Изобретение относится к области лесопиления и деревообработки, в частности к производству клееных пиломатериалов и заготовок путем склеивания отрезков по длине на зубчатый шип.
Известен способ получения клееной пилопродукции, когда в отрезки, предназначенные для склеивания, частично включают дефектные участки. При склеивании отрезков доля дефектных участков в них уменьшается и не снижает качество клееной пилопродукции (Малькевич М.В. Рациональное использование низкокачественного елового и пихтового сырья Красноярского края при переработке на пилопродукцию повышенного качества: Дис. на соиск. учен. степ. кан. техн. наук/ Науч. рук. В.Ф. Ветшева. - Красноярск: КГТА, 1997, - 225 с. ).
Недостатком указанного способа является то, что с увеличением длины дефектной древесины в склеиваемых отрезках снижается качество клееной продукции и ограничивается возможность повышения ее выхода без снижения качества.
Наиболее близким к заявляемому способу является способ, в котором сначала из досок вырезают дефектные места, содержащие недопустимый порок, затем целые заготовки, а склеиванию подлежат оставшиеся от них немерные отрезки (Рыкунин С. Н. Рациональное использование древесного сырья в производстве заготовок. Дис. докт. техн. наук. - М., 1987, - 366 с.).
Недостатком известного способа является то, что вырезанные дефектные участки и перерабатываются в щепу. Способ разработан для европейского сырья.
В условиях Сибири из низкокачественных досок, получаемых из перестойной древесины или пораженной сибирским шелкопрядом, вследствие их большой насыщенности пороками вырезают в основном короткие бездефектные отрезки, пригодные только для склеивания. В этом случае задачи повышения выхода клееной пилопродукции заданных групп качества можно решать только включением в процесс склеивания дефектной древесины.
Переработка всех дефектных участков на щепу экономически невыгодна из-за ее низкой цены, поэтому даже их частичное использование в процессе склеивания позволяет повысить выход конечной продукции и рентабельность производства.
Изобретение решает задачу повышения выхода клееной пилопродукции повышенного спроса из досок низкого качества.
Технический результат заключается в повышении выхода клееной пилопродукции заданных групп качества за счет включения в процессе склеивания дефектной древесины досок низкого качества в предельно допустимых значениях.
Указанный технический результат достигается тем, что в способе получения клееной пилопродукции, включающем вырезку дефектных участков и склеивание отрезков, согласно изобретению производят поперечный раскрой вырезанных дефектных участков на отрезки с допустимыми пороками и вставку их в ленту между бездефектными по сочетанию пороков без снижения заданного качества клееной продукции.
После раскроя дефектных участков полученные отрезки сортируют по виду порока и длине.
Способ получения клееной пилопродукции осуществляется путем раскроя дефектных участков исходных досок на мелкие отрезки для их последующей вставки между бездефектными отрезками, когда сочетание в них пороков по их виду и длине не приведет к снижению заданного качества конечной продукции. Отбраковке подлежат только отрезки с недопустимыми пороками, например с гнилью. Минимальная длина дефектных отрезков, годных для вставки между бездефектными, назначается с учетом возможностей применяемых технических средств (для линии GRECON 0,2 м).
Заявляемый способ отличается от прототипа в следующем:
- он предусматривает такие новые операции, как поперечный раскрой дефектной древесины досок низкого качества на отрезки с допустимыми пороками;
- сортировку вырезанных дефектных отрезков по виду пороков и длине с укладкой их в раздельные пакеты;
- вставку дефектных отрезков в линию между бездефектными, не допуская по сочетанию пороков снижения заданного качества клееной продукции.
