Изобретение в целом относится к способам изготовления древесно-волокнистой плиты, такой как плита из древесного волокна, стружки, щепы, опилок и т. п. , и более конкретно к способу изготовления древесно-волокнистой плиты, имеющей по меньшей мере одну обработанную поверхность, например тисненую, гладкую или украшенную узором. Плиту изготавливают из мата, состоящего из древесных опилок, стружек и/или волокон, а также отверждаемого или упрочняемого связующего, например смолы.
Композиционные древесные изделия типа плит могут быть сформированы путем уплотнения под нагревом и давлением рыхлого мата, состоящего из лигноцеллюлозных материалов, до тех пор, пока эти материалы не скрепятся между собой, образуя сплошное изделие типа древесины. Лигноцеллюлозные материалы могут иметь форму древесных материалов типа опилок, стружки, волокон и т.п., и следует помнить, что эти термины при использовании могут быть взаимозаменяемыми. Хотя существует возможность скрепления лигноцеллюлозных материалов при подходящих условиях нагрева и уплотнения без дополнительной обработки, но обычно материалы, образующие мат, до осуществления нагрева и уплотнения подвергают пропитке связующим, таким как смола, для улучшения скрепления материалов между собой и улучшения конечных свойств готового изделия.
Уплотнение мата обычно осуществляют в прессе. Обычный пресс для уплотнения пропитанного связующим мата из древесной смеси с приданием ему определенной прессованной формы, такой как, например, плита, включает в себя две прессовальные плиты, разделенные между собой и образующие гнездо пресс-формы. Обычно по меньшей мере одну плиту нагревают за счет теплопроводности, например, с помощью электронагревательных спиралей или путем пропуска нагретой жидкой или газовой среды, такой как пар, через каналы, расположенные в теле плиты. При соприкосновении с матом тепло передается от плиты к мату за счет теплопроводности. Прессовальные плиты, применяемые в обычном прессе, т. е. обычные прессовальные плиты, обычно имеют соприкасающуюся с матом поверхность, на которой отсутствуют отверстия или каналы. Наличие таких отверстий на контактной поверхности плиты может привести к возникновению дефектов на поверхности готового изделия. Таким образом, обычные плиты подходят для прессования "готовой" поверхности, т.е. поверхности, не требующей в ходе операций после прессования дальнейшей механической обработки или отделки, такой как зачистка шкуркой или выравнивание для получения поверхности, имеющей товарный вид. Поскольку отделочные операции после прессования, такие как зачистка шкуркой или выравнивание, для плит, полученных на обычном прессе, не требуются, обычная прессовальная плита может быть приспособлена для получения гладкой готовой поверхности, или тисненой, или украшенной узором готовой поверхности. После извлечения из пресса плиту можно сразу же направить потребителю, или же на готовую поверхность плиты можно нанести защитное и/или декоративное покрытие, такое как краска или морилка, для получения изделия улучшенного товарного вида.
Прессы, в которых применяются обычные прессовальные плиты, имеют ряд недостатков. Прессы, в которых применяются обычные прессовальные плиты, могут оказаться не пригодными для отверждения некоторых видов смол, отверждаемых при высокой температуре, поскольку перенос тепла от обычной плиты внутрь мата может быть замедленным, вызывая перепады температур по толщине мата, что нежелательно для надлежащего отверждения. Так, например, материалы, находящиеся рядом с поверхностью мата, могут подвергаться избыточному нагреву, вызывая слишком быстрое отверждение смолы и возгорание композиционных материалов и оказывая таким образом отрицательное воздействие на такие характеристики, как внешний вид и прочность скрепления. С другой стороны, внутренняя область мата может нагреваться недостаточно, так что композиционный материал не уплотняется в достаточной степени, а смола отверждается не полностью, что ведет к снижению внутренней прочности плиты. По указанным выше причинам, т.е. перепадам нагрева по толщине мата в процессе уплотнения и/или отверждения, оказывающим отрицательное воздействие на свойства плиты, обычные прессовальные плиты не пригодны для отверждения имеющих относительно большую толщину плит.
