Изобретение относится к деревянным плитам или панелям, в частности к плитам из ориентированных древесных волокон (ДВП), обработанным попеременно паром и вакуумом для получения размерно-устойчивой плиты со сниженной разбухаемостью в воде или влаге.
Плита из ориентированных волокон является конструкционным листовым материалом на древесной основе и содержит древесные волокна, нарезанные из бревен, высушенные, смешанные с относительно небольшим количеством воска и смолы (обычно меньше 3,5% всей массы) и отформованные в листы с контролируемой ориентацией волокон по длине и ширине. После этого листы прессуют при нагреве под давлением, в результате чего под действием тепла создаются полимерные связи, которые связывают вместе адгезивные компоненты и волокна древесины, образуя жесткие структурированные панели. В процессе такого нагрева и связывания древесина сжимается с увеличением плотности в 1,35 - 1,70 раз по сравнению с исходной. В законченном виде они сухие, но, будучи использованы в строительных конструкциях, часто увлажняются окружающим воздухом и/или осадками и в них возникают силы, вызывающие разбухание и препятствующие сохранению первоначальной формы и плотности. Древесные панели, в частности ДВП, широко применяют в строительстве. В последние годы рынок ДВП существенно увеличился при одновременном вытеснении рынка фанерных панелей, поскольку по пригодности для строительных конструкций ДВП не уступают фанерным панелям, но дешевле последних. Однако их состав и способ изготовления создают один существенный недостаток: панели разбухают и утолщаются при контакте с водой или влагой. Во время начального цикла увлажнения после изготовления возникает большей частью необратимое разбухание. Фанера, а также фанерные панели не разбухают до такой степени, как ДВП. Главной причиной этого является то, что компоненты фанеры, т.е. отдельные листы, не подвергают значительному уплотнению в процессе производства и потому напряжения сжатия в них минимальны.
Разница в склонности к разбуханию становится очевидной при использовании материалов в строительстве, когда панели могут подвергаться воздействию внешней среды. ДВП имеет большую тенденцию к разбуханию перпендикулярно лицевой поверхности с расширением кромок, чем фанера. Это создает впечатление недоброкачественности материала, хотя конструкционные качества ДВП остаются неизменными. Стандартный тест для оценки завершенности связей древесины с адгезивными компонентами, применяемый в промышленности при изготовлении древесных панелей, предусматривает выдерживание образца в кипящей воде в течение 2 часов. Этим одновременно создаются экстремальные условия для разбухания древесных элементом панели. Эксперименты показывают, что ДВП толщиной от 1/4 до 3/4 дюйма (от 6,4 до 19 мм), подвергнутые такому испытанию, утолщаются на 40 - 60% от первоначальной толщины, хотя и полностью сохраняют структурную целостность, причем такое утолщение является практически необратимым. При таких же условиях фанера разбухает лишь на 10%.
Характеристики разбухания ДВП можно изменить в процессе изготовления путем использования большего количества связующей смолы или увеличения продолжительности прессования. В этом случае, однако, значительно возрастает их стоимость при незначительных улучшениях.
В US 3173460 описана обработка плиты, изготовленной из частиц, паром под давлением от 30 до 100 фунтов/кв. дюйм (от 209 до 689 кПа) с выдерживанием панели в течение от 1 до 10 часов при температуре 135 - 170oС для предотвращения разбухания. Обработанную панель высушивают до содержания влаги менее 4%.
В US 4893415 описан способ удаления влаги из древесины и материалов на основе древесины, т.е. процесс высушивания, который предусматривает вначале удаление воздуха из сушильной камеры, а затем подачу в нее перегретого пара. Слои древесины или материала на основе древесины размещают в камере с разделением их балками, создавая этим пустые промежутки между ними.
В US 4017980 описаны процесс и устройство для высушивания волокнистых материалов при контролируемых условиях. Камера оборудована средствами прикладывания механического давления к материалам и имеет отверстия для ввода пара или создания вакуума. Между платами можно помещать плиты или панели любых размеров и прикладывать любую заранее выбранную силу.
