Область техники
Изобретение относится к способу изготовления и соответствующему устройству для конструктивного элемента, изготовленного из древесного материала, такого как волокно или стружка, а также к конструктивному элементу, изготовленному с применением указанного способа. В частности, изобретение относится к плитам, изготовленным из древесных волокон.
Уровень техники
Типичный известный способ изготовления плиты из древесного волокна известен из статьи в отраслевом журнале НК 1/88, с.74-75 "Изготовление ДВП средней плотности". Отваренная щепа подается в так называемый рафинер. В рафинере щепа под воздействием температуры и давления с помощью растирающего диска превращается в волокна. Из рафинера волокна удаляются с помощью пара и направляются дальше по трубопроводу, называемому "Blow-Line". Давление пара составляет при этом около 10 бар. Температура поддерживается в пределах 150-160°С. В "Blow-Line" добавляется клей. В качестве клея применяются фенолформальдегидные смолы, мочевиноформальдегидные смолы и смешанные смолы на основе мочевины и меламина. После добавления клея "Blow-Line" расширяется. Расширение вызывает турбулентность. Клей смешивается с волокнами. Доля клея относительно волокон составляет около 22% по весу.
Волокна, смешанные с клеем, подаются слоями в формовочную машину. Прессование волокон производится предпочтительно в два этапа. Сначала может выполняться необязательный этап предварительного прессования. Затем из предварительно спрессованных волокон под высоким давлением и при подводе тепла прессуется плита.
Установка для нанесения клея при изготовлении древесноволокнистых плит известна из документа ЕР 0744259 А2. Способ изготовления плит из древесного материала изложен в документе US 5554330. В документе GB 791554 описан способ смешивания твердых и жидких составных частей. Описание устройства для непрерывного нанесения клея на древесную стружку содержится в документе DE 4115047 С1. Способ непрерывного смешивания стружечных и волокнистых материалов со связующими можно найти в документе DE-OS 1956898. Извлечение клея из древесных материалов описано в РСТ/1В 98/00607 и WO 98/37147.
Способ уменьшения времени прессования за счет предварительного нагрева осуществляется следующим образом.
Перед тем как волокнистый материал с нанесенным на него клеем поступит на двухленточный пресс для изготовления ДВП средней плотности или т.п. изделий производится его предварительное прессование. Для этого предусмотрены две ленты конвейера, расположенные одна над другой. Предварительно прессуемый материал подается для этой цели между обеими лентами. В лентах конвейера имеются ячейки или отверстия, через которые пропускается горячий пар. Горячий пар попадает при этом в поверхностные зоны предварительно прессуемого материала. Этим обеспечивается предварительный подогрев материала. В результате предварительного подогрева можно еще больше сократить время, затрачиваемое на основной процесс. А поскольку в материал вносится влага, тепло может к тому же благодаря влаге сильнее, лучше, а значит быстрее проникать в материал. Следовательно, предварительное увлажнение повышает теплопроводность прессуемого ковра.
Другое преимущество способа увлажнения состоит в том, что могут быть получены более твердые покровные слои без затраты относительно большого количества древесины. Если целенаправленно производить напыление или увлажнение поверхности, а внутреннюю часть (сердцевину) оставлять во время прессования относительно сухой, то будут целенаправленно прессоваться и упрочняться поверхности. Влажный материал легче прессуется, чем сухой. Благодаря этому уплотняются, а следовательно, становятся тверже поверхностные зоны.
Способы предварительной паровой обработки изложены в документах DE-OS 4441017, US 111795, а также в датской патентной заявке №0302/97.
DE-OS 2058820 описывает применение горячих газов в прессах непрерывного действия. Перегретый пар подводится к прессуемому материалу через пропускающие газ ленточные сита, причем подвод газа происходит в зоне упрочнения и калибровки, т.е. в зоне высокого уплотнения главного пресса непрерывного действия. Пропускающая газ ленточная конструкция образует на поверхностях изготовленных древесностружечных и древесноволокнистых плит меченую поверхностную структуру, которую приходится затем сошлифовывать с затратой значительных усилий.
