Изобретение касается сопловой структуры для ракетных сопел с охлаждаемой стенкой, содержащей большое количество удлиненных параллельных охлаждающих каналов, проходящих от входного конца сопла к его выходному концу.
Такие охлаждаемые ракетные сопла должны иметь стенку, одновременно легкую и прочную, обеспечивающую равномерный охлаждающий эффект. Для достижения такого эффекта в самом материале металла стенки расположено большое количество удлиненных параллельных охлаждающих каналов. Охлаждающие каналы могут быть образованы либо путем механической обработки материала стенки и дополнительным конструированием, или сама стенка сопла может быть выполнена из большого количества расположенных на близком расстоянии трубок, которые соединены вместе. Кроме того, стенка может быть образована из составного слоя двух материалов, в котором с помощью различных способов выполнены полости, которые в соединенном состоянии образуют каналы.
Ракетные сопла упомянутого выше типа известны, например, из патентов США No.No.US-A-5221045, US-A-5386628, US-A-5233755, USA-4942653 и US-A-3768256.
Помимо того, что изготовление стенки сопла из большого количества (нескольких сот) тонких трубок требует интенсивного труда и занимает много времени, такое сопло также имеет другие недостатки. Так, например, трудно достигнуть необходимой прочности конструкции в направлении по касательной, если трубки соединены одна с другой пайкой твердым припоем. Такие трубки также могут быть соединены диффузионным сцеплением, но до сих пор не удалось достигнуть надежной прочности в направлении по касательной.
В случае использования различных способов механической обработки материала стенки сопла для обеспечения канавок или желобов, которые затем покрываются или соединяются с другим слоем материала для образования каналов, также трудно выполнить окончательное соединение, например, путем сварки, где сварной шов подвергается нагрузке от давления холодильного агента.
Другим недостатком всех ранее известных структур сопла является то, что используемый материал должен иметь необходимую прочность и поэтому должен иметь относительно высокую плотность, как, например, нержавеющая сталь или материалы на основе никеля. Таким образом, сопла будут тяжелыми. Это большой недостаток, так как вес сопла снизит полезную грузоподъемность ракеты.
Задачей изобретения является устранение недостатков предшествующего уровня техники и создание ракетного сопла, которое значительно проще и быстрее изготавливается, имеет гораздо большую прочность, а также является более легким.
Это достигается согласно изобретению тем, что стенка сопла состоит из нескольких удлиненных панелей, которые проходят от входного конца к выходному концу сопла и соединены вместе вдоль своих продольных боковых кромок, при этом в каждой из стенок выполнено большое количество удлиненных параллельных охлаждающих каналов, которые расположены в продольном направлении панелей.
В частности, для колоколообразного или конического ракетного сопла панели расположены по спирали в стенке сопла, а для регенеративно охлаждаемого ракетного сопла панели выполнены из прессуемого металла.
Предпочтительно, панели могут быть выполнены из алюминия, сплавов алюминия, меди или других прессуемых металлов. Кроме того, панели могут быть выполнены в виде одной единой части.
Целесообразно, что каждая панель может содержать две расположенные одна над другой части панели, каждая из которых на одной стороне снабжена средствами взаимного зацепления, выполненными с возможностью осевого скользящего движения, причем средства взаимного зацепления удерживают части панели вместе и проходят в продольном направлении частей панели, при этом средства взаимного зацепления на одной из частей панели имеют большую высоту, чем средства взаимного зацепления на другой части панели для образования каналов между дном канавок в части панели, которая имеет средства взаимного зацепления большей высоты, и верхней частью средства взаимного зацепления меньшей высоты другой части панели в собранном положении частей панели, причем боковые кромки панелей снабжены фланцами, имеющими канавку и ребро для взаимного совмещения прилегающих панелей.
Предпочтительно, чтобы внутренняя сторона сопла была снабжена теплозащитным покрытием.
Такое выполнение стенки сопла приводит к значительной экономии времени, так как нет необходимости в трудоемкой работе размещения большого количества узких трубок и затем соединения их по длине.
Поскольку охлаждающие каналы расположены в панелях, было обнаружено, что согласно первому варианту реализации изобретения панели конструкции стенки сопла для регенеративно охлаждаемых ракетных сопел могут быть выполнены из металла, полностью отличающегося от используемых ранее, а именно металла, который может быть подвергнут экструзионному прессованию, как, например, алюминий, сплавы алюминия или медь. Это означает, что достигается дополнительная простота изготовления и экономия времени. В отношении, в первую очередь алюминия, необходимая прочность панелей может быть обеспечена определенным увеличением размера по сравнению с нержавеющей сталью или материалами на основе никеля, однако общий вес на единицу поверхности будет меньше, чем вес указанных материалов.