В U.S. Forest Service Research Note FPL-0187, March 1968, Heebink et al. описана послепроизводственная обработка паром штабелей древесно-стружечных панелей с фенольной смолой в качестве связующего. Авторы утверждают, что такая 10-минутная обработка паром при температуре 150-180oС уменьшает разбухание и упругое последействие в панелях. Отмечено, что обработка паром более эффективна при отсутствии ограничения утолщения, чем при ограничении или жестком ограничении.
Из вышеприведенного очевидно, что имеется настоятельная потребность в усовершенствованном способе изготовления размерно-устойчивых древесных панелей, в частности, ДВП, которые могли бы выдерживать продолжительное воздействие воды или влаги без заметного разбухания и без изменения их структурных и физических свойств.
В основу изобретения положена задача создания способа изготовления размерно-устойчивых древесных панелей, предпочтительно ДВП. Задача решена путем выполнения операций:
а) размещения по меньшей мере одной панели в средстве закрепления в герметичной камере,
б) создания вакуума в камере,
в) подачи в камеру пара под давлением для устранения напряжений в панели,
г) удаления пара из камеры и
д) при необходимости повторения операций б)-д) по меньшей мере однократно, благодаря чему лигнин и гемицеллюлоза древесины подвергаются модификации, что обеспечивает размерную устойчивость панели с существенным уменьшением разбухания при контакте с водой или влагой.
