Изобретение относится к устройствам для резки труб и проката маятниковой пилой в плоскости, а перпендикулярной или неперпендикулярной к оси трубы, а также к приспособлениям для удержания, направления и подачи заготовки во время обработки.
Известно устройство для резки труб, содержащее рольганг, направляющие, упор для заготовок и установленный на станине вблизи от режущей головки механизм зажима, например, по а. с. СССР 425777, М. кл. В 23 D 33/02 от 03.05.71.
Недостатком известного устройства являются ограниченные технологические возможности по диапазону диаметров обрабатываемых труб.
Наиболее близким техническим решениям к предлагаемому изобретению по совокупности существенных признаков является устройство для резки труб (проката), содержащее станину и установленные на ней качающийся режущий диск с приводом и защитным кожухом, рольганг с направляющими, механизм подачи, торцевой упор для заготовок в режимное приспособление, выполненное в виде подпружиненного рычага по а. с. СССР 674846, М. Кл. 2 В 23 D 45/20 от 25.07.79.
Недостатком известного устройства является то, что усилие зажима изделия не контролируется, особенно в начальный момент обработки, и не рассчитано на широкий диапазон диаметров обрабатываемых труб. Это снижает качество обрабатываемых изделий.
Другим недостатком известного устройства являются его ограниченные технологические возможности в отношении выполнения скошенных резов. Кроме того, в нем отсутствуют средства безопасности ведения работ.
Предлагаемое изобретение направлено на повышение качества обработки за счет обеспечения надежности закрепления проката, в частности труб разных диаметров, на расширение технологических возможностей за счет выполнения наклонных резов в любом пространственном положении, на повышение удобства обслуживания и безопасности при работе. Эти задачи решаются благодаря тому, что в известном устройстве для резки проката, содержащем станину и установленные на ней качающийся режущий диск с приводом и защитным кожухом, рольганг с направляющими, механизм подачи, торцевой упор для заготовок и зажимное приспособление, выполненное в виде подпружиненного рычага, этот рычаг снабжен стаканом для размещения штока с пальцем и пружины сжатия, а также рукояткой с кулачком, который взаимодействует с пальцем штока для предварительного рабочего нагружения пружины;
рабочий конец рычага снабжен башмаком, который имеет несколько опорных поверхностей, расположенных на разных расстояниях от продольной оси рычага;
торцевой упор снабжен комплектом съемных насадок, имеющих возможность поворота вокруг продольной оси заготовки, причем рабочий торец каждой насадки имеет наклонный срез, соответствующий срезу обрабатываемой заготовки, а на наружной цилиндрической поверхности каждой насадки нанесен лимб;
устройство снабжено скобой, установленной на направляющей вблизи от режущего диска и охватывающей сверху отрезаемую деталь;
внутренние вертикальные поверхности этой скобы выполнены гребенчатыми;
на защитном кожухе режущего диска установлен с возможностью свободного поворота от собственного веса прозрачный экран, причем на оси поворота экрана выполнена канавка, взаимодействующая с ограничителем величины отклонения экрана;
механизм подачи выполнен в виде приводного обрезиненного ролика, расположенного над рольгангом и связанного с опорой подпружиненным двуплечим рычагом.
Такое выполнение зажимного приспособления позволяет предварительно нагружать рабочую пружину с необходимым усилием и тем самым обеспечивать автоматическое прижатие рычага к заготовке при освобождении рукоятки с постоянным усилием от начала до окончания разрезания заготовки. Наличие нескольких опорных поверхностей на башмаке рычага позволяет использовать их для труб различных диаметров и таким образом обеспечивать рабочее усилие прижатия заготовки в заданном диапазоне. Наличие съемных насадок на торцевом упоре позволяет простейшим образом (поворотом вокруг оси по лимбу) обеспечивать любое пространственное положение второго реза детали по отношению к первому. Выполнение механизма подачи в виде обрезиненного подпружиненного ролика, расположенного над заготовкой, исключает его проскальзывание при работе и обеспечивает простоту в изготовлении. В предлагаемом устройстве предусмотрены меры безопасной эксплуатации: скоба для удержания отрезанной детали и прозрачный следящий экран с ограниченным поворотом.
