Изобретение относится к технологии изготовления универсальных (многофункциональных) электрических кабелей для нефтедобычи, которые используются в комплекте с оборудованием нефтяных и водяных скважин для питания электродвигателей погружных насосов, для путевого электропрогрева высоковязкой нефтегазовой смеси в скважине, для предотвращения образования и ликвидации парафиногидратных пробок в скважине, для путевого электропрогрева трубопроводов, а также в качестве грузонесущего кабеля.
Известен способ изготовления универсального кабеля, включающий изготовление токопроводящей жилы, наложение на токопроводящую жилу методом экструзии последовательно сначала первой, затем второй термостойких изоляционных оболочек, испытание полуфабриката и последующее формирование из изолированных токопроводящих жил многожильного кабеля путем наложения на изолированные жилы защитной обмотки - подушки под броню - с одновременным наложением на нее ленточной профилированной брони или путем наложения на изолированные жилы общей шланговой оболочки - подушки под броню - с последующим наложением на нее ленточной профилированной, причем ленточная броня укладывается с перекрытием брони 45-50% (см., например, ТУ 16-505-129-82). Данный способ является наиболее близким к заявляемому по технической сущности.
Недостатками известного способа являются:
- низкая производительность, т. к. для наложения двухслойной оболочки (для обеспечения требуемых изоляционных свойств) требуется каждую жилу дважды пропускать через экструдер;
- требуются значительные трудовые и материальные затраты в процессе изолирования токопроводящих жил и формирования из них кабеля, и при бронировании, поскольку для каждой токопроводящей жилы должны быть индивидуальный барабан и соответственно отдающее устройство.
Кроме того, кабель, изготовленный известным способом, имеет недостаточно высокие электрические и механические характеристики, а именно:
- недостаточно высокую стойкость изоляции средней жилы к раздавливанию боковыми жилами, что проявляется при повышенных температурах в процессе эксплуатации кабеля, когда средние жилы могут быть раздавлены боковыми жилами;
- недостаточную стойкость конструкции всего кабеля к растягивающим и ударным нагрузкам в процессе перемотки и эксплуатации кабеля в скважинных условиях: в процессе эксплуатации кабеля происходит вытяжка кабеля на 7-15%, что ведет к нарушению (убеганию) изоляционной оболочки с жилы, а также расхождению витков брони и, как следствие - нарушению герметичности кабеля;
- невозможность перемоток кабеля при температурах ниже - 18oС, поскольку, начиная с этой температуры и ниже, в процессе перемоточных и спускоподъемных операций происходит растрескивание изоляционных оболочек.
Указанные недостатки изготовленного известным способом кабеля снижают его эксплуатационную надежность, в результате чего кабель выходит из строя и к дальнейшей эксплуатации непригоден.
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение эксплуатационной надежности изготовляемого универсального кабеля, в частности, повышение стойкости к растягивающим, раздавливающим и ударным нагрузкам в процессе изготовления, перемоток, спускоподъемных операций и эксплуатации.
Также решается задача снижения трудовых и материальных затрат при изготовлении универсального кабеля.
Дополнительно решается техническая задача - обеспечение проведения спускоподъемных операций при низких температурах за счет обеспечения самопрогрева кабеля.
Поставленная техническая задача достигается тем, что в известном способе изготовления универсального кабеля, включающем наложение на токопроводящую жилу методом экструзии по меньшей мере одной изоляционной оболочки, формирование из изолированных токопроводящих жил многожильного кабеля путем наложения на изолированные токопроводящие жилы защитной обмотки с одновременным наложением на нее брони или наложения на изолированные токопроводящие жилы общей защитной шланговой оболочки с последующим наложением на нее брони, новым является то, что изоляционные оболочки накладывают методом экструзии одновременно на две расположенные параллельно и на фиксированном расстоянии друг от друга токопроводящие жилы с образованием между ними жесткой перемычки из изоляционного материала, причем изоляционные оболочки для двух токопроводящих жил с жесткой перемычкой между ними накладывают методом экструзии за один проход, при формировании многожильного универсального кабеля в процессе наложения на изолированные жилы либо защитной обмотки, либо наложения шланговой обмотки и бронирования на указанной перемычке между двумя изолированными жилами размещают изолированные токопроводящие жилы с индивидуальной изоляцией, и форму кабелю придают в процессе бронирования.