Разбухание панелей, обработанных таким способом, составляет менее 5% после 24-часового холодного вымачивания (тест ASTM 1037) и менее 20% после 2-часового кипячения (стандартный тест ASTM 1037), причем большая часть разбухания является обратимой после высушивания.
Способ, предусмотренный изобретением наиболее эффективен для обработки ДВП любой толщины. Стандартные длина и ширина составляют 8х4 футов (2,4х1,2 м), но обрабатывать можно панели любых размеров; ограничением являются только размеры камеры.
В чертежах:
фиг.1 - поверхностный слой обычной необработанной ДВП;
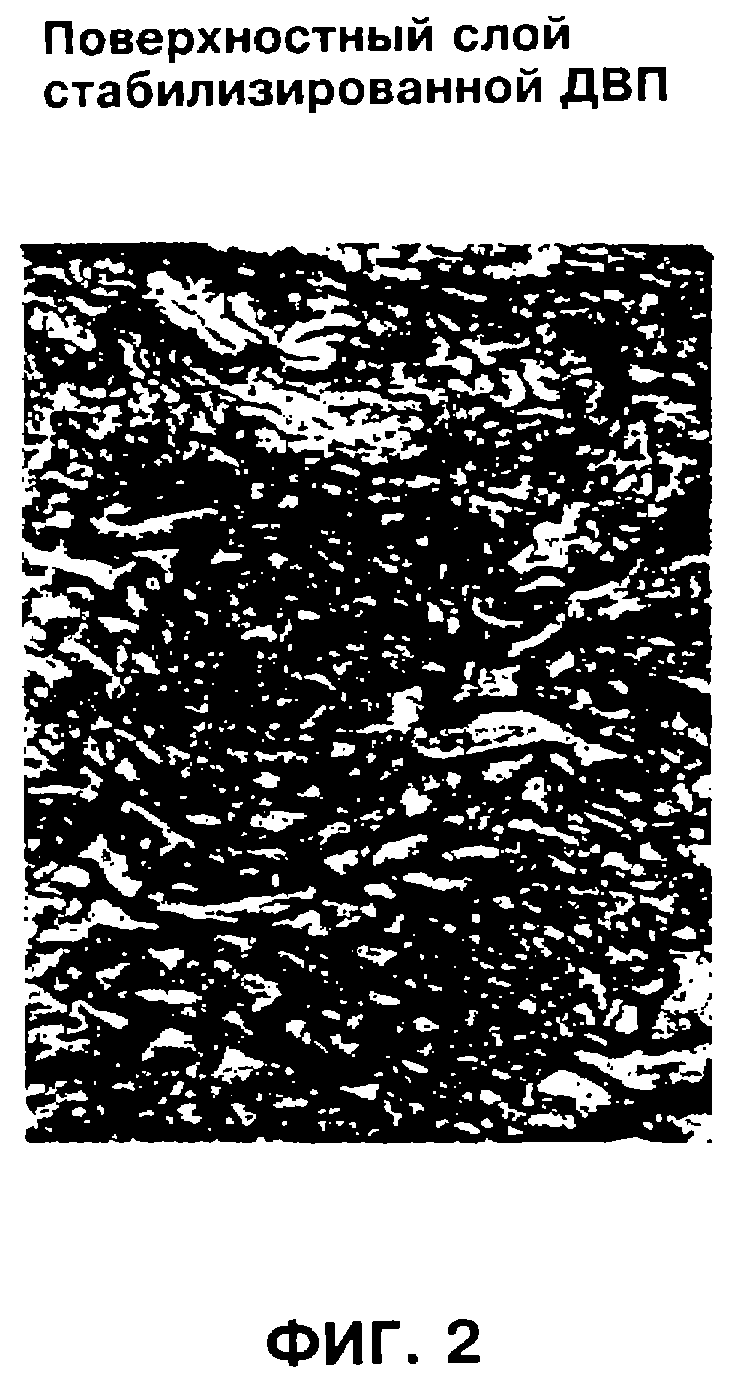
фиг. 2 - поверхностный слой ДВП, обработанной способом согласно изобретению;
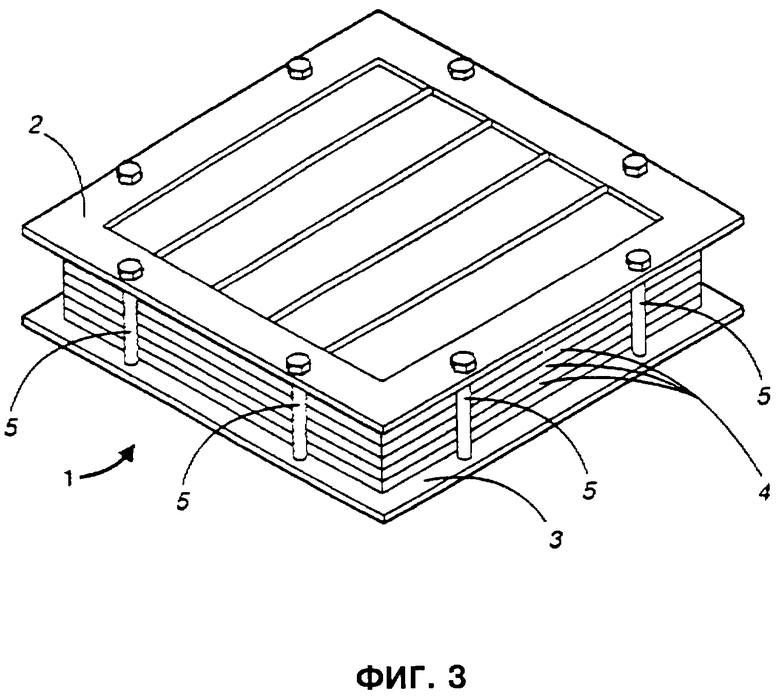
фиг.3 - пример штабеля панелей в закрепляющем устройстве согласно способу, предусмотренному изобретением.
Изобретение касается способа существенного повышения толщинной стабилизации ДВП обработкой в цикле попеременно вакуумом и паром под давлением после завершения процесса изготовления. Этот способ обеспечивает значительное снижение разбухания (по толщине) древесных панелей, в частности, ДВП, при контакте с влагой или водой. Получение размерно-устойчивых панелей достигается циклической обработкой панели попеременно вакуумом и паром под высоким давлением. Этот способ применяют после завершения изготовления панелей, и он включает по меньшей мере один цикл обработки вакуумом с последующей подачей пара высокого давления в герметичной камере.