DE-PS 3914106 относится к предварительному подогреву прессуемых ковров паровым импульсом, т.е выпускаемый ударным образом пар, при котором используются не перфорированные, а сплошные стальные ленты. Поэтому на готовых прессованных плитах не образуется меченой поверхностной структуры. Однако это сопряжено с затрудненным проникновением тепла в прессуемые ковры вследствие того, что стальные ленты не пропускают пара, и это приводит к увеличению времени прессования.
DE 4441017 А1 также относится к установке для непрерывного изготовления плит из нагреваемых материалов, в которой прессуемый ковер предварительно нагревается во время прессования импульсами пара, направленными перпендикулярно к пропускающему пар ленточному ситу. Но это может приводить к выдуванию волокон из прессуемого ковра под действием паровых импульсов, вследствие чего снижается качество поверхности готовой волокнистой плиты и загрязняется установка.
Раскрытие изобретения
Задача изобретения состоит в создании усовершенствованного, быстрее реализуемого и более экономичного способа изготовления плит упомянутого выше типа, а также устройства для реализации этого способа и изготовленного по этому способу конструктивного элемента.
Согласно изобретению предлагается в устройстве для паровой обработки движущегося относительно устройства полотна направлять паровой импульс, т.е выпускаемый ударным образом пар, не перпендикулярно, а наискось, под углом к поверхности полотна. Когда паровой импульс направлен на поверхность, состоящую, например, из пропитанных клеем волокон, лежащих на ленте конвейера, не перпендикулярно, то меньше волокон выдувается из полотна, которым могут быть нетканый войлок, волокнистый мат или прессуемый ковер. Снижается расход материала, улучшается качество поверхности готового изделия и уменьшается загрязнение производственного оборудования разлетающимися выдуваемыми волокнами. Отверстия для выхода пара предназначены для того, чтобы ускорить и ориентировать в нужном направлении пар, направляемый из резервуара на полотно.
Полотном в смысле настоящего изобретения называется верхняя или нижняя сторона нетканого материала, который подается в пресс, в частности в каландровый пресс. Угол является косым (в смысле изобретения), если он больше 0° и меньше 90° в любом направлении относительно поверхности. Опыты показали, что наиболее благоприятные результаты получаются при угле в пределах между 20° и 60°. Благоприятными результатами считаются такие, когда по сравнению с вертикально направленным импульсом пара уменьшается количество выдуваемых волокон и деформация поверхности, и в то же время обеспечивается проникновение горячего пара в полотно, позволяя сократить время прессования. Направление дутья парового импульса может быть любым, т.е., например, навстречу или поперек направления движения полотна. Опытами было установлено, что чем быстрее движется лента конвейера, а значит чем быстрее движется полотно относительно паровой головки, тем меньше может быть сделан угол. Например, в каландровых прессах особенно хорошие результаты были получены при углах в пределах от 45° до 60°, особенно при угле 53° при скорости конвейера 55 м/мин, и в пределах от 20° до 40°, особенно при угле 30° при скорости конвейера 60-70 м/мин.
Слишком большие, т.е. слишком крутые, углы приводят к образованию полос и промоин или лунок, так как свободные волокна, на которых не осталось клея, могут вымываться.
Предпочтительно, чтобы паровой импульс был направлен навстречу направлению движения полотна. При этом увеличивается скорость движения частиц пара относительно полотна, вследствие чего увеличивается глубина проникновения пара. Этим повышается плотность энергии на единицу поверхности. Это вызывает, с одной стороны, внесение большего количества энергии, т.е. больший нагрев краевых зон поверхности, а с другой стороны, утолщение поверхностного слоя с повышенной теплопроводностью благодаря проникшей влаге. Вследствие этого в главном прессе тепло, необходимое для затвердевания, может быть внесено в полотно быстрее и глубже.