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг.2 - зажимное приспособление, в увеличенном масштабе; на фиг.3 - вид по стрелке А на фиг. 2; на фиг.4 - вид по стрелке Б на фиг.1, в увеличенном масштабе; на фиг.5 - вид по стрелке В на фиг.1, в увеличенном масштабе; на фиг.6 - вид по стрелке Г на фиг.1 в увеличенном масштабе; на фиг.7 - место Д на фиг.6, в разрезе; на фиг.8 - вид по стрелке Е на фиг.1, в увеличенном масштабе.
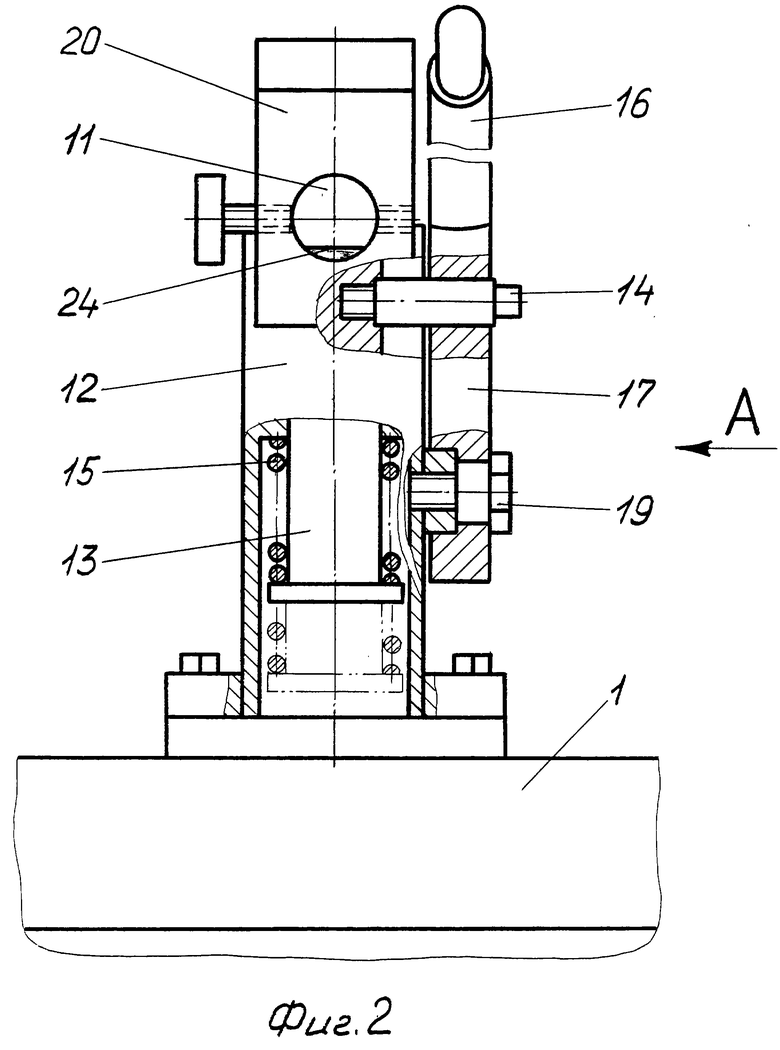
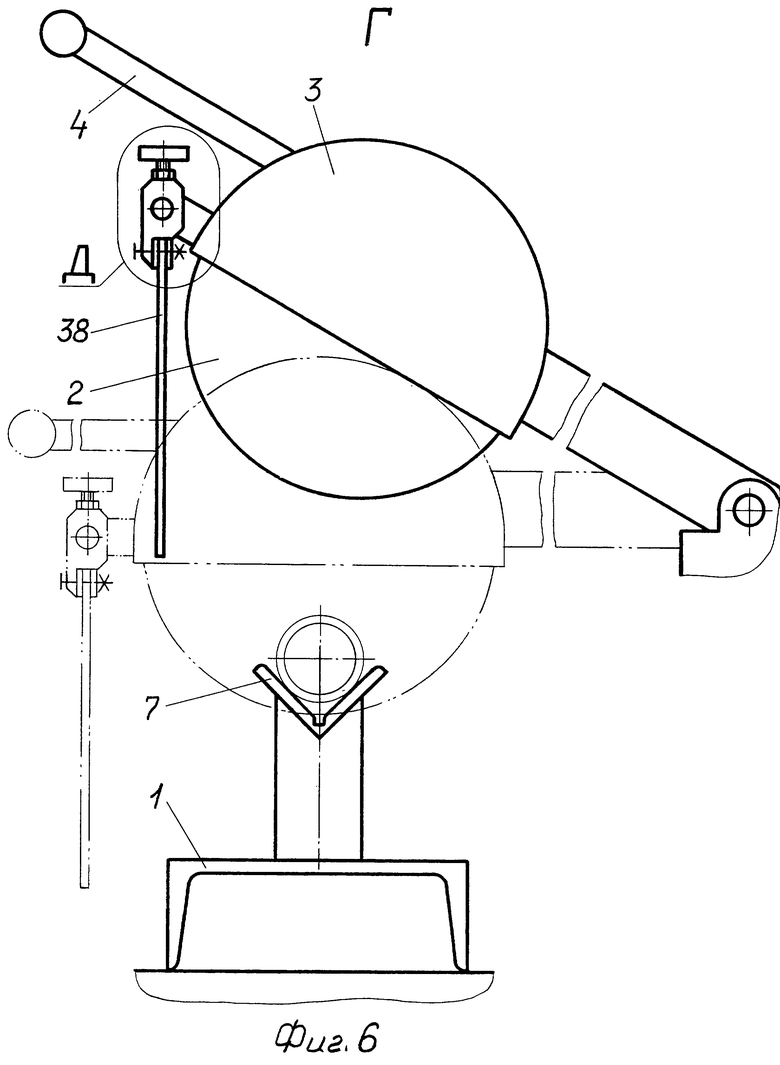
Устройство для резки труб (проката) содержит станину 1, на которой установлены качающийся режущий диск 2 с приводом (на чертежах условно не показан), защитным кожухом 3 и рукояткой 4 для подвода режущего диска к обрабатываемой заготовке, рольганг 5 с направляющими 6 и 7, механизм подачи 