Подача пара высокого давления обеспечивает быструю и интенсивную теплопередачу внутри панели. Во время этой операции температура панели быстро и, в основном, равномерно повышается. Предполагается, что подача пара и равномерный подъем температуры в панели вызывают релаксацию накопившихся внутренних напряжений в древесине, изменяя структуру ее компонентов (скольжение) после превышения в компонентах древесины температуры стеклования или текучести, т. е. текучести лигнина. Конечным результатом является размерно-устойчивый материал, обладающий высокой стойкостью к разбуханию.
Согласно изобретению обработка штабеля готовых панелей включает сначала создание вакуума в герметичной камере и после этого подачу пара высокого давления в вакуумированную камеру, в которой находиться штабель. Для предотвращения разбухания панелей по толщине во время обработки штабель в закрепляющем устройстве механически сжимают в направлении, перпендикулярном поверхностям панелей. Вакуум может быть различного уровня в пределах примерно от 10 до 25 дюймов (от 255 до 630 мм) рт.ст. Пар можно подавать под давлением, предпочтительно, примерно от 30 до 200 фунтов/кв. дюйм (от 209 до 1379 кПа) при температуре в пределах от 135 до 195oС. Каждой обработке паром предшествует, а при необходимости за ней следует операция вакуумирования для быстрого удаления пара. Продолжительность обработки паром может составлять от 5 до 30 мин, а вакуумная стадия - от 3 до 10 мин. Чтобы полностью использовать преимущества, предоставляемые изобретением, необходимо выполнить по меньшей мере один цикл, включающий вакуумирование с последующей подачей пара. В зависимости от глубины проникновения пара после первого цикла может понадобиться проведение дальнейших циклов обработки.
Обычно штабель содержит от по меньшей мере 5 панелей до количества, соответствующего полной нагрузке штабелеукладчика. Штабель укладывают в устройство (фиг. 3), предназначенное для предотвращения разбухания в направлении, перпендикулярном лицевой поверхности панели, во время обработки. Обычно сжимающее устройство 1 имеет две металлические плиты 2, 3 между которыми помещают штабель 4 панелей, причем лицевая поверхность панели находится в контакте с лицевой поверхностью металлических плит. Сжимающее усилие создается стержнями 5 с болтом, закрепленными в раме, или гидравлическим устройством и ограничивает разбухание панелей в направлении, перпендикулярном их лицевым поверхностям. Сжимающее устройство может быть установлено на тележке, вагоне или ином средстве передвижения и ввезено в камеру. Для ограничения разбухания во время обработки могут быть применены и иные подходящие для этого способы.
Для повышения эффективности и однородности действия способа согласно изобретению между панелями укладывают тонкую сетку, обычно (но не обязательно) 1/4 дюйма (6,4 мм) меш, толщиной от 1/16 до 1/8 дюйма (от 1,6 до 3,2 мм) для создания промежутка, облегчающего удаление воздуха и/или поступление пара. Наличие такой прокладки позволяет сократить вакуум-паровой цикл, уменьшить длительность и улучшить однородность обработки. Вместо такой сетки для получения такого же результата можно использовать листы гофрированного или профилированного металла, если они не помешают обработке панелей.
Уложенные в штабель и сжатые панели помещают в герметичную камеру. Камера должна быть достаточно прочной, чтобы выдержать давление до 200 фунтов/кв. дюйм (1379 кПа), и должна иметь по меньшей мере трубу с многими отверстиями для выхода пара, подача которого контролируется выпускным клапаном высокого давления. Подобным образом должна быть предусмотрена по меньшей мере еще одна труба, соединенная с вакуумным насосом и имеющая ряд отверстий для удаления пара. Можно использовать и иные средства подачи пара и создания вакуума, способные создать необходимые условия обработки. Такие средства легко могут быть определены специалистом.
После этого в этой герметичной камере проводят вакуум-паровые (высокого давления) циклы. Вначале создают вакуум для удаления воздуха из камеры и из панелей, что облегчает проникновение пара. Сжатые панели можно подвергнуть одному или нескольким вакуум-паровым циклам обработки. Количество операций вакуумирования и обработки паром, давление и продолжительность обработки определяются размерами панелей, их количеством в штабеле, толщиной и плотностью панелей, а также требованиями к результатам обработки, т.е. допустимому разбуханию после смачивания или вымачивания/кипячения согласно тестам ASTM.