Кроме того, хотя обычные прессы успешно применяются при изготовлении древесно-волокнистых изделий с использованием только нагрева за счет теплопроводности (горячее прессование), современное производство требует сокращения производственных циклов на прессе и применения более прочных высокотемпературных смол для получения более разносторонних, более плотных и иногда обладающих большей толщиной древесно-волокнистых изделий. Известно, что недостатки обычных плит можно устранить путем подачи или инжекции пара непосредственно внутрь мата через усовершенствованные прессовальные плиты, снабженные паровыми инжекционными отверстиями, предназначенными для этой цели. Такое прессование общеизвестно под названием "парового инжекционного" прессования. Пар проходит из инжекционных отверстий в пустоты между образующими мат древесными частицами, стружкой и/или волокнами, обеспечивая таким образом быстрый и равномерный перенос тепла внутрь мата. Паровое инжекционное прессование обладает рядом преимуществ. Паровое инжекционное прессование ускоряет отверждение плит типовых размеров, в которых применяются обычные смолы, что способствует значительному сокращению длительности циклов прессования. Паровое инжекционное прессование допускает также использование смол с высокотемпературным отверждением, которые не всегда пригодны для использования при обычном прессовании и которые могут оказаться дешевле, безопаснее и/или давать более прочно связанный продукт. Таким образом, известно, что паровая инжекция ускоряет отверждение композиционного изделия, способствует улучшению качества продукта и сокращению длительности цикла производства древесных композиционных изделий, в особенности изделий, обладающих большой толщиной.
Преимущества паровой инжекции могут быть значительно усилены за счет применения инжекции в герметичном прессе, т.е. прессе, в котором пресс-форма изолирована от окружающей атмосферы. Этого можно добиться за счет наличия уплотнения по периметру полости. С другой стороны, весь пресс может быть изолирован в герметичной камере. Герметичный пресс позволяет значительно уменьшить или устранить потери ценного пара и облегчает инжекцию пара при повышенных температурах.
Паровое инжекционное прессование обычно считается не пригодным для получения "готовой" поверхности на изделиях типа плит, поскольку, как упоминалось выше, отверстия на прессовальной плите обычно способствуют появлению дефектов на поверхности прессованного изделия. Дефекты поверхности необходимо зачистить или удалить механическим способом путем, например, зачистки шкуркой или выравнивания в ходе производственных операций после прессования, что ведет к повышению стоимости и сложности производства. В дополнение к паровым инжекционным отверстиям плиты с инжекцией пара могут также быть снабжены каналами на поверхности контакта с матом, чтобы направлять поток инжектированного пара в различные части мата.
В процессе, который называется здесь "односторонней" инжекцией пара, мат прессуют между единственной паровой инжекционной плитой (плитой, снабженной паровыми инжекционными отверстиями), и обычной плитой, в которой отсутствуют паровые инжекционные отверстия. Пар, инжектируемый через единственную паровую инжекционную плиту, способствует отверждению мата и сокращению циклов прессования. Обычная плита в процессе односторонней инжекции пара позволяет избежать появления нежелательных дефектов на одной из поверхностей формованного изделия, обычно возникающих из-за наличия паровых инжекционных отверстий на паровой инжекционной плите.
Однако при односторонней инжекции пара междоузельный воздух в неотвержденном мате выталкивается паровым фронтом, движущимся от плиты с инжекцией пара в направлении обычной плиты, на которой отсутствуют паровые инжекционные отверстия. Одновременно второй паровой фронт, состоящий из влаги, превращенной в пар посредством тепла, подведенного от обычной плиты, направляет захваченный воздух в направлении плиты с инжекцией пара. Таким образом, воздух захватывается в сердцевине мата, обычно ближе к обычной плите, чем к паровой инжекционной плите, поскольку пар инжектируется под давлением. Воздух невозможно удалить через обычную плиту, поскольку в ней нет отверстий, и он захватывается между паровым фронтом и обычной плитой, или между фронтом инжекционного пара и вторым паровым фронтом. Если процесс осуществляется в герметичном прессе, проблема осложняется невозможностью удалить захваченный воздух через кромки мата. Кроме того, захваченный воздух может привести к возникновению разрывов и других дефектов в готовом изделии. Полученная плита обладает худшими физическими свойствами.
