, обеспечивающего перекрытие отверстия для подачи газа, выполнять не превышающим значения ϕmax, определяемого из выражения
где D - диаметр отверстия для подачи газа,
d - диаметр головки инструмента,
L - длина отверстия для подачи газа,
а угол между направляющими двух любых инструментов выполнять не меньшим значения ϕmin, определяемого при h1≤h2 из выражения
а при h1>h2 -
соответственно,
где d1 и d2 - диаметры головок соответственно первого и второго инструментов,
h1 и h2 - расстояния между вершиной конусной поверхности и сечениями максимального диаметра торцевых рабочих поверхностей соответственно первого и второго инструментов при втянутых их положениях.
Введение дополнительных (n-1) направляющих и одновременная установка в каждой из них по одному инструменту исключает необходимость сложных манипуляций с инструментами. Установка направляющих в корпусе жестко, неподвижно упрощает траектории инструментов, исключая избыточные степени свободы и необходимость в приводах и механизмах для перемещения самих направляющих. Возможность выдвижения головок инструментов по направляющим в отверстие для подачи газа обеспечивает их функционирование, а возможность втягивания головок внутрь корпуса по направляющим с расходящимися от ОПГ траекториями обеспечивает освобождение пространства в зоне ОПГ для выдвижения и функционирования любого инструмента. Ограничение хода инструментов на втягивание с оставлением головок внутри корпуса обеспечивает функционирование каждого из них без полного извлечения из корпуса и, следовательно, без необходимости манипуляций по укладке, последующему поиску, повторному захвату и установке в направляющую.
Выполнение направляющих в виде направляющих прямолинейного движения и расположение их по образующим конической поверхности с вершиной в отверстии для подачи газа характеризует простейший для автоматизации и наиболее технологичный вариант выполнения конструкции. При этом соблюдение верхнего предела ϕmax углов между траекториями инструментов является необходимым для исключения столкновения головок инструментов со стенкой ОПГ, а нижнего предела ϕmin - для исключения столкновения инструментов между собой. Установка одного из сменных инструментов в направляющей, расположенной по оси отверстия для подачи газа, обеспечивает беззазорное сопряжение конусной торцевой поверхности притычки с кромкой цилиндрического ОПГ и, следовательно, наилучшее уплотнение.
Суть изобретения поясняется фигурами, на которых изображены:
Фиг.1. Фурма. Сложный ломаный разрез по осям направляющих.
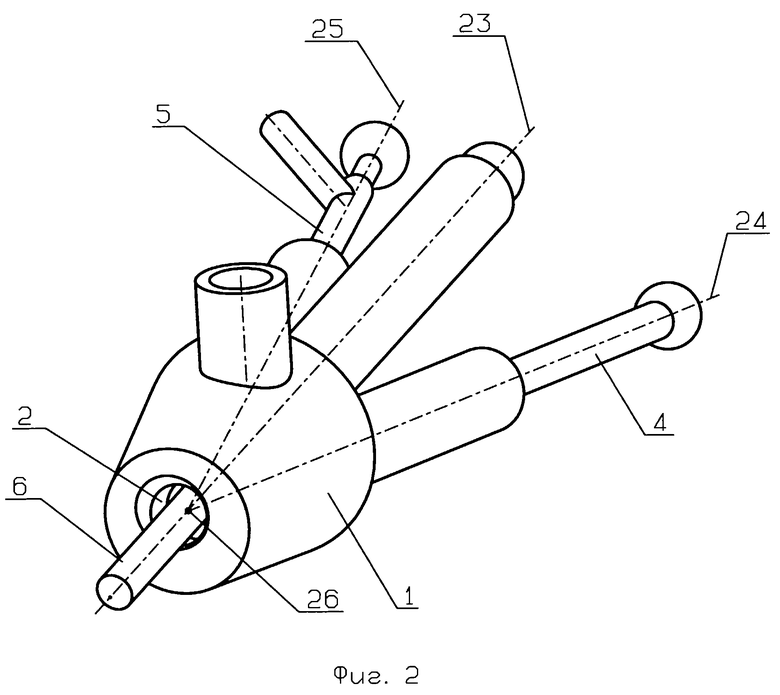
Фиг.2. Фурма с выдвинутой фурмовкой. Аксонометрическая проекция.