На перемычке между двумя изолированными одновременно токопроводящими жилами размещают изолированные жилы из токопроводящего материала с разным удельным сопротивлением и разным сечением.
Профиль перемычки из изоляционного материала между двумя жилами при экструдировании выполняют плоским, выпуклым, вогнутым.
Перемычку между жилами в процессе их изолирования выполняют заданной ширины, высоты и формы.
Форму кабелю в процессе бронирования придают путем пропускания его через формующие профильные ролики.
Благодаря тому, что изоляционные оболочки накладывают методом экструзии одновременно на две расположенные параллельно и на фиксированном расстоянии друг от друга токопроводящие жилы с образованием между ними жесткой перемычки из этого же изоляционного материала, причем наложение изоляции на две жилы производят за один проход, обеспечивается:
- повышение производительности изготовления кабеля;
- сокращение числа барабанов и отдающих устройств при изготовлении и перемотке полуфабриката;
- создание жесткой конструкции полуфабриката (а затем и готового изделия) из-за сформированной жесткой перемычки между изолированными жилами.
Проведение операции изолирования токопроводящих жил предложенным образом позволяет укладывать средние жилы кабеля с индивидуальной изоляцией в фиксированный промежуток на жесткую перемычку, исключая тем самым отрицательное воздействие растягивающих, раздавливающих и ударных нагрузок на жилы кабеля. Такая жесткая конструкция боковых изолированных жил позволит защитить от раздавливания и механического повреждения средние жилы, находящиеся в более жестких условиях, как в процессе изготовления кабеля, так и в процессе эксплуатации.
Выполнение жесткой перемычки разного профиля - плоским, выпуклым, либо вогнутым, а также заданной ширины, высоты и формы - позволяет применять универсальный кабель для нагрева различных поверхностей и расширять тем самым функциональные возможности такого кабеля.
Благодаря тому, что при формировании универсального кабеля на перемычке размещают изолированные жилы из токопроводящего материала с разным удельным сопротивлением и разным сечением, появилась возможность разместить между основными жилами вспомогательные жилы с большим удельным сопротивлением и меньшим сечением, которые могут выполнять функцию дополнительного источника тепловой мощности и использовать дополнительные жилы для самопрогрева кабеля непосредственно на нефтепромысле, что позволяет проводить спускоподъемные операции кабеля при низких температурах (ниже - 18oС), без нарушения изоляции.
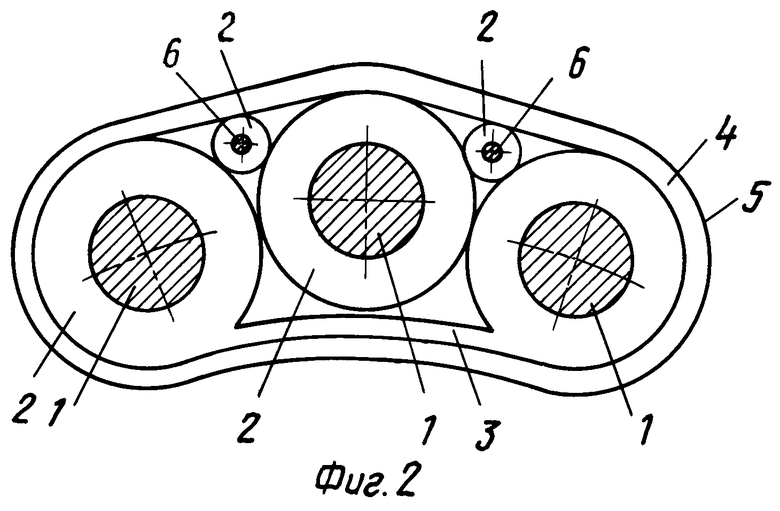
На фиг.1 и 2 приведены варианты многожильного кабеля, изготовленного по предлагаемому способу.