Эксперименты и расчеты доказали, что высокая удельная теплопроводность, в особенности алюминия, более или менее устраняет опасность перегрева и плавления. При необходимости, внутренняя сторона сопла может быть снабжена теплозащитным покрытием, известным в данной области.
Высокая удельная теплопроводность предложенных материалов снижает тепловые нагрузки. Конструкция сопла остается упругой в течение всего периода нагрузки. Это упрощает конструирование и разработку сопла.
Согласно второму варианту реализации изобретения панель, выполненная из прессуемого металла, может быть изготовлена из двух частей панели, полученных прессованием, которые снабжены необходимыми средствами взаимного зацепления, так что части панели будут взаимно фиксироваться, когда средства взаимного зацепления будут проталкиваться по оси одно в другое.
Пример, не ограничивающий сущности изобретения, далее будет описан со ссылкой на сопроводительные чертежи, на которых:
на фиг.1 изображен вид в перспективе панели согласно изобретению;
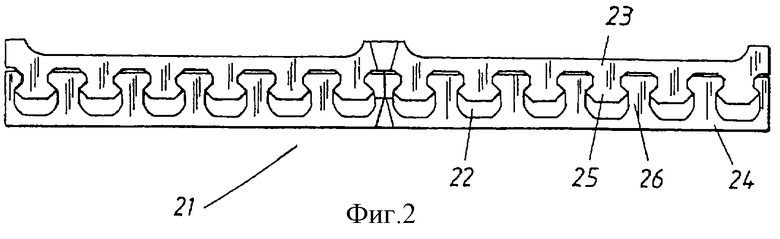
на фиг. 2 изображен вид с торца двух панелей, сваренных вместе вдоль их боковых кромок, причем каждая панель содержит две прессуемые части панели;
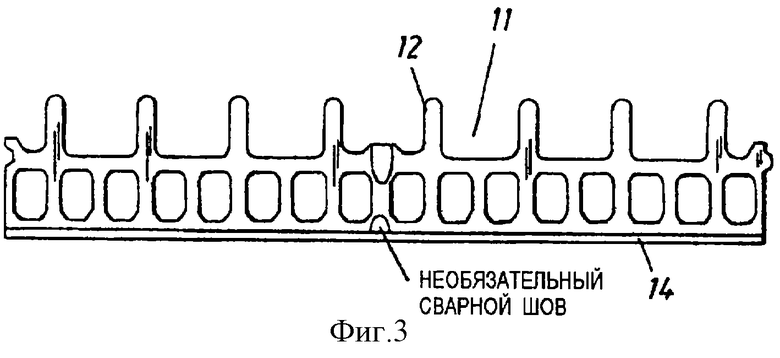
на фиг.3 изображен вид с торца двух панелей, сваренных вместе и снабженных с одной стороны теплозащитным, например керамическим, покрытием, на горячей стороне выполненного сопла, а с противоположной стороны армирующими ребрами;
на фиг.4 изображен вид сбоку ракетного сопла, имеющего форму колокола, с навитыми по спирали панелями;
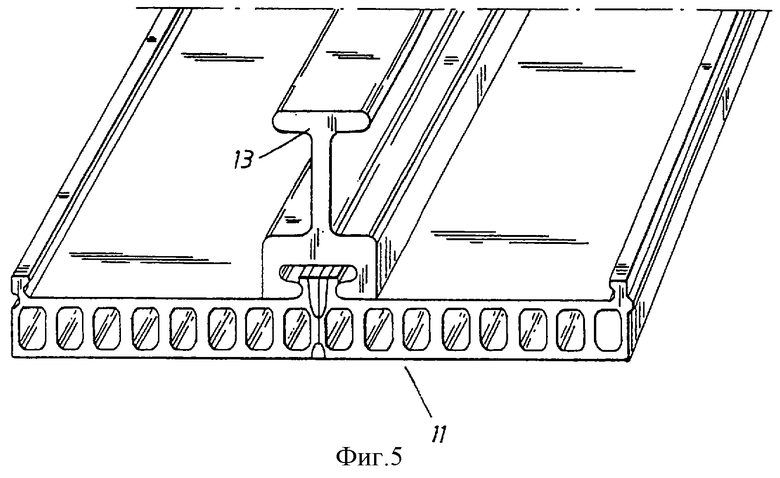
на фиг. 5 изображен вид в перспективе двух панелей, сваренных вместе и снабженных средствами фиксации для удержания панелей вместе;
на фиг. 6 изображена часть фиг.4 в увеличенном масштабе, показывающая охлаждающие каналы в навитых по спирали панелях сопла.