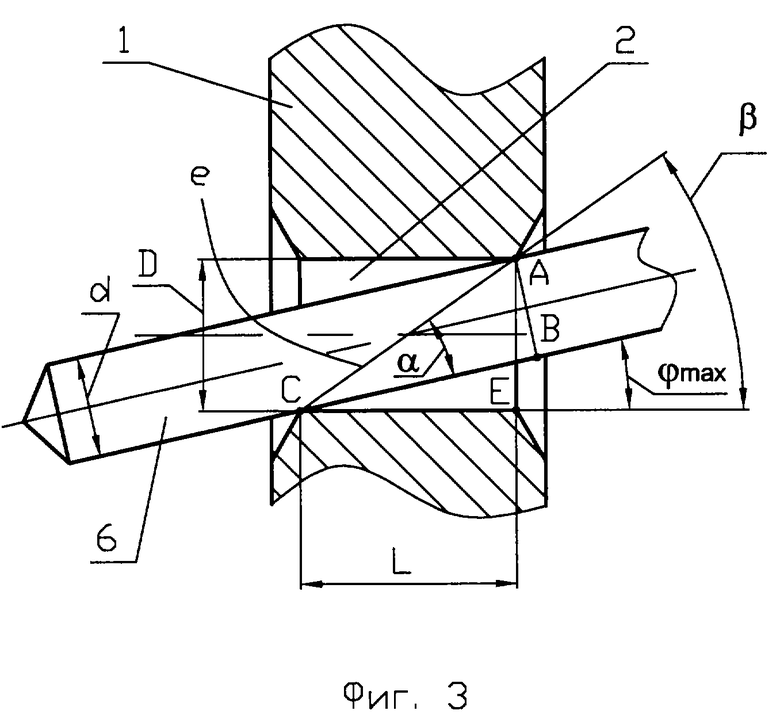
Фиг.3. Расположение фурмовки в отверстии для подачи газа при максимально допустимом угле наклона между ними.
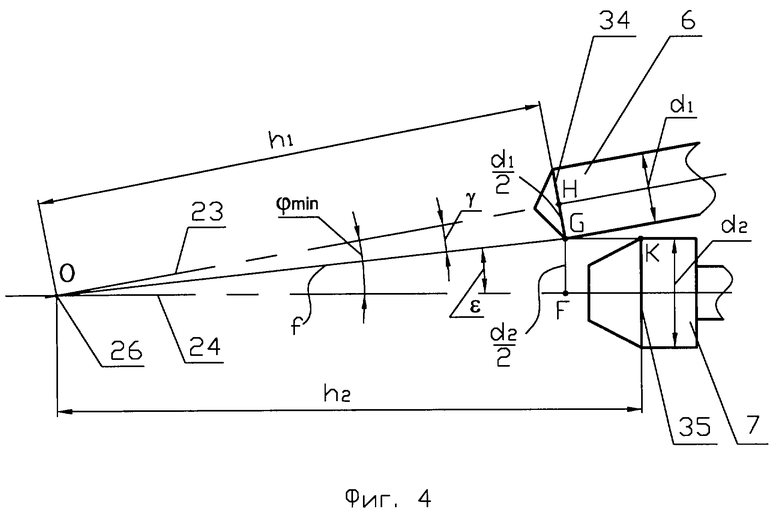
Фиг. 4. Взаиморасположение притычки и фурмовки при минимально допустимом угле наклона между ними.