8, торцевой упор 9 для заготовок и зажимное приспособление 10. Зажимное приспособление (фиг.2 и 3) выполнено в виде рычага 11, который снабжен стаканом 12 для размещения штока 13 с пальцем 14, пружины сжатия 15.
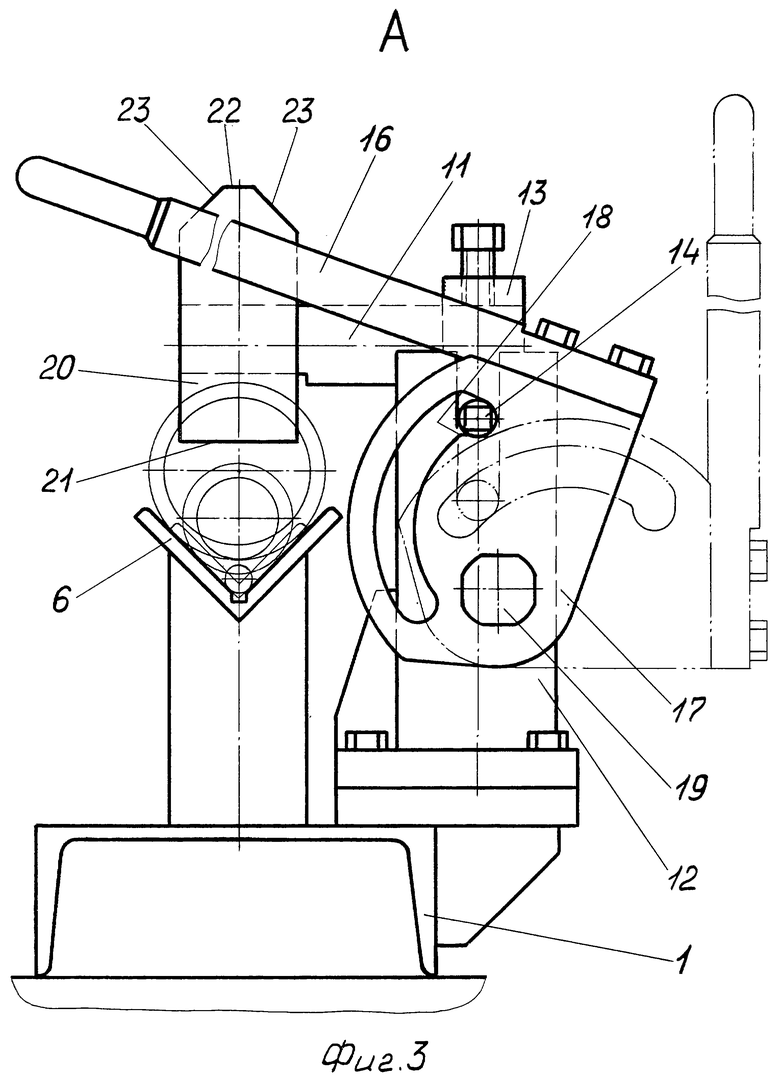
Стакан 12 закреплен на станине 1. Зажимное приспособление снабжено рукояткой 16, на одном конце которой жестко прикреплен кулачок 17 с фиксатором 18 для пальца 14 при окончании нагружения пружин. Рукоятка 16 может поворачиваться вокруг оси 19, а ее кулачок 17 взаимодействует с пальцем 14 штока 13. На рабочем конце рычага 11 установлен башмак 20, который имеет опорную поверхность 21 для прижатия труб среднего диаметра (⊘ 34...64 мм), опорную поверхность 22 для труб малого диаметра (⊘ 8...38 мм) и проката в виде уголков. Поверхность 22 выполнена со скосами 