Дальнейшее сокращение времени прессования достигается в случае, если возможна обработка паром поверхности полотна с обеих сторон.
Размещение отверстия выпуска пара на поворотной паровой головке или паровой поверхности позволяет легко регулировать угол обдува. С одной стороны, возможность поворота означает возможность установления оптимального угла обдува в ходе работы установки для достижения определенного результата работы, например в случае изменения толщины плиты с 10 мм на 20 мм или изменения состава связующих. С другой стороны, возможность поворота означает также, что, например, при монтаже устройства можно установить раз навсегда угол обдува, рассчитанный на определенные условия применения, который уже нельзя изменять. Для изготовителя таких устройств паровой обработки из этого вытекает то преимущество, что ему не нужно предусматривать различные варианты паровых головок для различных случаев применения, и он может применять одну единственную стандартную паровую головку.
В одном варианте ось поворота паровой головки выполнена так, что можно изменять угол только против направления движения перемещаемого полотна. Это уменьшает трудоемкость монтажа и вероятность ошибочных действий при обслуживании.
В одном конструктивном варианте предусматривается исполнительный механизм для изменения направления парового импульса. Этим повышается гибкость устройства предварительной паровой обработки, так как такое решение позволяет удобнее реагировать на изменение условий эксплуатации с помощью управляющих устройств, например компьютера или потенциометра. Управляющие устройства управляют исполнительным механизмом. Если, например, на потенциометре установлено значение 30°, то устройства управления обеспечат, чтобы исполнительный механизм установил выпускные отверстия для пара в такое положение, чтобы паровой импульс направлялся на полотно под углом 30°.
Устройства управления могут действовать и так, чтобы они отображали определенные с помощью опытов результаты. Например, на потенциометре может быть шкала с различными относительными скоростями. При установке на шкале определенной относительной скорости исполнительный механизм управляется таким образом, что для парового импульса будет установлен определенный установленный опытным путем оптимальный угол.
Устройства управления могут, конечно, учитывать и несколько различных параметров, например относительную скорость и толщину полотна. Устройства управления могут быть реализованы и так, чтобы пользователь находил оптимальный угол в таблице и сам устанавливал его. Такая таблица может закладываться и в компьютер, что позволит избежать ошибок при обслуживании.
Еще в одном варианте реализации предусмотрены, кроме того, датчики, которые, по меньшей мере, определяют относительную скорость и/или толщину материала, что опять-таки воспрепятствует ошибочной интерпретации человеком. Кроме того, преимущество применения датчиков состоит в том, что необходимые параметры для установления оптимального угла могут быть переданы точно, без опасности человеческой ошибки. Этим может быть обеспечена непрерывная оптимизация процесса. Хотя в нормальных эксплуатационных условиях такие параметры, как скорость и толщина полотна остаются постоянными, возможность непрерывной оптимизации парового импульса может быть очень полезной при опытной эксплуатации, когда в экспериментальных целях все время меняются такие параметры, как, например, толщина, состав или скорость.
В одном из других вариантов предлагается при определении оптимального угла учитывать ряд параметров, в частности скорость ленты конвейера, давление нажимного валика, в особенности в каландровых прессах.
Другой вариант предусматривает, что полотно является нетканым волокнистым материалом для изготовления конструктивных элементов пластинчатой формы, в особенности ДСП и ДВП средней и высокой плотности. Предлагаемый способ позволяет изготавливать такие плиты особенно экономично, так как благодаря оптимизированному способу предварительной паровой обработки, не имеющему обычных недостатков, время прессования можно снизить вдвое, с 7 до 3,2 с на 1 мм толщины плиты.
Движущиеся синхронно с полотном ленточные сита облегчают предварительное уплотнение нетканого материала, перемещают его по направлению к прессу, частично проницаемы для парового импульса и в тоже время сохраняют форму нетканого материала. Размер ячеек должен быть выбран в зависимости от изготовляемого изделия так, чтобы обеспечивалась достаточная проницаемость для пара, и в то же время не образовывалось промоин и выдувания волокон под действием водяного пара. Размер ячеек от 1/10 до 5/10 обеспечивает достаточно малый диаметр отверстий, чтобы через них не могли проходить волокна, и сито могло транспортировать и направлять ковер. В то же время такой размер ячеек обеспечивает обработку паром.