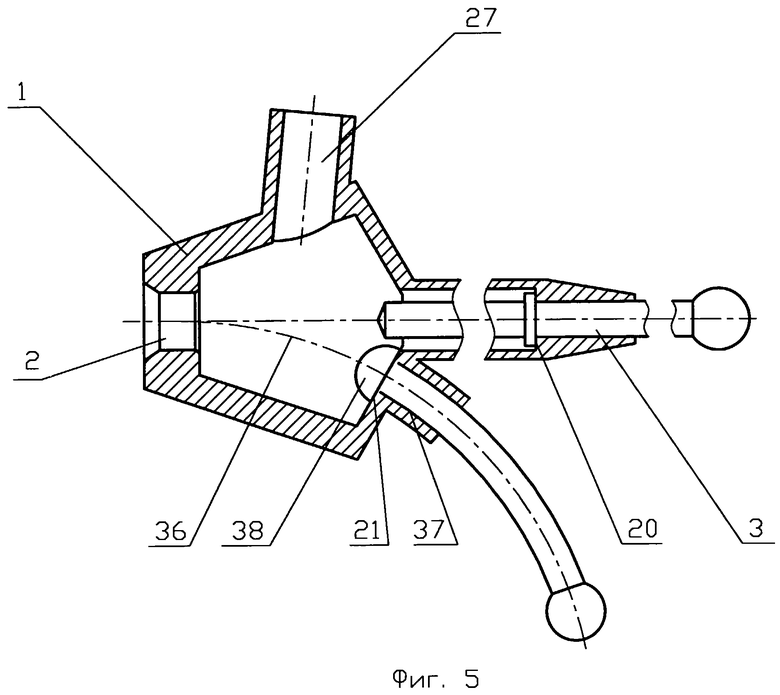
Фиг.5. Фурма с непрямолинейной направляющей притычки.
Фурма содержит корпус 1 с отверстием для подачи газа (ОПГ) 2, набор инструментов, включающий фурмовку 3, притычку 4 и газовую горелку 5. Каждый инструмент имеет головку. Для фурмовки - это пробойник 6 из высоко- и жаропрочного сплава; для притычки - цилиндроконическая пробка 7, в выдвинутом положении входящая в ОПГ 2 и контактирующая с его кромкой 8; для газовой горелки - трубка 9. Газовая горелка снабжена штуцером 10 для подвода природного горючего газа через гибкий трубопровод. Инструменты установлены с возможностью перемещения в направляющих 11, 12 и 13 между выдвинутыми в ОПГ 2 и втянутыми внутрь корпуса 1 положениями их головок и являются по отношению к направляющим ползунами. Боковые цилиндрические поверхности 14, 15 и 16 инструментов являются поверхностями для контакта с направляющими. В соответствии с предлагаемым изобретением общее количество направляющих вместе с направляющей притычки доведено до числа инструментов. Направляющие расположены в корпусе 1 таким образом, чтобы траектории 17, 18 и 19 точек осей инструментов были расходящимися от ОПГ 2. Все инструменты располагаются в фурме одновременно, каждый в своей направляющей, что в совокупности с наличием ограничителей хода на втягивание 20, 21 и 22 исключает сложные пространственные траектории и манипуляции по извлечению инструмента из направляющей, укладке, например, в кассету, поиску следующего инструмента, его захвату, извлечению из кассеты и совмещению с направляющей. Притычка 4 установлена в неподвижно соединенной с корпусом направляющей 12, выполненной в корпусе 1 в виде отверстия, соосного ОПГ 2. Фурмовка 4 установлена в выполненной в виде отверстия в корпусе направляющей 11, наклоненной к направляющей 12 на угол ϕ. Газовая горелка 5 установлена в направляющей 13, выполненной наклонно к направляющим 11 и 12 в виде отверстия в корпусе 1. В набор инструментов могут входить также другие инструменты, например сверло для сверления толстого слоя затвердевшей настыли, возникающего после вынужденных длительных остановок, или датчик, контролирующий процесс плавки. Все направляющие выполнены неподвижными по отношению к корпусу 1, чтобы положение инструмента в пространстве определялось одной координатой - расстоянием вдоль направляющей от исходного положения, но не зависело от поворота либо смещения самой направляющей.