В патенте США 4162877, выданном Д.В.Нюбергу и др., описана система парового инжекционного прессования, включающая в себя две противоположных прессовальных плиты, ограничивающих пресс-форму, в которую помещают волокнистый мат с дальнейшим его прессованием для придания ему нужной формы. Только нижняя плита является плитой с системой распределения и инжекции пара, включающей в себя каналы питания инжекционных отверстий, а также внешний источник пара и вентиляционную систему, разделенные регулирующими клапанами. В верхней плите отсутствуют инжекционные или вентиляционные отверстия или сопла.
При использовании системы, описанной в патенте США 4162877, после помещения волокнистого мата в пресс-форму через каналы и отверстия в нижней плите пропускают пар, который инжектируют в прессованный волокнистый мат, расположенный в пресс-форме. После истечения заданного периода времени включаются регулирующие клапаны с целью прервать подачу пара и открыть пресс-форму для вентиляционной системы. Вентиляционная система использует каналы и инжекционные отверстия для отвода пара и влаги из пресс-формы.
Поскольку противоположная (верхняя) плита согласно патенту США 4162877 является "чистой", она может быть использована в качестве печатной формы для тиснения для выдавливания деталей на прессованном волокнистом мате, но только при условии, что мат обладает плотностью менее 0,7. При любой более высокой плотности мата следует использовать сетку, чтобы не допустить захвата воздуха рядом с верхней плитой.
К сожалению, во многих случаях применения пресса для тиснения плотность волокнистого мата превышает 0,7, и любое применение проволочной сетки, как показано в патенте США 4162877, исключает применение печатной формы для тиснения на противоположной плите.
Известно, что захваченный воздух может быть удален или выпущен из мата с помощью "продувки" пара через мат. Пар, инжектируемый в мат, пропускают по всей толщине мата и отводят из мата таким образом, что он выталкивает или выносит захваченный воздух из мата. Воздух можно "продувать", например, через кромки мата.
Однако продувочного пара, отходящего через кромки мата, недостаточно при производстве пиломатериалов определенных размеров из-за относительно небольшой площади поверхности кромок по сравнению с большой площадью поверхности мата, соприкасающейся с прессовальными плитами. Продувка пара через кромки не подходит также при применении герметичного пресса или в матах с большой плотностью, в которых величина потока ограничена. С другой стороны, пар можно инжектировать в мат из одной инжекционной прессовальной плиты и отводить через противоположную прессовальную плиту, снабженную отверстиями для создания "поперечного потока" пара в толще мата. В патенте США 4684489, описывающем процесс изготовления композиционной деревянной панели, предлагаются операции прессования без инжекции пара до первого положения прессования, последующего парового прессования с промежуточной "продувкой" паром в направлении от одной инжекционной плиты до противоположной инжекционной плиты, окончательного прессования с инжекцией пара из обеих плит и операция вакуумирования. Хотя существующая конструкция пресса "с поперечным потоком" позволяет пару равномерно и эффективно нагревать все участки мата, она исключает применение печатной формы для тиснения, когда одна поверхность полости остается "чистой", свободной от каких-либо инжекционных сопел, сеток, канавок или отверстий, т.е. такой, при которой на поверхности прессованного мата можно тиснить рельефные детали. Поэтому такой процесс не пригоден для получения плиты, имеющей по меньшей мере одну "готовую" поверхность.
В журнальной публикации Эрнста В. Сю, озаглавленной А Practical Steam Pressing Technology for Wood Composites, "Proceedings of the Washington State University International Particleboard/Composite Material Symposium", Pullman, Washington, April 10, 1991 (далее "Сю 1991") в общем показано, что инжекция пара подходит для изготовления древесных плит большой толщины. На с. 79 своей публикации Сю излагает следующий пример подходящего цикла пропаривания: замыкание пресса, инжекция пара под низким давлением (11 фунт/кв. дюйм (75,8 кПа) в течение 30 с), отвод пара, инжекция пара под низким давлением, инжекция пара под высоким давлением и размыкание пресса. Сю указывает также, что "в случае задержки инжекции мат, предназначенный для получения панели высокой плотности, может оказаться слишком спрессованным для эффективного проникновения пара, в особенности при слишком низком давлении пара".
Однако Сю не предлагает цикла прессования, пригодного для получения прочной, обладающей большой толщиной плиты с по меньшей мере одной готовой поверхностью.
Таким образом, существует потребность в процессе с односторонней инжекцией пара, позволяющем получать панель большой толщины с достаточной прочностью и плотностью и с по меньшей мере одной готовой поверхностью.