Механизм обработки паром
Известно, что главной причиной возникновения упругого последействия является то, что после уплотнения элементов древесины сжатием материал стремится принять первоначальную форму. По природе древесина гигроскопична и при контакте с водой или влагой панель стремится адсорбировать влагу. Элементы древесины разбухают и вследствие возникающего напряжения стремятся приобрести исходную форму и плотность, что и приводит к разбуханию, которое после высушивания становится необратимым. Способ стабилизации согласно изобретению обеспечивает релаксацию значительной части этого напряжения, когда в процессе обработки панели подвергают сжатию, препятствующему разбуханию. Сжатие панелей во время обработки является важным условием реализации этого способа, потому что без такого сжатия разбухание панелей в среднем будет более 30%.
В результате такой обработки происходят изменения в структуре древесины, которые можно видеть под микроскопом (см. фиг.1, 2). В поверхностных слоях ДВП после обработки способом согласно изобретению видны сжатие, деформация и проскальзывание плотных поверхностных слоев (фиг.2), которые отсутствуют в необработанной панели (фиг.1).
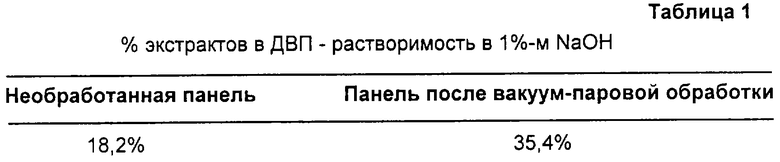
Структурные изменения на клеточном уровне подтверждаются химическим анализом гемицеллюлозных и лигниновых цепочек. Анализ показывает наличие модификации, вероятно частичной деполимеризации лигнина и гемицеллюлозы, что подтверждается увеличением экстрактов из древесины. Как показал обычный тест на растворимость в гидроксиде натрия (TAPPI 212om-93), ДВП, обработанная способом согласно изобретению, содержит почти вдвое больше компонентов экстракта, чем обычная необработанная панель (табл.1).
Примеры
Пример 1 - Вакуум-паровая обработка единичной панели.
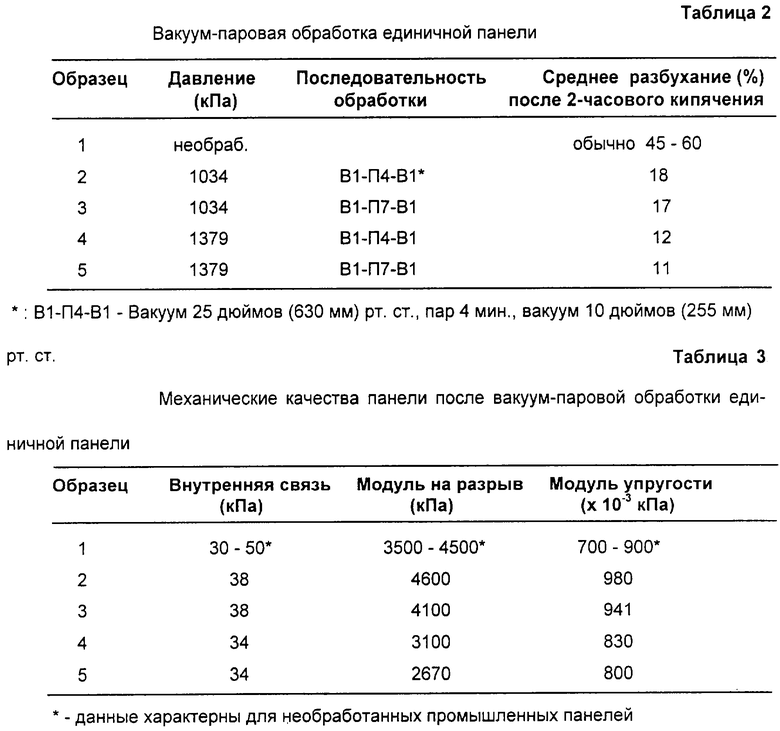
Лист промышленной ПДВ размером 21x23 дюймов (535x586 мм) толщиной 23/32 дюйма (20 мм) был обработан паром в прессе с пароподающим устройством. Такой пресс представляет собой пресс для горячей прессовки, в верхней и нижней плитах которого предусмотрены отверстия для впуска пара и создания вакуума. После помещения пресса в герметичную камеру в ней для удаления воздуха из панели был создан вакуум от 10 до 25 дюймов (от 255 до 630 мм) рт.ст., после чего в течение 1 мин подавали пар под давлением от 150 до 200 фунтов/кв. дюйм (от 1034 до 1379 кПа). После этого для удаления из панели парового конденсата и уравнивания давления с атмосферным был вторично создан вакуум. В табл. 2 приведены результаты четырех экспериментов, при которых ДВП были подвергнуты такой обработке. Их размерная устойчивость была подтверждена уменьшенным толщинным разбуханием после 2-часового кипячения по сравнению с необработанными панелями. Механические свойства необработанных панелей приведены в табл.3.