Простейшими средствами задача автоматизации решается при выполнении направляющих в виде направляющих прямолинейного движения и расположении их по образующим 23, 24, 25 конической поверхности, расходящихся из вершины 26, расположенной в ОПГ 2, причем конус не обязательно должен быть круговым. Даже образующие, расположенные плоским веером, могут считаться расположенными на плоской грани пирамиды, являющейся, по определению, частным случаем конуса. Поэтому фиг.1 может рассматриваться как в качестве сложного ломаного разреза по осям направляющих, не лежащих в одной плоскости, так и в качестве простого разреза варианта фурмы с расположением всех направляющих веером в одной плоскости. Если направляющие выполнены в виде цилиндрических направляющих прямолинейного движения, соосных головкам инструментов (фиг.1), то их оси должны совпадать с образующими 23, 24, 25 конической поверхности, вершина 26 которой лежит в ОПГ. Если направляющие выполнены в виде призматических направляющих прямолинейного движения, то их поверхности соприкосновения с движущимся звеном должны быть параллельны образующим конической поверхности, центр которой лежит в ОПГ.
К корпусу фурмы подведен трубопровод 27 кислородо-воздушной смеси (КВС).
Инструменты снабжены хвостовиками 28, 29, 30 или другими элементами для восприятия перемещений от приводов.
Головка каждого из инструментов имеет торцевую рабочую поверхность. Для пробойника 6 фурмовки 3 - это специально оформленная, например в виде тупого конуса или пирамиды, поверхность 31; для головки 7 притычки 4 - коническая или иная поверхность вращения 32, входящая в выдвинутом положении сужающимся концом в ОПГ 2; для трубки 9 газовой горелки 5 - плоский торец 33. Торцевые рабочие поверхности каждого из инструментов имеют в сечениях 33, 34 и 35 наибольший поперечный оси инструмента размер, определяющий возможность прохождения инструмента (кроме притычки) сквозь ОПГ 2 без упора в стенку. Чем больше этот размер, тем меньшими должны быть углы между осью ОПГ 2 и траекториями 17, 19 инструментов. Притычка расположена в направляющей по оси ОПГ 2 для обеспечения беззазорного сопряжения с кромкой 8 ОПГ. При этом расположении поперечное сечение торцевой рабочей поверхности 32 выдвинутой притычки плоскостью, проходящей через окружность кромки 8 ОПГ, является также окружностью, совпадающей с кромкой 8 ОПГ без зазора.
Остальные, кроме притычки, инструменты должны в выдвинутом положении проходить сквозь или размещаться в ОПГ 2, что возможно, если диаметр головки 6 или 9 инструмента меньше диаметра ОПГ 2, а угол ϕ между осями инструмента и ОПГ 2 не превышает некоторого предела ϕmax.
Вывод математического выражения для определения максимально допустимого угла ϕmax между направляющей 12 притычки, соосной ОПГ 2, и направляющей любого другого инструмента поясняется фиг.3, из которой следует, что угол
ϕmax = β-α. (1)
Из треугольника АЕС
e2=L2+D2;
Из треугольника АВС
α=arcsin(d/e). (3)
Подставляя (2) в (3), получаем
Из треугольника АЕС
β=arctg(D/L). (5)
Подставляя (4) и (5) в (1), получаем
где
D - диаметр отверстия для подачи газа,
d - диаметр головки инструмента,
L - длина отверстия для подачи газа.
На практике удобнее пользоваться приближенным
ϕmax = (D-d)/L,
при этом следует учитывать погрешности изготовления, люфты и деформации при эксплуатации, соответственно уменьшая числитель (D-d).