На фиг. 1 показана структура сопла в виде удлиненной панели 11 согласно первому предпочтительному примеру реализации изобретения. Удлиненная панель предназначена для образования части стенки сопла для регенеративно охлаждаемых ракетных сопел или ракетных сопел, имеющих охлаждаемую стенку сопла, и проходит от входного конца сопла до его выходного конца, при этом большое количество удлиненных панелей должно быть сварено вместе в продольном направлении для образования всей стенки ракетного сопла. Панель 11 снабжена большим количеством удлиненных параллельных охлаждающих каналов 2, в показанном варианте реализации восемью каналами, которые расположены в продольном направлении панелей и имеют, например, овальное поперечное сечение.
Согласно особенно предпочтительному варианту реализации изобретения каждая панель 11, показанная на фиг.1, изготовлена в виде одной единой части, предпочтительно экструзионным прессованием алюминия, сплавов алюминия, меди и других прессуемых металлов.
Как показано на фиг. 4, панели 11 расположены по спирали от входного конца 3 сопла 1 к его выходному концу 4.
В предпочтительном варианте реализации изобретения панель 11 может быть снабжена фланцами 5, 6 вдоль своих боковых кромок 7, снаружи. Эти фланцы 5, 6 являются средствами, придающими жесткость против коробления готового сопла, обеспечивают местное увеличение толщины материала в стыке или сварном шве между панелями и функционируют как средство для удержания вместе прилегающих панелей на сварочном стержне (не показан) при изготовлении структуры сопла, которая будет описана ниже.
Фланцы 5 и 6, показанные на фиг.1, могут быть снабжены канавкой 8 и ребром 9 соответственно со стороны кромки любого из фланцев и направленной внутрь выемкой 10 в каждом фланце.
Канавка 8 и ребро 9 соответственно фланцев в одной панели 11 предназначены для вхождения в зацепление с соответствующим ребром и канавкой соответственно фланца прилегающих панелей для взаимного совмещения панелей на сварочном стержне (не показан), когда панели должны свариваться одна с другой.
На фиг. 2 показан второй вариант реализации изобретения, в котором две панели 21 сварены вместе. Каждая панель 21 изготовлена прессованием частей 23, 24 панели, выполненных из различного или того же материала, при этом части панели направлены по оси для размещения вместе и предпочтительно удерживания вместе посредством, например, соединения в виде ласточкиного хвоста или подобного средства взаимного зацепления. Части 23, 24 панели, показанные на фиг.2, снабжены на одной стороне средствами 25, 26 взаимного зацепления, выполненными, например, в виде заданного количества стержней и канавок, расположенных в продольном направлении в частях панелей. Средства 26 взаимного зацепления на одной из частей 24 панели имеют большую высоту, чем средства 25 взаимного зацепления на другой части 23 панели, так что, когда части панели размещаются вместе, между частями 23, 24 панели образуются каналы 22. Верхняя часть 23 панели, показанная на фиг.2, образует холодную наружную сторону сопла и в основном опорную часть сопла, в то время как нижняя часть 24 панели обращена к корпусу и предназначена для теплообмена. Составные панели 21, полученные таким образом, свариваются снаружи вместе вдоль их продольных боковых сторон для образования сопла, и панели на внутренней стороне сопла также должны быть сварены вместе. Этот вариант реализации особенно предпочтителен, когда охлаждающие каналы 22 ракетного сопла имеют небольшое поперечное сечение.
Вариант реализации на фиг. 2 показан без фланцев 5, 6 (см. фиг.1), но любому специалисту в данной области ясно, что этот вариант реализации также может иметь соответствующие фланцы, как описано выше.
На фиг.3 показан первый вариант реализации изобретения, в котором панели 11 снабжены на той части, которая образует наружную сторону сопла, армирующими ребрами 12, которые служат для увеличения жесткости сопла и передачи тепла.
На фиг.3 также показано, что панели могут свариваться вместе с внутренней стороны сопла для увеличения ее жесткости, но это необязательно, так же, как во втором варианте реализации изобретения.
Если панели согласно первому и второму вариантам реализации изобретения снабжены фланцами 5, 6, то поверх соединенных фланцев может быть вставлено с возможностью скольжения продольное фиксирующее средство 13, подобное тому, которое показано на фиг.5, от выходного конца сопла приблизительно до половины его высоты, то есть по поверхности, где нагрузки максимальные, и приварено к фланцу.
На фиг. 6 показаны в более увеличенном виде панели, образующие стенку сопла, в которой выполнены охлаждающие каналы 2.
Специалисту в данной области понятно, что описанные выше типы ракетного сопла могут быть снабжены теплозащитным покрытием 14 с внутренней стороны.