Технологический процесс изготовления многожильного универсального кабеля включает следующие операции: изготовление токопроводящей жилы; наложение изоляции на жилы; испытание полуфабриката; формирование многожильного кабеля путем размещения между боковыми изолированными жилами средних изолированных жил с проведением одновременно операции наложения на жилы изоляционной обмотки (подушки под броню) с одновременным наложением брони, либо наложения общей шланговой оболочки (подушки под броню) с последующим бронированием.
Изготовление токопроводящей жилы 1, например медной, осуществляют по обычной технологии.
Изоляционные оболочки 2 на медные жилы 1 накладывают методом экструзии, для чего через экструзионную головку пропускают одновременно две направленные параллельно и расположенные на фиксированном расстоянии друг от друга медные жилы 1. Конструкция экструзионной головки позволяет получить нужный профиль накладываемого полимерного материала, в котором между двумя изолированными жилами сразу формируется жесткая перемычка 3 из этого же изоляционного материала. Причем наложение изоляции на две жилы осуществляют за один проход. Профиль перемычки 3 из изоляционного материала между двумя жилами 1 при экструдировании может быть плоским (фиг.1), выпуклым или вогнутым (фиг. 2) в зависимости от профиля поверхности нагрева и назначения кабеля. Перемычку 3 между жилами в процессе их изолирования выполняют заданной ширины, высоты и формы, что обеспечивается соответствующим профилем отверстия в матрице экструзионной головки. Ширина перемычки 3 между боковыми жилами 1 выполняется достаточной для размещения в последующем на ней необходимого количества средних токопроводящих изолированных жил 1. В качестве термопластичной изоляции могут быть использованы следующие материалы: полиэтилен, блоксополимер пропилена, фторопласт или другой материал, параметры которого соответствуют рабочей температуре кабеля.
При формировании, например, трехжильного кабеля наложение изоляционной оболочки можно осуществлять по схеме 2+1 за один проход, когда одновременно осуществляют наложение изоляционной оболочки на две боковые жилы и наложение индивидуальной изоляционной оболочки на среднюю жилу.
Затем из изолированных токопроводящих жил 1 формируют многожильный, например трехжильный, кабель. Для этого на бронемашину с лентообмотчиком заводят полуфабрикат из двух одновременно изолированных медных жил 1. Одновременно с процессом наложения на медные изолированные жилы 1 защитной обмотки 4 (подушки под броню) и одновременного с этим наложения брони 5 из профилированной оцинкованной ленты на перемычку 3 между двумя изолированными боковыми медными жилами 1 заводят с отдающего устройства и укладывают на нее среднюю изолированную индивидуально медную жилу 1. На перемычке 3 могут быть уложены дополнительные токопроводящие изолированные индивидуально жилы 6 из токопроводящего материала с большим удельным сопротивлением и меньшего сечения, например, стальные. Дополнительные токопроводящие стальные жилы 6 размещают в промежутках между основными (медными) жилами 1, заполняя пустоты между ними.
В процессе бронирования кабель пропускают через формующие профильные ролики, в результате чего кабелю придают требуемую форму.
Таким образом, предлагаемый способ изготовления кабеля позволяет выпускать универсальный кабель для питания электрооборудования (медные жилы), а также применять его в качестве нагревательного и грузонесущего. Технология наложения изоляции на токопроводящие жилы позволяет в последующем обеспечить его эксплуатационную надежность - повысить стойкость кабеля, работающего в агрессивной среде и в жестких скважинных условиях - к растягивающим, раздавливающим, ударным нагрузкам. А укладка в промежутки между основными жилами дополнительных стальных жил дополнительно повышает механическую прочность кабеля, исключая его деформацию как в поперечном, так и в продольном сечении. Кроме того, изготовленный заявленным способом кабель можно перематывать и проводить спускоподъемные операции, использовать и при низких температурах (ниже - 18oС).