Находясь на ограничителях хода в крайне втянутых положениях головки инструментов не должны мешать любому инструменту перемещаться в направлении ОПГ. Для выполнения этого условия головки должны быть втянуты, а траектории должны быть разведены настолько, чтобы наружные контуры инструментов не пересекались во втянутых положениях. Для простейшего варианта - расположения направляющих по образующим конуса - математические выражения для определения минимального угла между траекториями двух любых инструментов (а также и между их направляющими) в зависимости от допустимого расстояния отвода инструмента от ОПГ выводятся из фиг.4. На фиг.4 головки обоих инструментов (для примера - головка 6 фурмовки и головка 7 притычки) находятся во втянутом (отведенном от ОПГ 2) положении, причем расстояние h1 от расположенной в ОПГ 2 вершины 26 конусной поверхности, из которой расходятся оси направляющих 23, 24 и 25, до сечения максимального диаметра 34 торцевой рабочей поверхности фурмовки меньше аналогичного расстояния h2 до сечения максимального диаметра 35 торцевой рабочей поверхности притычки. Из фиг.4 видно, что угол ϕmin является минимальным углом, при котором траектория ближайшей к головке 6 фурмовки точки К головки 7 притычки не пересекает головку 6 фурмовки, но касается ее в точке G. Из рисунка также следует, что
ϕmin = γ+ε. (6)
Из треугольника HOG
γ=arctg[(d1/2)/h1]=arctg[d1/(2h1)]. (8)
Из треугольника FOG
ε=arcsin[(d2/2)/f]=arcsin[d2/(2f)]. (9)
Подставляя (7) в (9), получаем
Подставляя (8) и (10) в (6), получаем, что при h1≤h2
для случая h1>h2 аналогично выводится выражение
где d1 и d2 - диаметры головок соответственно первого и второго инструментов,
h1 и h2 - расстояния между вершиной конусной поверхности и сечениями максимального диаметра торцевых рабочих поверхностей соответственно первого и второго инструментов при втянутых их положениях.
Практика показывает, что углы достаточно малы (5-15o), поэтому приближенно можно считать при h1≤h2
ϕmin = (d1+d2)/(2h1),
а при h1>h2
при этом следует учитывать погрешности изготовления, люфты и деформации при эксплуатации, соответственно увеличивая числитель (d1+d2).
Расстояния h1 и h2 определяют длину фурмы и ход потребных для автоматизации приводов. Для уменьшения того и другого рекомендуется, учитывая обратную пропорциональность между ϕmin и h1 (или h2), брать угол между траекториями близким к ϕmax, если нет ограничений по ширине фурмы или других ограничений.
Расходящиеся траектории точек осей инструментов не обязательно должны быть прямолинейными и совпадать с образующими конической поверхности. Это могут быть любые расходящиеся линии, например дуга 36 окружности, касательной к оси ОПГ (фиг.5). При этом должны выполняться условия непересечения головок инструментов с ОПГ при выдвинутом положении и непересечения инструментов между собой при выдвижении и втягивании. Соответственно, направляющие могут быть выполнены любого подходящего типа, например, с поверхностями для контакта, образованными дугами окружностей, как направляющая 37, являющаяся разновидностью направляющей вращения (фиг.5).
Соосность конической головки притычки (и ее направляющей) с ОПГ обеспечивает наилучшее уплотнение, но в случае иной формы, как, например, сферическая головка 38 (фиг.5), притычку так же, как и остальные инструменты, можно наклонить к оси ОПГ.
В качестве ограничителей на фиг.1 и 5 изображены механические упоры, но ими могут быть другие средства, например встроенные в корпус оптические датчики положения инструментов, останавливающие приводы через автоматическую систему управления фурмой.
Для втягивания и выдвижения инструментов в примерах исполнения на фиг.1 и 5 используются хвостовики, но могут использоваться любые средства передачи движения на инструмент, например зубчатые рейки. Направляющие и ограничители могут быть совмещены с пневмоцилиндрами.