23. Для прижатия труб большого диаметра (⊘ 60...90 мм) предназначена лыска 24 на рычаге 11. При необходимости в качестве опорных поверхностей могут быть использованы боковые грани башмака, расположенные на других расстояниях от оси рычага.
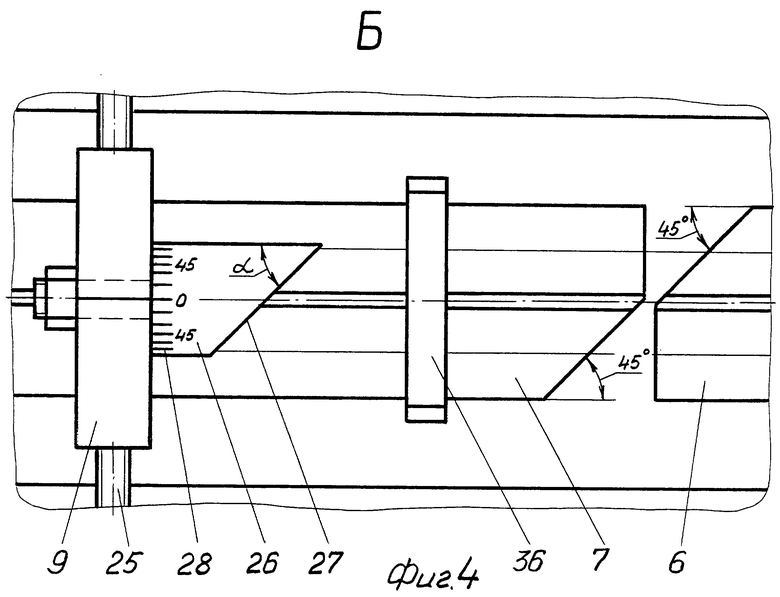
Торцевой упор 9 (фиг.4) представляет собой фигурную пластину, которая устанавливается на направляющей 7 с помощью винтов 25 на заданном расстоянии от режущего диска 2. Упор имеет комплект сменных цилиндрических насадок 26, рабочие опорные поверхности 27 которых скошены под различными углами α(45°≤α<90°), соответствующими углам среза опирающихся заготовок. На цилиндрической поверхности насадок 26 нанесен лимб 28. Для обеспечения реза под углом встречные торцы направляющих 6 и 7 имеют скосы под 45o, как показано на фиг.4.