Настоящее изобретение направлено на создание способа изготовления композиционных древесных изделий в паровом прессе, в котором перед инжекцией пара происходит окончательное уплотнение мата. За окончательным уплотнением следует инжекция пара под низким давлением и продувка, достаточная для удаления воздуха из мата, после чего производится инжекция пара под высоким давлением для отверждения смолы.
Предпочтительным является применение способа в "одностороннем" паровом инжекционном прессе, т.е. прессе, имеющим паровую инжекционную плиту, расположенную против гладкой или снабженной узором обычной плиты. Способ включает в себя следующие операции пропаривания:
полное уплотнение мата;
инжекция пара под низким давлением (25-75 фунт/кв. дюйм (172,4-517,1 кПа), предпочтительно 50 фунт/кв. дюйм (344,7 кПа); в течение 30-120 с, предпочтительно 90 с) с последующей продувкой через отверстия для инжекции пара паровой инжекционной плиты, достаточной для удаления из мата захваченного воздуха; и
инжекция пара под высоким давлением для отверждения связующего (100-250 фунт/кв. дюйм (689,5-1724 кПа), предпочтительно 200 фунт/кв. дюйм (1379 кПа); в течение 30-120 с, предпочтительно 90 с).
Способ делает возможным равномерное отверждение пропитанных связующим уплотненных волокнистых матов с использованием одной плиты с распределением пара и одной обычной плиты. Таким образом, процесс дает возможность тиснения готовой поверхности со стороны древесной плиты, обжатой обычной плитой.
Другой вариант реализации может включать в себя следующие операции: инжекция из первой плиты пара под низким давлением до первой части мата по толщине, подача пара, достаточная для повышения температуры первой части мата по толщине до 100oС или более, продувка первой плиты, передача тепла из второй плиты во вторую часть мата по толщине, тепла, достаточного для удаления воздуха из пор мата, и инжекция пара под высоким давлением из первой плиты для отверждения мата.
В соответствии с настоящим способом древесное волокно предпочтительно готовят обычными способами формирования мата. Аналогичным образом обычными способами производится пропитка древесного волокна и формирование из него мата, так что полученная в результате в условиях герметизации прессованная плита имеет следующий состав по весу: древесное волокно с содержанием влаги 5-15%; 4-8% связующего на основе фенольной смолы; 1-4% парафина и 0,5-1,0% бората цинка. Очевидно, что состав по весу на основе общего сухого веса плиты по существу одинаков до и после прессования. Содержание влаги в мате до прессования составляет приблизительно 7-12%, а содержание влаги в готовой прессованной плите составляет около 4-8%.
Парафин придает полученному в условиях герметизации прессованному изделию водоотталкивающие свойства. Борат цинка служит фунгицидом, а хлорид алюминия способствует улучшению механической обрабатываемости полученного в условиях герметизации прессованного изделия. При желании к древесным волокнам можно добавить другие известные добавки или пропитки. Как отмечено выше, способ будет также хорошо работать с матом, выполненным из других лигноцеллюлозных материалов, таких, например, как древесные щепки или опилки.
Предпочтительным связующим является фенольная смола, которая медленно отверждается и обладает щелочностью менее 2,5% при рН менее 10. Время формирования в кипящей воде геля из предпочтительной смолы должно превышать 20 мин и предпочтительно составлять от 20 до 60 мин. (Время формирования геля определяют стандартным способом испытания смол, применяемым для установления относительной скорости отверждения смол различных видов или различного химического состава путем измерения скорости отверждения смолы при температуре 212oF (100oC). Связующее добавляют к древесным волокнам и из смеси формируют волокнистый мат, подвергаемый полному прессованию между плитами пресса. После полного прессования мата в ходе первой инжекции тепло в форме пара подводят для удаления воздуха, а в ходе второй инжекции - для отверждения смолы по всему объему мата. Для использования в этом процессе подходят другие связующие, такие, например, как термореактивные смолы типа карбамидоформальдегидной, фенолформальдегидной, резорцинформальдегидной смол, конденсированного фурфурилового спирта или органических полиуретанов. Связующее скрепляет древесные волокна, придавая прессованному волокнистому мату конструктивную целостность и способность сохранять нужную форму.