В процессе плавки торец фурмы с ОПГ 2 расположен ниже уровня расплава в печи. При остановленной фурме коническая торцевая поверхность 32 притычки находится в ОПГ 2, предохраняя внутреннюю полость фурмы от попадания расплава из печи. Перед запуском фурмы в работу в корпус через трубопровод 31 должна быть подана КВС под давлением, превышающим давление расплава на торце фурмы. Для запуска фурмы притычку 4 за хвостовик 24 втягивают поступательным приводом, например пневмоцилиндром, до ограничителя перемещения 21 и оставляют в этом положении. Так как направляющие 11, 12, 13 установлены расходящимися от ОПГ 2, то притычка 4 при втягивании удаляется от траекторий других направляющих, освобождая подход к ОПГ 2 для любого другого инструмента. После втягивания притычки 4 фурмовку 3 по направляющей выдвигают сквозь ОПГ, взламывая образовавшуюся в ОПГ 2 и на торце фурмы настыль, затем втягивают до ограничителя перемещения 20. В расплав печи сквозь образовавшееся в настыли отверстие начинает поступать КВС под воздействием избыточного давления - дутье запущено. Расколотые фурмовкой остатки настыли выдуваются из ОПГ в расплав, фурма самоочищается. В случае необходимости дополнительного разогрева печи в ОПГ по направляющей 13 выдвигается газовая горелка 5 и сквозь штуцер 10 подается горючий (природный) газ, образующий совместно с продолжающей поступать КВС факел внутри печи. После завершения разогрева газовая горелка 5 втягивается до ограничителя перемещения 22. Остановку дутья производят выдвижением притычки 4 по направляющей 12 до упора в кромку ОПГ 2.
Аналогично функционируют инструменты в примере исполнения со сферической формой головки 38 притычки и с направляющей непрямолинейного движения 37 (фиг.5).
Благодаря жесткой, неподвижной установке направляющих в корпусе (в отличие, например, от направляющих манипулятора, которые сами перемещаются в пространстве), перемещение любого инструмента по траектории задается одной координатой, не требует ни сложных вычислений, ни согласованного управления нескольким приводами и может быть осуществлено простейшим, дешевым и надежным двухпозиционным приводом, например пневмоцилиндром. Сами траектории движения являются упрощенными, вплоть до прямолинейных. Исключение сложных пространственных траекторий и манипуляций по извлечению инструмента из направляющей, укладке в кассету, поиску следующего инструмента, его захвату, извлечению из кассеты и совмещению с направляющей, с присущими таким траекториям и манипуляциям сложными механизмами и системами делает автоматизацию фурм плавильной печи возможной, надежной и экономически приемлемой. Причем те инструменты, которые (в отличие от фурмовки 3 и притычки 4) перемещаются относительно редко и/или с небольшим усилием, не обязательно оснащать приводами, по крайней мере, на начальной стадии автоматизации. Для них можно оставить ручное управление, сэкономив средства и сделав проект автоматизации плавильной печи еще более приемлемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА | 2005 |
|