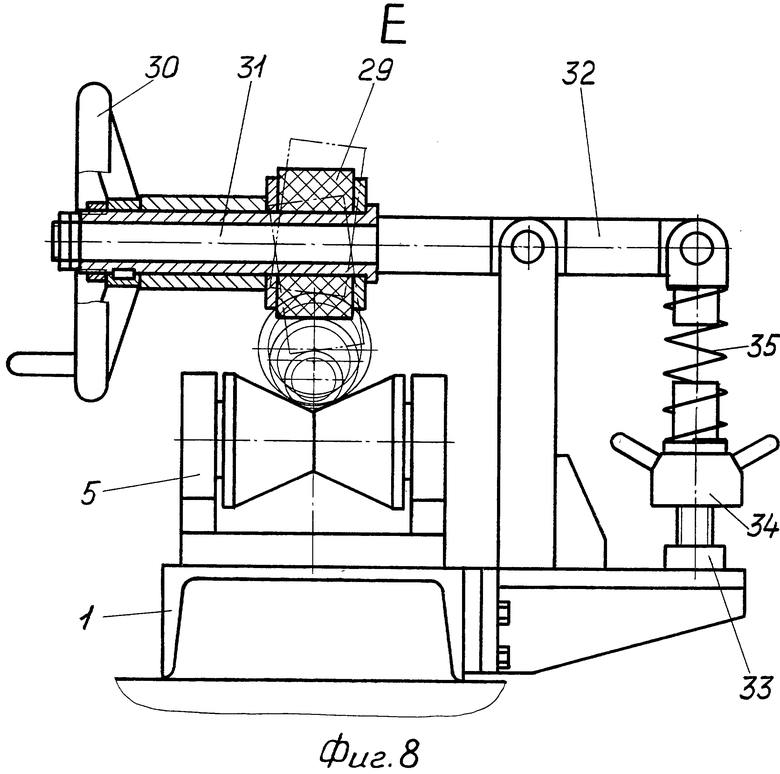
Над первым роликом рольганга 5 (остальные ролики рольганга на чертежах условно не показаны) установлен механизм подачи 8 (фиг.8). Он состоит из обрезиненного ролика 29, приводимого во вращение маховиком 30. Ось вращения 31 с помощью двуплечего рычага 32 шарнирно соединена с опорой 33. Установленная на опоре винтовая пара 34 и пружине 35 предназначены для регулирования усилия прижатия абразивного ролика 29.
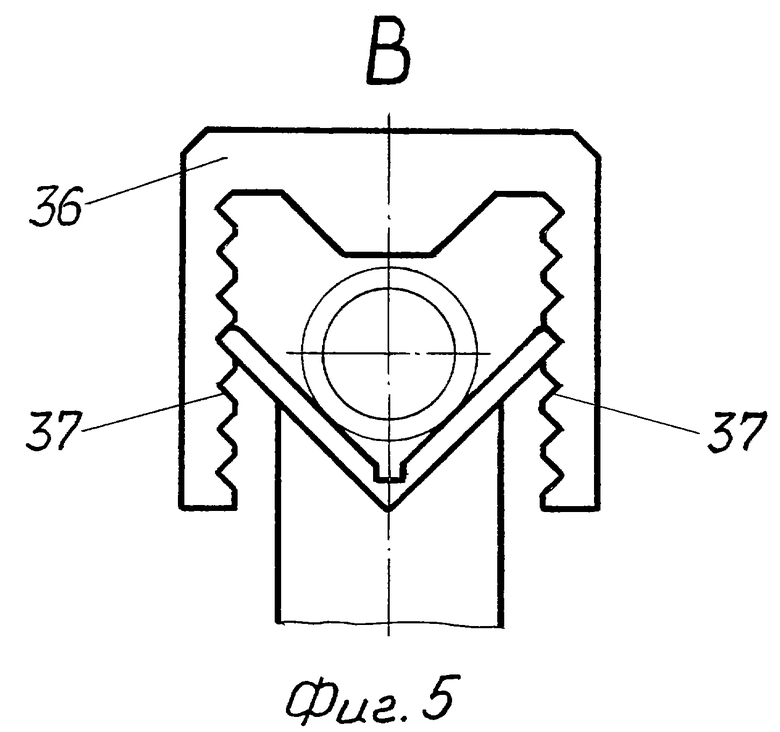
Между режущим диском 2 и упором 9 на направляющей 7 (фиг.1) установлена съемная скоба 36. Внутренние вертикальные поверхности 37 скобы 36 (фиг.5) выполнены гребенчатыми для переустановки по высоте при обработке труб различных диаметров.