Ранее считалось, что односторонняя инжекция пара не может осуществляться при работе с матом высокой плотности, в особенности с матом, обладающим большими поперечными размерами, что связано с проблемами, касающимися проникновения пара, захваченного воздуха и выдувания смолы. Считалось, что уплотнение препятствует эффективному проникновению пара. Повышение давления инжектированного пара с целью облегчить проникновение пара ведет к возникновению парового фронта, движущегося от паровой инжекционной плиты в направлении обычной плиты, где находится захваченный воздух. Захваченный воздух не может быть удален через обычную плиту и достигает давления, равного давлению инжектированного пара. Захваченный воздух не позволяет пару касаться связующего в отдельных частях мата, не допуская таким образом отверждения этих участков мата. Кроме того, при размыкании пресс-формы и внезапном сбросе давления захваченный воздух, накопившийся в уплотненном и отвержденном изделии, может привести к возникновению дефектов, например, поверхностных повреждений или изъянов готового изделия. Кроме того, считают, что инжекция пара под высоким давлением ведет к выдуванию смолы, т.е. нежелательному отделению смолы от древесных частиц или волокон под воздействием силы инжекции пара, обычно в тех частях мата, которые ближе всего расположены к инжекционным отверстиям. Выдувание смолы ведет к появлению дефектов в готовом изделии.
Предлагаемый способ позволяет решить проблему захваченного воздуха, избегая при этом выдувания смолы. Инжекция пара под низким давлением с последующей продувкой ведет к удалению захваченного воздуха из мата. Выдувание смолы предупреждается полным затвердением мата и сохранением пресса закрытым до применения любой инжекции пара. Выдувание смолы предупреждается также за счет тщательного сброса давления в затвердевшем мате, предпочтительно через паровые инжекционные отверстия, перед раскрытием пресс-формы для извлечения готового изделия. Предупреждение выдувания смолы и удаление захваченного воздуха допускают применение пара под высоким давлением, который проникает по всему мату для отверждения связующего. В свою очередь, пар под высоким давлением допускает быстрое отверждение связующих с замедленной скоростью отверждения и/или высокой температурой отверждения, таких, например, как фенольные смолы. Фенольные смолы, примененные в меньших количествах, обеспечивают получение после отверждения свойств, сопоставимых с другими известными смолами, обеспечивая, таким образом, более высокую экономичность их использования. Фенольные смолы более безопасны, чем предпочитаемые в настоящее время смолы MDI. Таким образом, полученная готовая плита демонстрирует улучшенные рабочие характеристики и производится более дешевым и безопасным способом за период прессования, сопоставимый с обычными способами.
После пропитки и формирования мата его загружают в пресс. Односторонний паровой пресс, который может быть использован для прессования мата и связующего с приданием ему заданной формы, включает в себя две плиты с обращенными друг к другу поверхностями, образующими соответственно верх и дно пресс-формы. Пресс имеет обычную горячую прессовальную плиту с "чистой" прессовой поверхностью, на которой отсутствуют инжекционные или вентиляционные отверстия. "Чистая" прессовальная поверхность обычной плиты обращена к снабженной отверстиями прессовой поверхности паровой инжекционной плиты. Ограничительная рама крепится по периметру обычной плиты. Кромки пресс-формы ограничиваются, таким образом, ограничительной рамой. При замыкании пресса уплотнительные кольца обеспечивают герметичность разъема ограничительной рамы и периметра паровой инжекционной камеры с образованием герметичной пресс-формы/пропарочной камеры. Ограничительная рама может выполнять ряд функций, включая установление расстояния в пресс-форме между плитами, сведение к минимуму потерь пара по кромкам мата и иную стабилизацию мата в процессе прессования.
Обычная плита благодаря отсутствию на ее поверхности отверстий пригодна для прессования "готовой" поверхности на одной из сторон затвердевшего мата. Как было указано выше, готовая поверхность уплотненной плиты может быть гладкой, или может быть подвергнута тиснению с чрезвычайно детальным рисунком, перенесенным с прессовой поверхности обычной плиты. Паровая инжекционная плита содержит на прессовой поверхности множество паровых инжекционных отверстий, которые снабжаются по паровым распределительным каналам, расположенным в теле плиты. Множество паровых инжекционных отверстий обеспечивают движение текучих сред между пресс-формой, с одной стороны, и внешним источником пара и вентиляционной системой, с другой стороны, разделенными регулировочными клапанами. Таким образом, плита может применяться, за счет манипулирования регулировочными клапанами, к инжекции пара в объем мата через паровые инжекционные отверстия и к удалению пара, избыточной влаги и воздуха из мата через те же паровые инжекционные отверстия. С другой стороны, на прессовой поверхности паровой инжекционной плиты могут быть выполнены паровые индукционные отверстия, соединенные с источником пара, и вентиляционные отверстия, соединенные с вентиляционной системой, так что операции инжекции и вентиляции оказываются изолированными друг от друга, и управление ими может осуществляться раздельно. При такой альтернативной компоновке сообщение между системой подачи пара и вентиляционной системой осуществляется через мат, находящийся в пресс-форме.