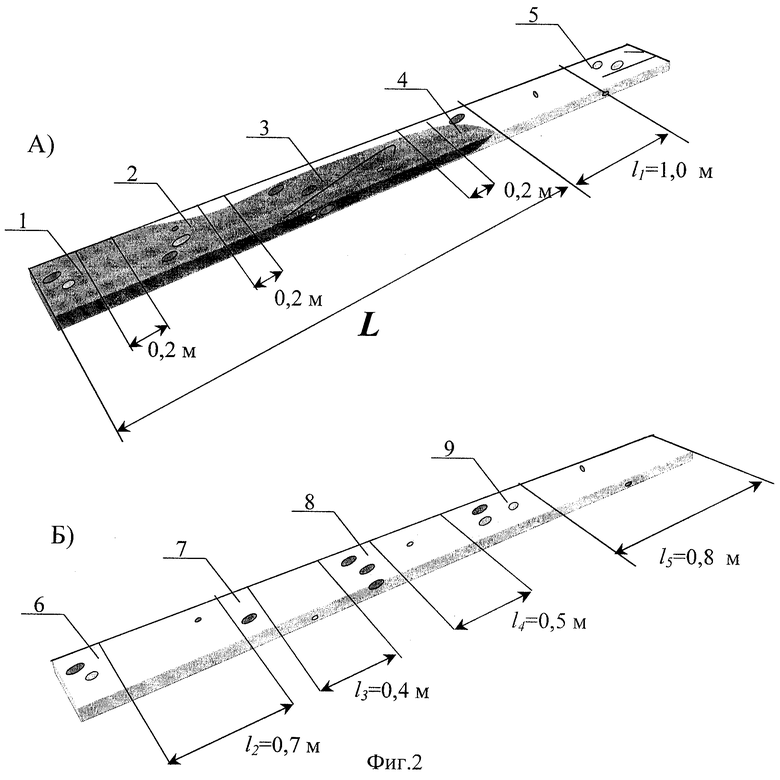
Предлагаемый способ поясняется чертежом, где на фиг.1 представлен участок переработки низкокачественных досок на клееную пилопродукцию, на фиг.2 представлен конкретный пример раскроя низкокачественных досок.
Способ получения клееной пилопродукции с применением дефектных отрезков-вставок между бездефектными отрезками реализуется следующим образом.
Из досок низкого качества на торцовочном столе (1) вырезают дефектные участки, оставшиеся бездефектные отрезки укладывают в штабель (2), а дефектные участки в штабель (3). Оператор (4) укладывает дефектные участки на торцовочный стол (5), расположенный перед линией склеивания. Дефектные участки на столе (5) поперечными резами раскраивают на отрезки длиной 0,2 м и более. Из всех полученных дефектных отрезков оператор (4) на линию склеивания должен подать отрезки длиной от 0,2 м и более, имеющие на пласти сучки, по размерам соответствующие высшим группам качества клееной пилопродукции. Кроме дефектных отрезков с сучками на линию склеивания должны подаваться дефектные отрезки с грибными ядровыми пятнами и полосами, синевой, смоляными кармашками. Длина дефектных отрезков устанавливается в зависимости от длины конечной клееной продукции и порока, содержащегося в них. Оценка качества дефектных отрезков ведется по ГОСТ на конечную клееную продукцию. Вырезанные дефектные отрезки, пороки которых не позволяют их использовать в процессе склеивания, отправляют для переработки в щепу. Рассортированные по качеству и порокам дефектные отрезки, пригодные для дальнейшего использования, оператор (4) укладывает в штабель (6) перед линией склеивания. Оператор (7) этой линии, отвечающий за подачу отрезков на стол (8) шипорезного станка, учитывая качество бездефектных отрезков, определяет место его вставки. Дефектный отрезок, вставленный между бездефектными отрезками, по совместному сочетанию с дефектами других отрезков не должен понижать сортность конечной продукции. После этого на торцах отрезков нарезают шипы и наносят на них клей. Полученная лента отрезков поступает в пресс.