Ленточные сита на верхней и на нижней стороне полотна способствуют усиленному предварительному подогреву полотна. Ленточные сита в смысле изобретения - это все средства, пригодные для осуществления вышеперечисленных эффектов, а следовательно, также проницаемые для пара тканые ленты.
Благодаря наличию вытяжных устройств для удаления отходов с ленточных сит предотвращается засорение отверстий и обеспечивается равномерное действие пара. Поэтому полезно предусматривать вытяжку на обеих сторонах ленты.
Еще в одном варианте к пару добавляются присадки, чтобы целенаправленно изменять поверхностные свойства плит, изготовляемых из полотна посредством прессования. Посредством добавки определенных веществ поверхность может быть сделана, например, тверже. Это, в частности, улучшает изоляцию от ударного шума. И, вообще, твердая поверхность пола всегда желательна. С помощью добавок можно также целенаправленно снизить склонность к набуханию. Чем меньше набухание, тем больше стабильность и влагостойкость материала, спрессованного в плиту. В тонких плитах толщиной меньше 5 мм присадки могут содержать вещества на основе сульфата. Они ускоряют затвердевание поверхности, в частности, благодаря сульфату. В тонких плитах хлориды действуют слишком быстро, что может привести к нежелательному образованию соляной кислоты.
При более толстых плитах, толщина которых превышает 5 мм, напротив, применяются вещества на основе хлорида, причем именно хлорид оказывает ускоряющее действие. Было установлено, что применение хлорида особенно эффективно при низких скоростях каландрового пресса. Низкой считается скорость меньше 30 м/мин.
В качестве добавок могут применяться также смачивающие средства, например моющее средство Pril®, для уменьшения поверхностного натяжения. Лучшее смачивание всей поверхности в целом способствует лучшему уплотнению поверхностной зоны и тем самым получению более гладкой поверхности.
Улучшенное уплотнение поверхностного слоя может быть также достигнуто с помощью силикона, который можно добавлять к водяному пару, в особенности в сжиженном состоянии.
Вследствие добавления присадок к пару концентрация в полотне по мере удаления от поверхности убывает, поскольку применяются преимущественно в зоне, близкой к поверхности.
Предложенное устройство для предварительной паровой обработки и соответствующий способ особенно пригодны для производства древесных конструктивных элементов в форме плит, изготовляемых путем прессования, например, на каландровых прессах. Здесь, как показал опыт, можно сократить время прессования на 50%.
Если производить предварительную паровую обработку непосредственно перед прессованием полотна, то полотно перед процессом прессования охлаждается лишь незначительно. Чем выше температура полотна перед прессованием, тем быстрее можно произвести прессование. Таким образом, паровую обработку, производимую непосредственно перед прессованием, следует понимать так, что энергия, внесенная в полотно в результате предварительной паровой обработки, лишь в очень незначительной степени уходит перед прессованием в окружающую среду. Устройство предварительной паровой обработки должно быть установлено перед прессом, так как в самом прессе, в котором, как правило, применяются непроницаемые для пара стальные ленты, пар не может проникнуть через ленты. Применение перфорированных лент здесь невозможно, так как это не позволит получить гладкую поверхность.
Многослойные панели пользуются в настоящее время все большей популярностью, особенно в качестве напольных покрытий, и поэтому изготовляются в больших количествах. При этом имеются в виду плиты, которые можно особенно экономично изготовлять в соответствии с предлагаемым изобретением и которые покрываются декоративным слоем, например, из настоящего дерева или путем нанесения печати на лицевой стороне с износостойким слоем поверх декоративного слоя, а также с бумагой для защиты пола от коробления, проложенной под плитой.