В ходе парового инжекционного процесса должна существовать возможность нагрева каждой плиты, например с помощью электрических нагревательных спиралей или путем пропуска пара через соответствующие каналы, размещенные в теле плиты, до температуры, превышающей или равной температуре инжектированного пара. Поддержание температуры плит на уровне, превышающем или равном температуре инжектированного пара, позволяет избежать конденсации инжектированного пара в мате с преобразованием избыточной влаги в пар.
После загрузки и размещения мата между прессовальными плитами происходит замыкание пресса и полное уплотнение мата за счет движения по меньшей мере одной из двух прессовальных плит по направлению к другой вплоть до конечного положения уплотнения. Толщина мата после полного уплотнения по существу равна толщине конечного продукта. Так, например, облицовочная плита может иметь толщину приблизительно в полдюйма (12,7 мм), в то время как обрезная доска может иметь толщину 1 дюйм (25,4 мм) или более. Полностью уплотненный мат, т.е. древесно-волокнистая плита, имеет плотность в диапазоне от 0,65 до 0,85 г/куб. см. Предпочтительная плотность уплотненного мата равна 0,80 для полудюймовой плиты и 0,70 для дюймовой плиты.
После полного уплотнения мата производят первую инжекцию пара в мат при низком давлении, в достаточном количестве и в течение времени, достаточного для повышения по меньшей мере до 100oС по всей толщине мата, в которую может проникнуть пар, т.е. по толщине мата, в которой отсутствует захваченный между частицами воздух. В данном контексте под "низким давлением" подразумевается давление ниже 100 фунт/кв. дюйм (689,5 кПа). В случае продукта с весовым составом, предложенным выше, пар с температурой приблизительно 250-300oF (121,1-149oС) инжектировали под давлением 50 фунт/кв. дюйм (344,7 кПа) в течение 90 с для повышения температуры по существу по всей толщина мата до 212oF (100oC). Однако с предпочтительным материалом, т.е. древесным волокном, такие переменные, как, например, толщина и плотность мата, применяемая смола и т.д., окажут влияние на первый цикл инжекции пара, который может осуществляться под давлением 25-75 фунт/кв. дюйм (172,4-517,1 кПа) в течение периода в 30-120 с. Понятно, что рассматриваются другие сочетания лигноцеллюлозных материалов и смол, которые потребуют подходящего давления инжекции пара менее 100 фунт/кв. дюйм (689,5 кПа), применяемого в течение времени, достаточного для проникновения в те части мата, в которых отсутствует захваченный воздух.
Когда температура достаточной части мата достигает 212oF (100oС), инжекция пара под низким давлением прекращается. Путем манипулирования регулирующими клапанами систем инжекции пара и вентиляции паровые инжекционные отверстия на прессовой поверхности паровой инжекционной плиты переключаются на выполнение функции продувки пара и открываются с достижением давления, близкого к атмосферному. Пар под низким давлением, накопленный в мате, отходит через эти отверстия, вынося вместе с собой избыточную влагу и воздух. Кроме того, температура обычной плиты по меньшей мере равна или превышает температуру инжектированного пара. Таким образом, тепло, подведенное к мату от обычной плиты, преобразует находящуюся в мате избыточную влагу в пар, который также направляет воздух через вентиляционные инжекционные отверстия. В паровых инжекционных отверстиях поддерживают давление, близкое к атмосферному, до тех пор, пока мат не будет очищен от воздуха. После удаления воздуха, захваченного матом, отверстия переключают с выполнения функции продувки на функцию инжекции пара.