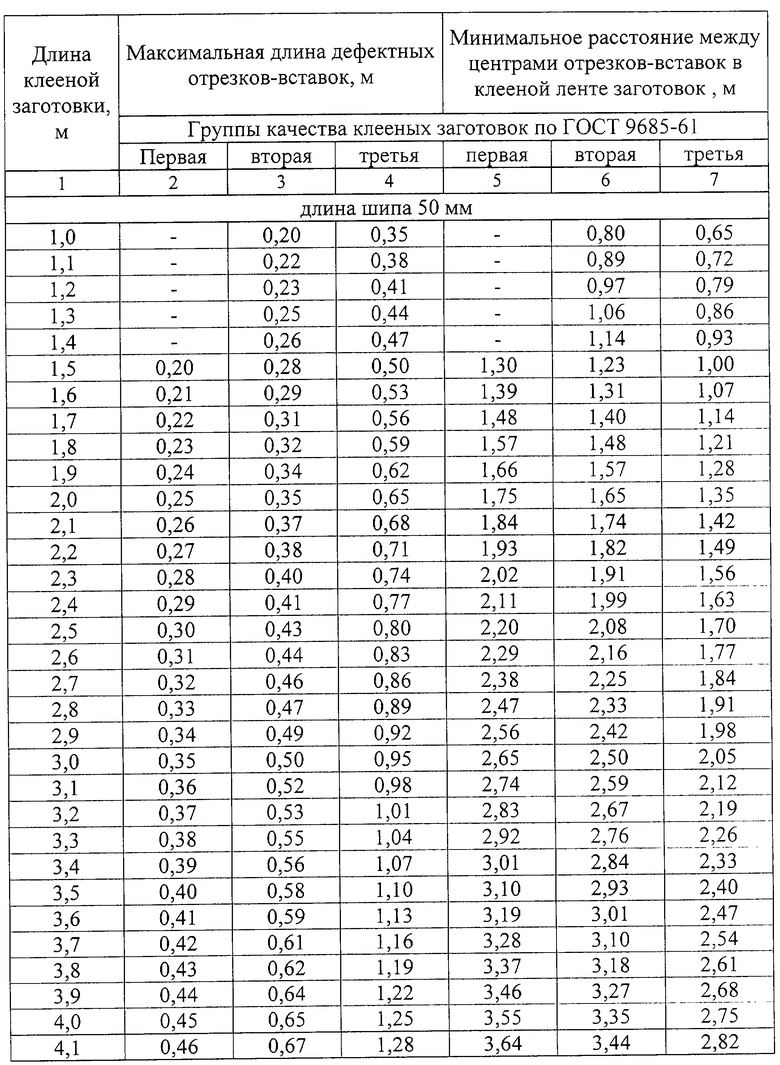
Пример 1. В цех производства клееной пилопродукции поступают две доски 4-го сорта по ГОСТ 8486-86 сечением 25•125 мм и длиной 5 м. Одна из досок на 70% поражена синевой и только 30% ее площади содержат здоровую древесину (фиг. 2 доска А). Вторая доска не содержит данного порока (фиг.2 доска Б). Необходимо получить клееную ленту по ГОСТ 9685-61 2-ой группы качества. Длина шипа 50 мм.
По предлагаемому способу обе доски раскраивают поперечными резами на бездефектные отрезки (их длины li обозначены на фиг.2). Полученные в результате раскроя дефектные отрезки 5. ..9 перерабатывают на щепу. Из дефектного участка доски А длиной L поперечным раскроем вырабатывают отрезки-вставки длиной 0,2 м (см. таблицу, 2-я группа качества), а оставшиеся дефектные отрезки 1...4 с недопустимыми пороками перерабатывают на щепу. Затем отрезки-вставки вставляют в ленту полученных бездефектных отрезков, так чтобы центры близлежащих отрезков-вставок находились на расстоянии не менее 0,8 м друг от друга (см. таблицу, 2-я группа качества). После нарезки шипов и нанесения клея лента поступает в пресс. Полученная клееная лента с учетом потерь древесины на зашиповку будет иметь длину 3,65 м.
