Изобретение относится к способу изготовления изделий, симметричных относительно оси вращения, из листового металла с поверхностью двойной кривизны и переменной толщины, в частности, конических изделий или изделий в виде раструба, таких как сопла ракетных двигателей, в котором набор плоских элементов заготовок из листового металла нарезают с получением формы в виде части круглого кольца, после чего таким образом нарезанные элементы заготовок из листового металла изгибают до получения необходимой кривизны относительно заданной оси симметрии и сваривают друг с другом, образуя заготовку изделия, которую подвергают окончательной механической обработке.
Сопло ракетного двигателя или ракетное сопло предназначено для расширения и ускорения потока газов, создавая тягу, необходимую для движения ракеты.
Ракетные сопла необходимо охлаждать, это осуществляется тремя способами, а именно, посредством регенеративного охлаждения, радиационного охлаждения или покрытия горячей стороны стенки сопла теплозащитным материалом. При радиационном охлаждении сопла его стенка выполняется однослойной. Такие сопла, охлаждаемые излучением, или сопла, снабженные теплозащитным покрытием, конической формы или имеющие форму раструба с переменной толщиной стенки, в данном случае изготавливают путем нарезки набора промежуточных заготовок, имеющих плоскую форму, из плоского листа, толщина которого составляет, например, 4 мм, после этого эти заготовки изгибают с получением заданной кривизны относительно оси симметрии заданного изделия, затем их стыкуют друг с другом с получением замкнутой кольцевой формы и, при необходимости, их подгоняют для получения формы с двойной кривизной. Изготавливают несколько аналогичных кольцевых сборок, имеющих различные толщины стенок, эти сборки окончательно соединяют в продольном направлении изделия в заданной последовательности.
При изготовлении ракетных сопл данным способом возникает ряд проблем. Первоначальная нарезка промежуточных заготовок требует очень высокой точности для обеспечения их точной стыковки. Соединение друг с другом различных кольцевых сборок требует сложного режущего инструмента и контрольного оборудования, которые индивидуально подгоняют для каждого размера кольцевых сборок и сопл.
Во многих случаях такие сопла формируют из материала уменьшающейся толщины от минимального к максимальному поперечному сечению, для того чтобы исключить избыточную прочность сопла, а значит и избыточный вес сопла по сравнению с тем, что требуется для противостояния давлениям, которые имеют место внутри и снаружи сопла, а также другим напряжениям. Для этого промежуточные заготовки или кольцевые сборки подвергают механической обработке, преимущественно проточке для обеспечения постепенного изменения толщины материала. Это дорого и требует затрат времени.
Известен способ изготовления изделий, симметричных относительно оси вращения, из листового металла с поверхностью двойной кривизны и переменной толщины материала, в частности, конических изделий или изделий, имеющих форму раструба, таких как ракетные сопла, в котором набор металлических промежуточных заготовок в плоском виде нарезают с получением формы в виде части круглого кольца, после чего таким образом нарезанные элементы заготовок из листового металла изгибают до получения необходимой кривизны относительно заданной оси симметрии и сваривают друг с другом, образуя заготовку изделия для окончательной механической обработки, раскрытый в книге И.И. Горев, "Основы производства жидкостных ракетных двигателей", М., "Машиностроение", 1969 г., стр. 14-15, рис. 2.1 (1).
Задачей настоящего изобретения является исключение недостатков, приведенных выше, и создание более простого способа изготовления, позволяющего уменьшить потери материала в отходы и в котором можно исключить операцию со снятием стружки.
Согласно изобретению поставленная задача решается тем, что в способе изготовления изделий, симметричных относительно оси вращения, из листового металла с поверхностью двойной кривизны и переменной толщины материала, в частности, конических изделий или изделий, имеющих форму раструба, таких как ракетные сопла, в котором набор металлических промежуточных заготовок в плоском виде нарезают с получением формы в виде части круглого кольца, после чего таким образом нарезанные элементы заготовок из листового металла изгибают до получения необходимой кривизны относительно заданной оси симметрии и сваривают друг с другом, образуя заготовку изделия для окончательной механической обработки, согласно изобретению, промежуточные заготовки предварительно формируют с помощью сварки набора элементов в виде плоских полос различной толщины, причем сварку производят встык вдоль прямых кромок элементов, образуя пластину из металлического листа, ширина которой соответствует полной длине изделия, а толщина материала ступенчато убывает от одной стороны к другой упомянутой пластины, далее пластину из листового металла разрезают, формируя промежуточную заготовку в виде части кольца, изгибают ее относительно оси симметрии, затем промежуточные заготовки сваривают вдоль их соседних прямых и непараллельных сторон, получая заготовку изделия.