Вторая инжекция пара применяется к мату при давлении, достаточном для отверждения связующего и затвердевания мата. Вторую инжекцию пара выполняют предпочтительно при высоком давлении. В данном контексте под "высоким давлением" подразумевается давление 100 фунт/кв. дюйм (689,5 кПа) или более. В случае продукта с весовым составом, предложенным выше, пар с температурой приблизительно 330-400oF (166-204oС) инжектировали под давлением 200 фунт/кв. дюйм (1379 кПа) в течение 90 с, но могли инжектировать под давлением в диапазоне от 100 до 250 фунт/кв. дюйм (689,5-1724 кПа) в течение 30-120 с. После инжекции пара под высоким давлением, достаточной для достижения нужной степени отверждения связующего, инжекцию пара прекращают.
Отверстия на плите вновь переключают на выполнение функции продувки, а давление в мате сбрасывают перед размыканием пресс-формы. После вентиляции, достаточной для того, чтобы не допустить появления в изделии дефектов, пресс-форму размыкают. Извлекают формованную, отвержденную древесно-волокнистую плиту.
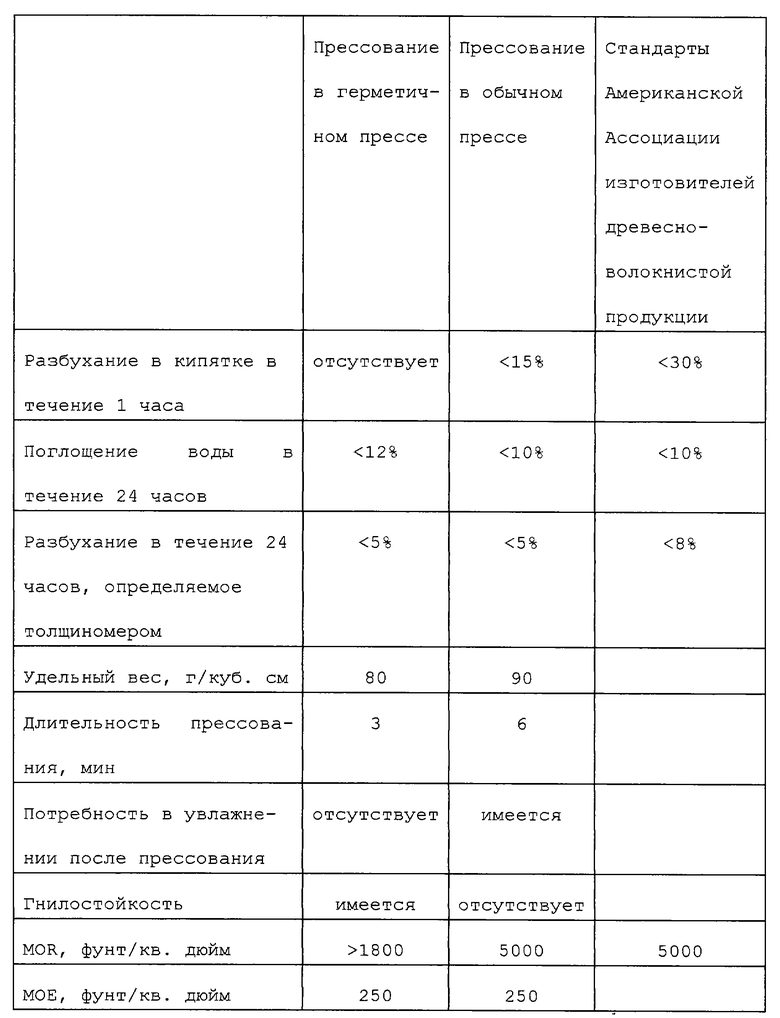
Образцы плит толщиной в полдюйма (12,7 мм) приготовили на обычном прессе известными способами и на герметичном прессе способом, являющимся предметом настоящего изобретения. Суммарное сопоставление характеристик показано ниже в таблице. Стандарты Американской Ассоциации изготовителей древесно-волокнистой продукции приведены в правой колонке таблицы.
"Разбухание в кипятке в течение 1 часа" является тестом, применяемым для определения относительной долговечности древесно-волокнистой плиты путем расчета изменения толщины плиты в процентах после погружения образца плиты размерами 1х12 дюймов (25,5х305 мм) на один час в кипящую воду. После извлечения из кипящей воды измеряют толщину образца плиты и сравнивают ее с толщиной образца плиты до погружения в кипящую воду. Разницу между полученными значениями применяют для расчета изменения в процентах.