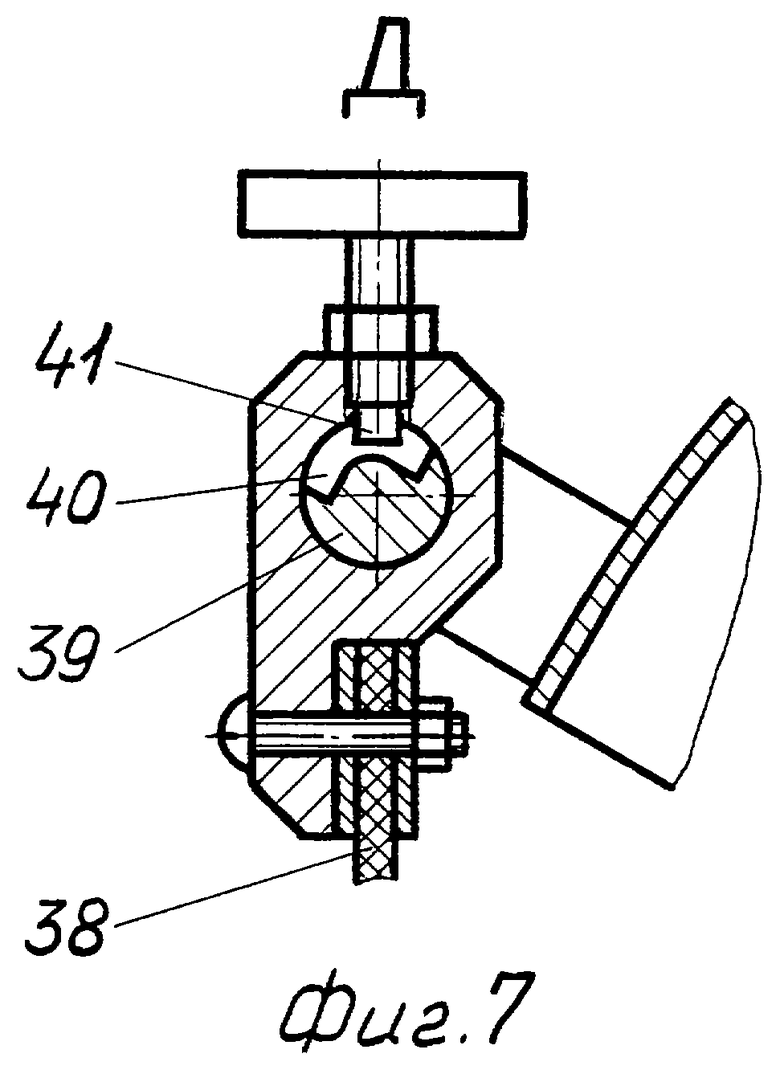
На защитном кожухе 3 режущего диска 2 с возможностью свободного поворота от собственного веса установлен прозрачный экран 38 (фиг.6). На оси поворота 39 экрана 38 выполнена канавка 40, взаимодействующая с ограничителем 41 величины отклонения экрана 38.
Устройство работает следующим образом.
При выполнении прямых резов упор 9 без насадок устанавливают на заданное расстояние от режущего диска 2. Рукояткой 16 зажимного приспособления 10 сжимают пружину 15, при этом палец 14 скользит по поверхности кулачка 17 и поднимает шток 13 вместе с рычагом 11 вверх, а при окончании нагружения пружины он со щелчком заходит за фиксатор 18. При этом освобождается проход для заготовки между направляющей 6 и башмаком 20 рычага 11. На рольганг 5 устанавливают обрабатываемую заготовку и с помощью механизма подачи 8 подводят ее к упору 9. (Ролик 29 контактирует с образующей заготовки в разных местах обрезиненной поверхности в зависимости от диаметра обрабатываемой заготовки. ) Рукоятку 16 зажимного приспособления 10 поднимают вверх и срывают с фиксатора 18 палец 14, при этом под действием пружины 15 рычаг 11 автоматически выбирает зазор между башмаком 20 и заготовкой и принимает последнюю к направляющей 6 с рабочим усилием, при этом рукоятка автоматически поднимается. На направляющую 7 устанавливают скобу 36. Включают привод режущего диска 2 и с помощью рукоятки 4 производят резку заготовки. При опускании режущего диска экран 38, поворачиваясь вокруг оси 39, сохраняет вертикальное положение. В конце реза при случайном выбросе детали ограничитель 41 предотвращает отклонение экрана в сторону оператора. Готовую деталь снимают. Для свободного перемещения оставшейся заготовки вдоль направляющей рукоятку 16 зажимного приспособления 10 поворачивают вниз, сжимая пружину 15 и поднимая рычаг 11 с башмаком 20 вверх. При необходимости можно снова использовать фиксатор 18. Заготовку подают до упора 9 и снова отпускают рукоятку 16 для очередного зажима заготовки.
После окончания работ и удаления заготовки рукоятку 16 поднимают вверх в исходное положение (на чертеже показано штрихпунктирной линией).