Пример 2. Обработка несколькими вакуум-паровыми циклами нескольких сжатых панелей.
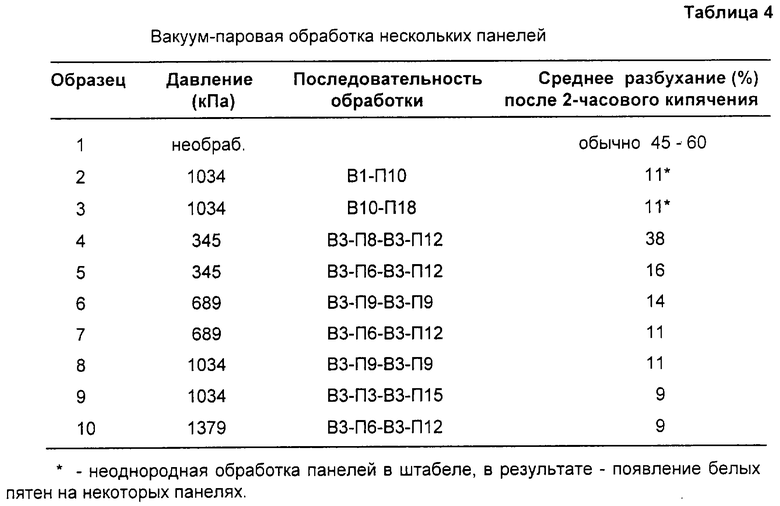
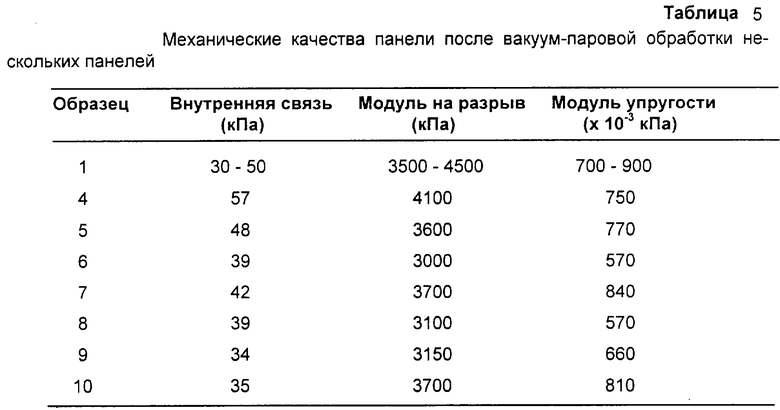
Штабель из пяти промышленных ДВП размером 15х15 дюймов (353х353 мм) толщиной 23/32 дюйма (20 мм) в сжатом состоянии был обработан в герметичной камере, подобной описанной в Примере 1, с дополнительным подогревом до температуры, достаточной, чтобы предотвратить накопление водяного конденсата. Пять панелей были помещены между двумя стянутыми болтами металлическими плитами для предотвращения разбухания во время обработки. Обработка включала вакуум-паровые циклы, параметры которых зависели от желаемого допустимого разбухания по толщине. Табл.4 содержит параметры обработки при некоторых типовых экспериментах и соответствующие улучшения размерной стабильности, характеризуемой разбуханием после 2-часового кипячения. В табл.5 приведены механические свойства обработанных панелей.