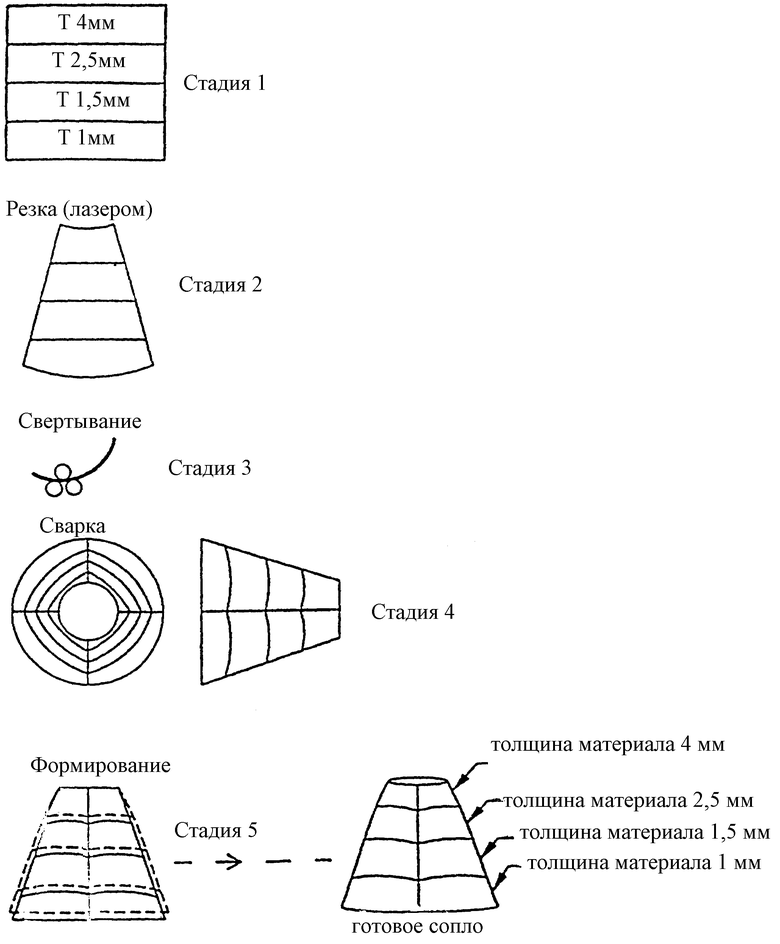
Далее будет описано настоящее изобретение на не ограничивающем его существо примере со ссылками на прилагаемый чертеж, на котором схематично представлена последовательность операций изготовления ракетного сопла.
Согласно изобретению набор полосовых элементов из листового металла различной толщины сваривают между собой в плоском состоянии вдоль их прямых кромок встык (в данном примере показаны четыре элемента), образуя комбинированную металлическую пластину, ширина которой в принципе соответствует по существу полной длине изделия или сопла, а ступенчатое уменьшение толщины материала от одной стороны к другой, например, обеспечивают от 4 до 1,5 мм. Затем эту металлическую пластину разрезают, например, с помощью лазера, получая промежуточную заготовку сопла в виде части кольца. Промежуточные заготовки сопла нарезают с фиксацией положения, при этом часть готового сопла меньшего поперечного сечения будет иметь наибольшую толщину материала. После того, как промежуточные заготовки сопла изгибают относительно оси симметрии изделия, а необходимое количество промежуточных заготовок сопла (четыре в данном примере) сваривают по прямым непараллельным сторонам (вдоль образующей готового сопла), получая окончательную заготовку ракетного сопла, эту заготовку подвергают необходимой окончательной механической обработке, если это требуется, в результате получается заданное ракетное сопло в виде раструба.
Однако следует отметить, что соединение элементов в виде полос металла сваркой делается таким образом, что внутренняя поверхность готового ракетного сопла, имеющего форму раструба, получается гладкой.
Настоящее изобретение позволяет изготавливать ракетные сопла высотой приблизительно 700-2500 мм и диаметром на выходе до 2500 мм.
Способ по данному изобретению не требует какого-либо сложного режущего инструмента, поскольку сварку элементов в виде металлических полос различной толщины проводят, когда эти элементы имеют плоскую форму, а промежуточные заготовки сопла сваривают в направлении образующей конуса изделия, а не вдоль дуги, для чего требуется сложное направляющее оборудование.
Очевидно, что по способу согласно настоящему изобретению можно изготавливать не только ракетные сопла, а также емкости для жидкости или газа, судовые бульбы и т.п.
Изобретение может быть использовано при изготовлении сопел ракетных двигателей. Промежуточные заготовки из листового металла формируют с помощью сварки набора элементов в виде плоских полос различной толщины. Сварку производят встык вдоль прямых кромок элементов, образуя пластину из металлического листа, ширина которой соответствует длине изделия или сопла. Толщина материала ступенчато убывает от одной стороны пластины к другой. Пластину из листового металла разрезают, формируя промежуточную заготовку сопла в виде части кольца, затем изгибают относительно оси симметрии сопла. Промежуточные заготовки сваривают вдоль их соседних прямых и непараллельных сторон. При необходимости окончательную заготовку изделия подвергают отделочной механической обработке. Способ позволяет упростить процесс изготовления и значительно сократить потери материала. 1 ил.
Способ изготовления изделий, симметричных относительно оси вращения, из листового металла с поверхностью двойной кривизны и переменной толщины материала, в частности конических изделий или изделий, имеющих форму раструба, таких, как ракетные сопла, в котором набор металлических промежуточных заготовок в плоском виде нарезают с получением формы в виде части круглого кольца, после чего таким образом нарезанные элементы заготовок из листового металла изгибают до получения необходимой кривизны относительно заданной оси симметрии и сваривают друг с другом, образуя заготовку для окончательной механической обработки, отличающийся тем, что промежуточные заготовки предварительно формируют с помощью сварки набора элементов в виде плоских полос различной толщины, причем сварку производят встык вдоль прямых кромок элементов, образуя пластину из металлического листа, ширина которой соответствует полной длине изделия, а толщина материала ступенчато убывает от одной стороны к другой упомянутой пластины, далее пластину из листового металла разрезают, формируя промежуточную заготовку в виде части кольца, изгибают ее относительно оси симметрии, затем промежуточные заготовки сваривают вдоль их соседних прямых и непараллельных сторон, получая заготовку изделия.
| ГОРЕВ И.И | |||
| Основы производства жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1969, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5221045, 22.01.1993 | |||
| US 3538577, 10.11.1970 | |||
| Способизготовления сварных полотнищ из двух и более полос | 1977 |
|
SU653060A1 |
| КОЛЬЦЕВОЕ СОПЛО РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1991 |
|
RU2007607C1 |