Если у детали первый торец прямой, а второй - скошенный, то скошенный рез выполняют простым поворотом режущего диска 2 на заданный угол. При выполнении косых резов на обоих торцах детали на упор 9 устанавливают соответствующую насадку 26 с лимбом 28. Заготовку первым скошенным торцем подводят к упору до совмещения со скошенным торцом насадки 26, а затем поворачивают насадку 26 и заготовку вокруг продольной оси по лимбу 28 на заданный угол (относительно риски на упоре) в пространственном положении. Режущий диск 2 поворачивают на заданный угол, зажимают заготовку приспособлением 10, как указано выше, устанавливают скобу 38 и производят второй рез.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ КОСЫХ РЕЗОВ НА СТАНКЕ ДЛЯ РЕЗКИ ПРОКАТА | 2003 |
|
RU2262421C2 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
| ОТРЕЗНОЙ СТАНОК | 2004 |
|
RU2274523C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1999 |
|
RU2154556C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| ПОДЪЕМНЫЙ СТОЛ | 1998 |
|
RU2138349C1 |
| ТРУБОРЕЗ | 1999 |
|
RU2152851C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
Изобретение относится к устройствам для резки труб и проката маятниковой пилой в плоскости, перпендикулярной или не перпендикулярной к оси трубы, а также к приспособлениям для удержания, направления и подачи заготовки во время обработки. Устройство содержит станину и установленные на ней качающийся режущий диск с приводом и защитным кожухом, рольганг с направляющими, механизм подачи, торцевой упор для заготовок и зажимное приспособление в виде подпружиненного рычага. Зажимное приспособление снабжено установленным на рычаге стаканом с размещенными в нем штоком с пальцем и пружиной сжатия и рукояткой с кулачком, взаимодействующим с пальцем штока для предварительного рабочего нагружения пружины. Торцевой упор снабжен комплектом насадок, рабочие поверхности которых срезаны под различными углами, а на цилиндрических поверхностях нанесены лимбы для поворота заготовки на заданный угол в пространственном положении. Скоба устройства предназначена для ограничения проката или трубы от выброса, а прозрачный экран установлен на кожухе режущего диска. Использование такой конструкции ведет к повышению качества обработки путем обеспечения надежности закрепления проката, в частности труб разных диаметров, и расширению технологических возможностей за счет выполнения наклонных резов в любом пространственном положении. 6 з.п. ф-лы, 8 ил.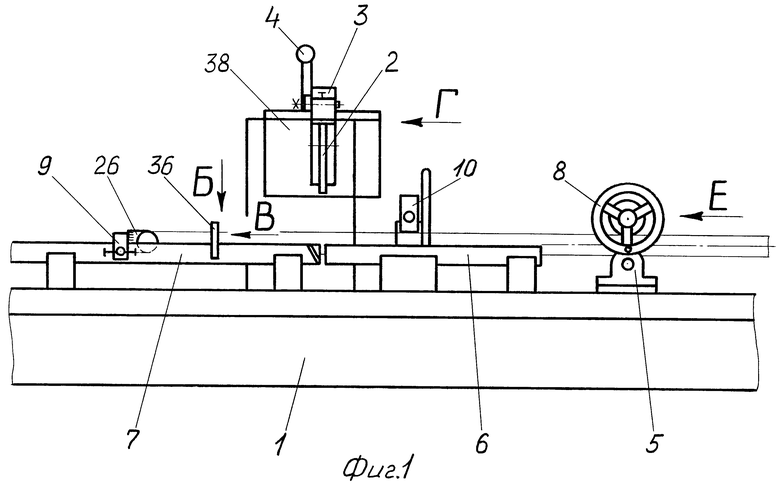
| Устройство для резки проката | 1977 |
|
SU674846A1 |
| Устройство для испытания вентилей | 1975 |
|
SU562782A1 |
| SU 914207, 25.03.1982 | |||
| ПОВОРОТНО-ЗАЖИМНОЕ УСТРОЙСТВО | 0 |
|
SU397268A1 |
| RU 94028689 A1, 10.05.1996 | |||
| ЗНАК ДЛЯ МАРКИРОВКИ СЫРОВ | 1996 |
|
RU2108032C1 |
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОГО ВАФЕЛЬНОГО ХЛЕБА | 2009 |
|
RU2409119C1 |