RU2294381C2 |
| СТЫКОВОЧНОЕ УСТРОЙСТВО ПРЕИМУЩЕСТВЕННО ДЛЯ КОСМИЧЕСКИХ ОБЪЕКТОВ | 2000 |
|
RU2191149C2 |
| ФУРМА | 2007 |
|
RU2355779C1 |
| УЗЕЛ РОТАЦИИ | 2001 |
|
RU2196545C2 |
| БЫСТРОРАЗЪЕМНОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2187739C1 |
| ИНТЕГРАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2001 |
|
RU2194999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2001 |
|
RU2187418C1 |
| УСТРОЙСТВО СТЫКОВКИ РАЗВЕРТЫВАЕМЫХ МОДУЛЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2001 |
|
RU2222480C2 |
| УСТРОЙСТВО ДЛЯ ВЫДВИЖЕНИЯ ПОЛЕЗНОЙ НАГРУЗКИ ИЗ КОСМИЧЕСКОГО АППАРАТА | 2000 |
|
RU2191148C2 |
| СПОСОБ РЕГУЛИРОВКИ ГИДРАВЛИЧЕСКОГО ПРИВОДА | 2002 |
|
RU2216653C2 |
Изобретение относится к области металлургии, к устройствам для продувки жидкого расплава, например медно-сульфидного, газообразным окислителем и может быть использовано в пирометаллургии меди. Фурма содержит корпус с отверстием для подачи газа, направляющую, неподвижно установленную в корпусе, набор из n сменных инструментов, где n=2, 3,..., каждый из которых имеет головку с торцевой рабочей поверхностью, при этом головка одного из сменных инструментов перекрывает отверстие для подачи газа, кроме того, корпус включает дополнительные (n-1) неподвижно установленные в корпусе направляющие, расположенные расходящимися от отверстия для подачи газа, во всех направляющих одновременно установлены в каждой по одному инструменту, с возможностью перемещения между выдвинутыми в отверстие для подачи газа и втянутыми внутрь корпуса фурмы положениями их головок, а также введены устройства ограничения хода инструментов на втягивание. Предлагается направляющие выполнять в виде направляющих прямолинейного движения и расположить по образующим конической поверхности с вершиной в отверстии для подачи газа. Использование изобретения обеспечивает упрощение траекторий инструментов и исключение сложных манипуляций с ними. 1 з.п. ф-лы, 5 ил.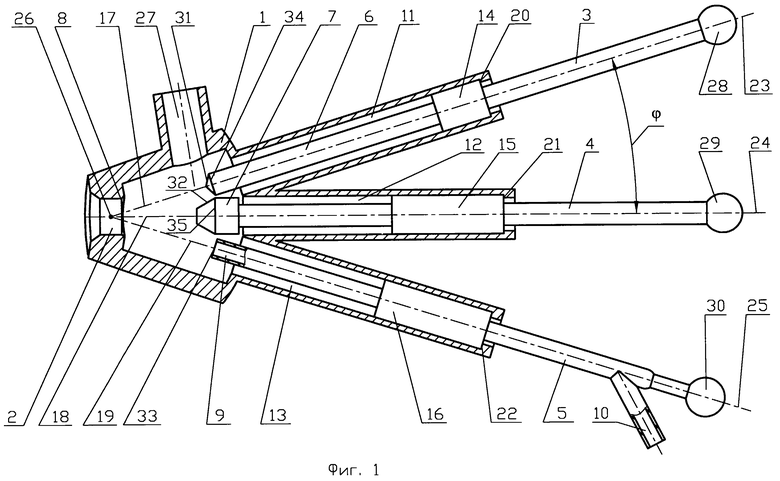

где D - диаметр отверстия для подачи газа;
d - диаметр головки любого сменного инструмента;
L - длина отверстия для подачи газа,
а угол между направляющими двух любых инструментов выполнен не меньшим значения ϕmin, определяемого при h1 ≤ h2 из выражения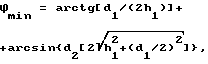
а при h1 > h2
соответственно, где d1 и d2 - диаметры головок соответственно первого и второго инструментов;
h1 и h2 - расстояния между вершиной конической поверхности и сечениями максимального диаметра торцевых рабочих поверхностей соответственно первого и второго инструментов при втянутых их положениях.
| Плавка медного никельсодержащего сырья в печах ВАНЮКОВА, Технологическая инструкция, ч.1, ТИ 44577806.14.55-27-2000, ОАО "Норильская горная компания", 2000, с.61-63, раздел 5.3, рис.12а, б | |||
| ОХЛАЖДАЕМАЯ ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО РАСПЛАВА | 1995 |
|
RU2084540C1 |
| Водоохлаждаемая фурма для продувкижидКОгО РАСплАВА | 1977 |
|
SU812832A1 |
| Фурма для продувки расплава | 1985 |
|
SU1323576A1 |