Часть стенки охлаждающих каналов в панелях, согласно описанным выше вариантам реализации изобретения, расположенная на горячей стороне сопла, может быть снабжена средствами увеличения поверхности (не показаны) внутри охлаждающих каналов для увеличения холодопроизводительности и уменьшения температуры материала.
Несмотря на то что панели согласно настоящему изобретению очень хорошо подходят для производства колоколообразных ракетных сопел с охлаждаемой стенкой сопла, любому специалисту в данной области ясно, что можно производить, например, аэродинамические сопла с центральным телом или конусообразные сопла из таких панелей.
Способ изготовления регенеративно охлаждаемого колоколообразного ракетного сопла со снабженной охлаждающими каналами стенкой сопла, выполненной из панелей согласно первому варианту реализации изобретения, в котором панели расположены по спирали вдоль стенки сопла, будет кратко описан ниже.
На первой стадии прямые или заранее выполненные в форме спирали панели устанавливаются снаружи в малом конце колоколообразного сварочного стержня (не показан), имеющего ту же форму, что и готовое сопло, с небольшим тангенциальным зазором. Количество панелей для обычного типа сопла составляет приблизительно от 40 до 80, что может быть сравнимо приблизительно с 420 трубками для одного типа сопла, изготовляемого в настоящее время. Тангенциальный зазор между панелями устраняется подбором угла панели к оси сопла.
На второй стадии, в случае, если панели снабжены фланцами в своих боковых кромках, от малого конца сварочного стержня поверх фланцев может быть вставлено с возможностью скольжения средство для размещения панелей рядом, содержащее, например, первый комплект "направляющих с опережением", которые соединяют панели, В то же время сварочный стержень вращается для навивки спиралей из панелей. Затем "направляющие с опережением" продвигаются вниз дальше вдоль фланцев, и устанавливается новый комплект средств, который полностью совмещают и устанавливают панели рядом. Канавки и ребра (см. фиг.1) прилегающих панелей входят в зацепление друг с другом и закрепляют панели в радиальном направлении.
На третьей стадии первые части (малый конец) панелей сопла свариваются вместе, после чего способ согласно стадиям 2 и 3 повторяют.


Сопловая структура для ракетных сопел с охлаждаемой стенкой состоит из нескольких удлиненных панелей, которые проходят от входного конца к выходному концу сопла и соединены вместе вдоль своих продольных боковых кромок. В каждой из стенок выполнено большое количество удлиненных параллельных охлаждающих каналов, которые расположены в продольном направлении панелей. Изобретение позволит создать легкое и прочное реактивное сопло, отличающееся простотой и более быстрым изготовлением. 7 з.п. ф-лы, 6 ил.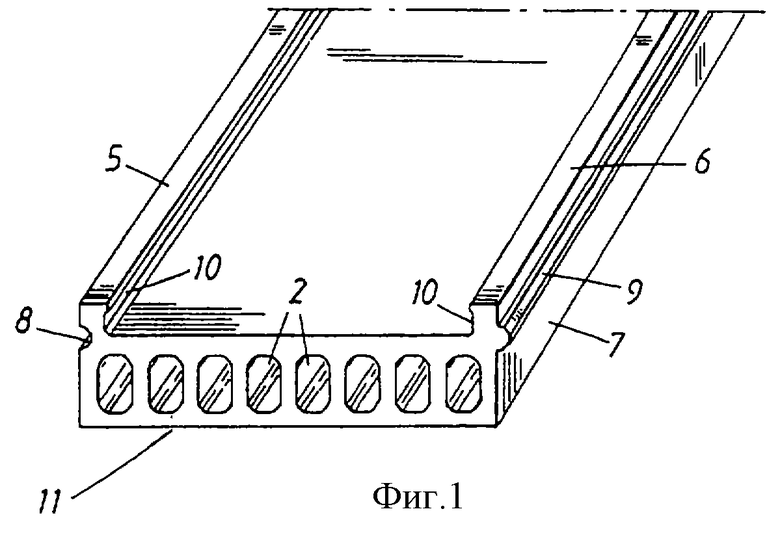
| US 4838346 А, 13.06.1989 | |||
| ПЫЛЕСОС ТАРУМОВА | 1992 |
|
RU2022517C1 |
| US 5221045 А, 22.06.1993 | |||
| БИБЛИОТЕКА | 0 |
|
SU374382A1 |
| US 4591534 А, 27.05.1986 | |||
| US 4942653 А, 24.07.1990 | |||
| DE 1941296 А, 18.03.1971 | |||
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1993 |
|
RU2100636C1 |
| КОЛЬЦЕВОЕ СОПЛО РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1991 |
|
RU2007607C1 |