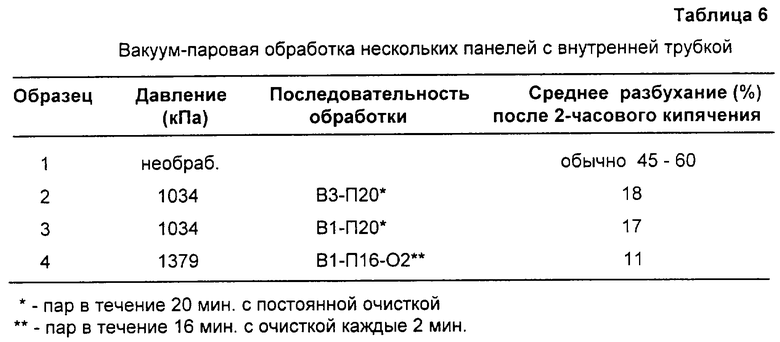
Пример 3. Обработка многократными вакуум-паровыми циклами нескольких панелей с внутренней трубкой.
Штабель из пяти промышленных ДВП размером 15х15 дюймов (353х353 мм) толщиной 23/32 дюйма (20 мм) в сжатом состоянии был обработан в герметичной камере, подобной описанной в Примере 2, с тем отличием, что в отверстие, просверленное в продольной секции панели 3 (средней), была введена трубка толщиной 1/4 дюйма (6,4 мм), ведущая к центру штабеля. Назначением трубки является выведение воздуха и других газов из штабеля во время вакуум-паровой обработки. Через фитинг внутренняя трубка имеет выход наружу. На конце установлен клапан, при открытии которого пар и иные газы могут выходить из панели через центр штабеля. В табл.6 приведено несколько примеров, иллюстрирующих параметры процесса и результаты, характеризующие разбухание панели по толщине.
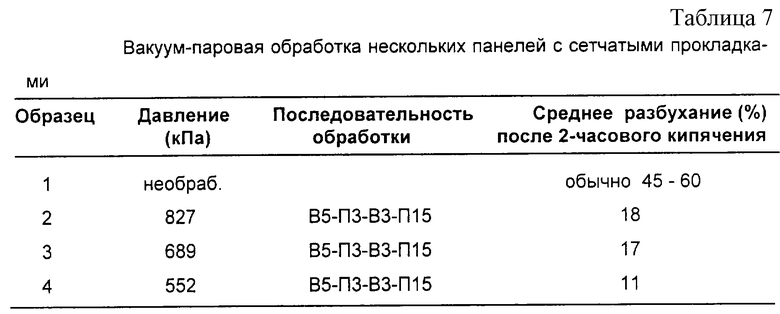
Пример 4. Обработка многократными вакуум-паровыми циклами нескольких панелей с внутренней трубкой.
Штабель из 45 промышленных ДВП размером 8х4 дюймов (204х102 мм) толщиной 23/32 дюйма (20 мм) в сжатом состоянии был подвергнут теплообработке паром в камере давления. Панели были разделены частой сеткой для облегчения проникновения пара и улучшения теплопередачи. В табл.7 для нескольких экспериментов приведены параметры обработки и соответствующие показатели улучшения размерной устойчивости, т.е разбухания по толщине после 2-часового кипячения.
Обработка по способу согласно изобретению вызывает модификацию лигнина и гемицеллюлозы, содержащихся в древесине, и позволяет получить размерно-устойчивую панель с существенно меньшим разбуханием в присутствии воды или влаги. Разбухание панелей, обработанных таким способом, составляет менее 5% после 24-часового холодного вымачивания (тест ASTM 1037) и менее 20% после 2-часового кипячения (стандартный тест ASTM 1037), причем большая часть разбухания является обратимой после высушивания.