Пример 2. Для сравнения осуществляем получение клееной пилопродукции по способу прототипа.
В цех производства клееной пилопродукции поступают две доски 4-го сорта по ГОСТ 8486-86 сечением 25•125 мм и длиной 5 м. Одна из досок на 70% поражена синевой и только 30% ее площади содержат здоровую древесину (фиг.2 доска А). Вторая доска не содержит данного порока (фиг.2 доска Б). Необходимо получить клееную ленту по ГОСТ 9685-61 2-ой группы качества. Длина шипа 50 мм.
Весь дефектный участок доски А, длиной L перерабатывают на щепу. Длина клееной ленты при этом составит 3,2 м, что на 0,45 м меньше, чем при получении клееной ленты по предлагаемому способу, следовательно, выход клееной продукции 2-й группы качества будет по предлагаемому способу выше на 4,5% по сравнению с прототипом.
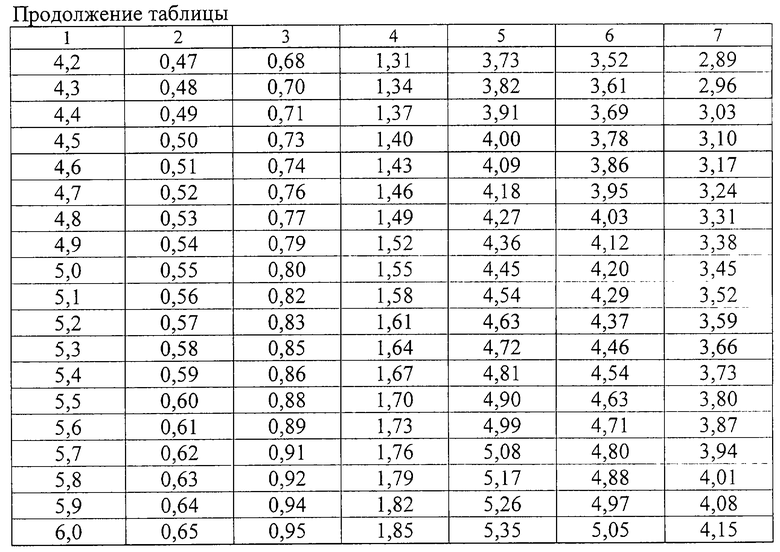
В таблице приведены длины дефектных отрезков-вставок и расстояния между ними при вставке в ленту бездефектных отрезков различных групп качества при получении клееных заготовок по ГОСТ 9685-61.
Как видно из данных таблицы, длина участка-вставки, а также расстояние между близлежащими участками-вставками при вставке в ленту бездефектных отрезков зависят от группы качества вырабатываемых клееных заготовок и их длины. Кроме этого длина участка-вставки зависит от длины шипа.
Применение предлагаемого способа использования бездефектных отрезков при склеивании по длине обеспечивает по сравнению с существующими способами следующие преимущества:
- Использование в производстве клееной продукции дефектных отрезков-вставок без снижения ее качества позволяет повышать ее объемный выход из досок 3-го и 4-го сорта ГОСТ 8486-86 до 2,5...5% и соответственно снизить себестоимость.
- Вследствие снижения расхода качественной древесины повышается ресурсосберегающий эффект процесса склеивания от снижения расхода сырья на кубометр клееной продукции до 2,5% по сравнению с традиционным способом.
- Повышается экономическая эффективность использования низкокачественной древесины за счет повышения ее ценного показателя.