Предлагаемый способ позволяет снизить материальные и трудовые затраты - требуется меньшее количество барабанов и отдающих устройств при изготовлении кабеля. Появилась возможность снизить металлоемкость и вес кабеля не менее чем в 1,7 раза, поскольку перекрытие витков ленточной брони для условий работы в скважине из-за жесткой конструкции изолированных боковых жил уменьшается до 20-25% (вместо 45-50% у кабелей, изготовленных по ТУ 16505 129-82). К тому же увеличивается производительность при изготовлении кабеля, т.к. наложение изоляции идет одновременно на две жилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ МНОГОЖИЛЬНОГО НАГРЕВАТЕЛЬНОГО КАБЕЛЯ (ВАРИАНТЫ) | 2003 |
|
RU2251186C2 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |
| КАБЕЛЬ МОНТАЖНЫЙ ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЙ ДЛЯ ВЫСОКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ (ВАРИАНТЫ) | 2010 |
|
RU2417470C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
| НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ | 2001 |
|
RU2216882C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПРОПИТАННОЙ БУМАЖНОЙ ИЗОЛЯЦИЕЙ | 2024 |
|
RU2823602C1 |
| КАБЕЛЬ МОНТАЖНЫЙ ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЙ ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ (ВАРИАНТЫ) | 2010 |
|
RU2417469C1 |
Предназначается для изготовления универсальных электрических кабелей для нефтедобычи, используемых в качестве питающих, нагревательных на скважинном оборудовании и т.п. и грузонесущих кабелей. Решается задача повышения стойкости кабеля к растягивающим, раздавливающим и ударным нагрузкам в процессе изготовления, перемоток, спускоподъемных операций и эксплуатации. Снижаются трудовые и материальные затраты. Обеспечивается проведение спускоподъемных операций при низких температурах. Изоляционные оболочки на токопроводящие жилы (ТЖ) накладывают методом экструзии одновременно на две расположенные параллельно и на фиксированном расстоянии одна от другой ТЖ с образованием между ними жесткой перемычки из изоляционного материала за один проход, а формирование многожильного универсального кабеля осуществляют в процессе наложения на изолированные ТЖ подушки под броню и ленточной брони путем размещения между двумя изолированными одновременно ТЖ изолированных индивидуально ТЖ. При этом на перемычке размещают изолированные ТЖ из материала с разными удельными сопротивлениями и разными сечениями. Профиль перемычки из изоляционного материала может быть плоским, выпуклым, вогнутым. Перемычку выполняют заданной ширины, высоты и формы. Форму кабелю придают в процессе бронирования. 4 з.п. ф-лы, 2 ил.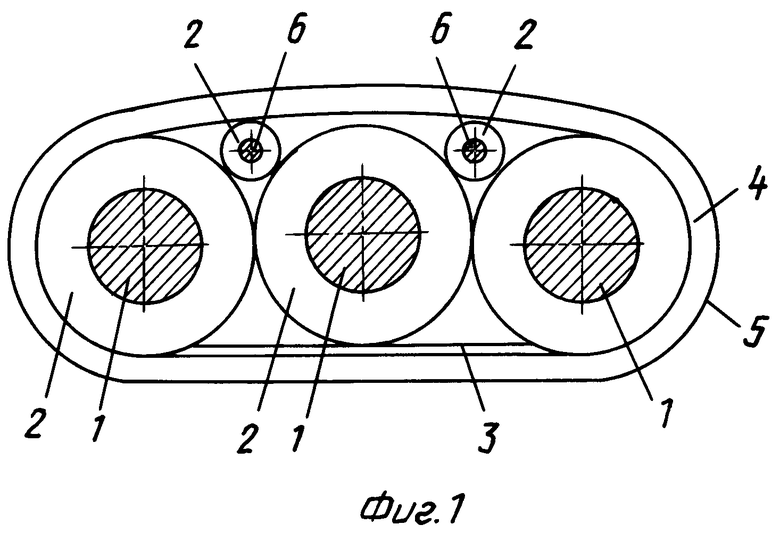
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО КАБЕЛЯ (ВАРИАНТЫ) | 1993 |
|
RU2080674C1 |
| ЛИТОЙ КАБЕЛЬ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2124244C1 |
| Веретено для прядильных машин | 1928 |
|
SU11922A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 5973268 A, 26.10.1994 | |||
| US 5357058 A, 18.10.1994. | |||