Хотя приведенное описание относится к отдельным воплощениям, понятно, что возможны дальнейшие модификации способа в рамках объема изобретения, определенного формулой.
Изобретение касается способа получения древесных панелей, предпочтительно ДВП. Способ включает обработку изготовленной панели попеременно вакуумом и паром. При этом обработка вакуумом включает один или несколько циклов в герметичной камере с последующей подачей горячего пара. У древесной панели разбухание составляет не более 5% после 24-часового холодного вымачивания и не более 20% после 2-часового кипячения. Изобретение способствует уменьшению разбухаемости древесной панели по толщине при соприкосновении с водой или влагой. 2 с. и 8 з.п. ф-лы, 7 табл., 3 ил.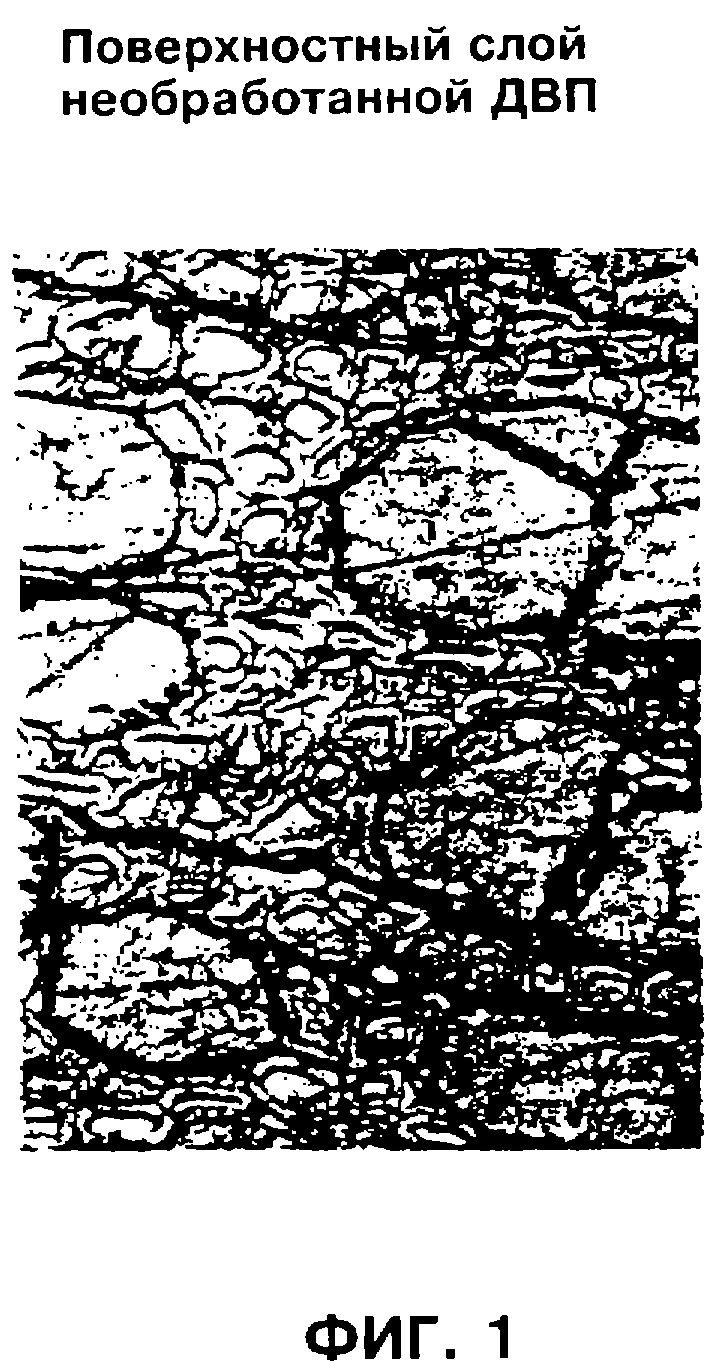
| US 4017980 A, 19.04.1977 | |||
| US 4893415 A, 16.01.1990 | |||
| US 4173460 A, 16.03.1965. |