Приведенные в таблице сравнительные результаты показывают, что образцы полученных согласно настоящему изобретению прессованных в условиях герметизации изделий демонстрируют значительно улучшенное (пониженное) разбухание в кипятке и гнилостойкость, более низкий удельный вес (плотность), уменьшение или устранение потребности в увлажнении после прессования и значительно более краткую длительность прессования.
Важным преимуществом настоящего изобретения по сравнению с обычным прессованием является уменьшение или отказ от увлажнения после прессования. Известно, что колебания содержания влаги в готовой древесно-волокнистой плите после ее изготовления вызывают нежелательные изменения размеров, такие как, например, линейное расширение или коробление изделия. В условиях обычного использования изделия поглощают и теряют влагу под воздействием различных факторов окружающей среды, таких, например, как влажность, дождь, засуха и т.п. Для того чтобы избежать нежелательных изменений размеров при конечном использовании, древесно-волокнистые плиты обычно подвергают увлажнению после применения обычных способов прессования с целью повышения среднего уровня содержания влаги в изделии до уровня, подходящего для конкретной географической или климатической зоны с целью свести к минимуму колебания содержания влаги. Увлажнение после прессования способствует повышению влаги в готовых древесно-волокнистых плитах. Увлажнение после прессования особенно важно для изделий, полученных путем обычного прессования горячей плитой, когда по существу вся влага выпаривается во время прессования, так что изделие покидает пресс, почти не содержа влаги.
Идеальное содержание влаги в композиционных древесных изделиях должно составлять обычно 7% (с отклонением порядка 2%) для зон с сухим климатом и 12% или более для зон с влажным климатом. Как указано выше, в плитах, полученных согласно настоящему изобретению, содержание влаги составляет 4-8%. Таким образом, плиты, полученные согласно настоящему изобретению, оказываются особенно пригодными для внутреннего или наружного применения в различных климатических условиях при частичном или полном отказе от увлажнения после прессования. Области применения, предусмотренные для древесно-волокнистых плит, включают их применение в качестве отделочных материалов, ограждений, обшивки, опалубки, элементов окон и дверей, упаковочных материалов для мебельной промышленности, поддонов и контейнеров, при производстве формовок и древесно-волокнистых изделий, элементов украшений, таких как бельведеры, ставни, стеновые панели и стеновые системы. Понятно, что предусматриваются также многочисленные другие области применения, хотя и не указанные специально.
Хотя предпочтительные варианты реализации изобретения описаны в иллюстративных целях, специалисту в данной области техники должно быть понятна возможность многочисленных добавлений, модификаций и замен без изменения объема и существа изобретения, оговоренных в прилагаемой формуле изобретения.
Изобретение относится к деревообрабатывающей промышленности. Согласно способу производится формирование мата из древесных волокон, пропитанных связующим. Мат загружают в пресс-форму, образуемую двумя прессовальными плитами. Первая прессовальная плита является обычной плитой горячего прессования, в которой отсутствуют отверстия. Обычная плита может быть гладкой или снабженной рисунком для тиснения одной поверхности готового продукта. Другая прессовальная плита является паровой инжекционной плитой с паровыми инжекционными отверстиями. Пресс-форма герметизируется с последующим полным уплотнением мата. Первый объем пара инжектируют в мат через паровые инжекционные отверстия под давлением и в течение времени, достаточного для повышения температуры, по меньшей мере, части мата по толщине до 100oС. Инжектированный пар выпускают из мата через паровые инжекционные отверстия с выносом захваченного воздуха и влаги. Второй объем пара инжектируют в мат через паровые инжекционные отверстия под давлением и в течение времени, достаточных для отверждения связующего. Второй объем пара выпускают из мата через паровые инжекционные отверстия перед размыканием пресс-формы. Изобретение позволяет улучшить свойства готового изделия. 5 с. и 26 з.п.ф-лы, 1 табл.
| US 4162877 А, 31.07.1979 | |||
| US 4684489 А, 04.08.1987 | |||
| US 4393019 А, 12.07.1983 | |||
| Способ непрерывного изготовления древесноволокнистых плит | 1989 |
|
SU1691104A1 |