Предлагаемый способ позволяет максимально использовать дефектную древесину досок низкого качества с допустимыми пороками и полностью включать ее в производственный цикл, обеспечивая тем самым экономию ценного сырья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ДОСОК | 1997 |
|
RU2128114C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 1990 |
|
RU2038945C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
| Способ раскроя круглых сортиментов с ядровой гнилью для получения пилопродукции с повышенными прочностными характеристиками | 2024 |
|
RU2819430C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ ИЗ ХЛЫСТОВ, ПОРАЖЕННЫХ СЕРДЦЕВИННОЙ ГНИЛЬЮ | 2000 |
|
RU2171175C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН, ИМЕЮЩИХ СЕРДЦЕВИННУЮ ГНИЛЬ С ВЫХОДОМ НА ОДИН ТОРЕЦ | 2014 |
|
RU2592804C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ ПИЛОПРОДУКЦИИ ИЗ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ, ИМЕЮЩИХ СЕРДЦЕВИННУЮ ГНИЛЬ | 2017 |
|
RU2654720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2522727C1 |
Изобретение относится к области лесопиления и деревообработки, в частности к производству клееных пиломатериалов и заготовок путем склеивания отрезков по длине. Производят поперечный раскрой вырезанных дефектных участков на отрезки-вставки с допустимыми пороками и вставку их в линию между бездефектными по сочетанию пороков без снижения заданного качества клееной продукции. После раскроя дефектных участков производят сортировку полученных дефектных отрезков-вставок по виду порока и длине. Изобретение способствует повышению выхода клееной пилопродукции из досок низкого качества за счет использования в процессе склеивания дефектных отрезков наряду с бездефектными, без снижения заданного сорта или группы качества конечной клееной пилопродукции. 1 з.п. ф-лы, 2 ил., 1 табл.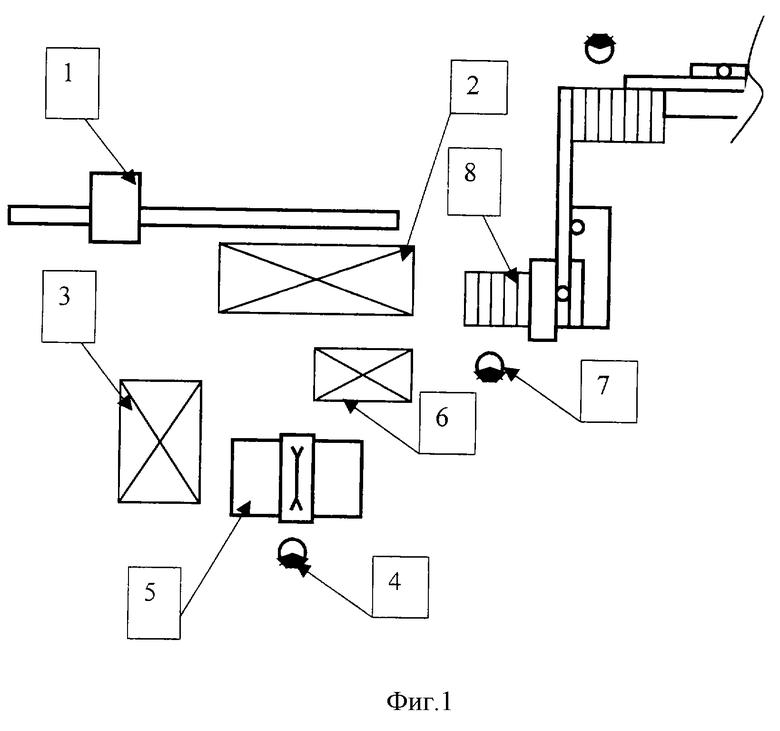
| РЫКУНИН С.Н | |||
| Рациональное использование древесного сырья в производстве заготовок | |||
| Дис | |||
| докт | |||
| техн | |||
| наук | |||
| - М., 1987, с.366 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПИЛОМАТЕРИАЛОВ | 1990 |
|
RU2005594C1 |
| СПОСОБ ЗАДЕЛКИ ОТВЕРСТИЙ ОТ СУЧКОВ В ДЕРЕВЯННЫХ ИЗДЕЛИЯХ | 1996 |
|
RU2157753C2 |