Еще больше сократить время прессования можно при паровой обработке полотна с обеих сторон.
Дальнейшие преимущества вытекают из следующего описания и прилагаемого чертежа. Упомянутые выше, а также перечисляемые ниже признаки могут также согласно изобретению применяться как по отдельности, так и в любых комбинациях между собой. Приведенные примеры реализации не имеют ограничивающего значения и служат только в качестве примеров, при этом на чертеже представлено схематическое изображение каландрового пресса с установленной перед ним установкой паровой обработки согласно изобретению.
Предварительное прессование ниже 90° преимущественно, т.к. связующее не затвердевает преждевременно.
Осуществление изобретения
Устройство и способ могут быть реализованы следующим образом.
Предварительно промазанные клеем волокна поступают в один или несколько сепараторов, не изображенных на чертеже. Из сепараторов предварительно промазанные клеем волокна подаются на не изображенную настилочную станцию. Настилочная станция передает предварительно промазанные клеем волокна на ленточный конвейер. Ленточный конвейер переносит волокна на не изображенный подпрессовочный пресс. Здесь волокна прессуются обычно на 2/3. Подпрессовочный пресс состоит из не изображенных вращающихся лент, между которыми пропускаются волокна, которые прессуются, образуя волокнистую рогожку или волокнистый ковер. После этого волокна проходят через не показанную формовочную линию, в которой имеются различные устройства, придающие волокнам требуемую форму. Формовочная линия передает волокнистый материал в устройство 1 паровой обработки по чертежу в соответствии с изобретением. Здесь волокна обрабатываются паром сверху под косым углом. Волокна могут также разделяться параллельно ленте конвейера и, таким образом, обрабатываться паром "внутри", что на чертеже не показано. В целях наглядности устройство 1 паровой обработки показано только на верхней стороне полотна 3, но может, разумеется, располагаться одновременно и с нижней стороны полотна.
Устройство 1 паровой обработки состоит в основном из опускаемой с помощью привода 12 паровой поверхности или паровой головки 11, из которой на нижней стороне может выходить пар. Чтобы не повредить паровой головкой еще мягкую поверхность полотна 3, движущегося на чертеже вправо, между паровой головкой 11 и полотном 3 проходит вращающаяся лента 13, движущаяся синхронно с полотном 3. Во вращающейся ленте 13 предусмотрены отверстия для прохода пара, ее направляют и натягивают приводной вал 14а, направляющий валик 14b и натяжной или направляющий валик 14с.
При этом принципиально важно, чтобы не возникало относительного движения между полотном 3 и покоящимися элементами, например паровой поверхностью 11 или вращающимся ленточным ситом 13. Исполнительный механизм 12 позволяет приспособиться к различной толщине и геометрии плит и может даже использоваться для некоторого уплотнения ковра. Подающий ленточный конвейер 4 на нижней стороне движется, разумеется, вместе с полотном, а в случае установки устройства паровой обработки с нижней стороны полотна 3 может также быть выполнен в виде ленточного сита.
Вытяжные устройства 15а и 15b с обеих сторон вращающегося ленточного сита устройства для предварительной паровой обработки производят его очистку от волокон, стружки и тому подобных отложений, чтобы не допустить засорения пор или образования неровностей на поверхности плиты.
В устройстве предварительной паровой обработки могут предусматриваться различные датчики, соединенные с центральным устройством 16 управления. Это устройство управления регулирует подачу пара, температуру пара, скорость подачи ленточного сита 13 и исполнительного механизма 12 в зависимости от желаемого результата работы, толщины плиты и материала плиты.
Предварительно уплотненный волокнистый ковер 3 после увлажнения выходит из подающего ленточного конвейера 4 и через стол 5 поступает на главный пресс, который на чертеже изображен в виде каландрового пресса.
Обработанные паром волокна попадают, наконец, на главный пресс, состоящий из вращающейся стальной ленты 21 и прижимающегося к ней нагревательного барабана 22. Здесь происходит прессование при температуре, как правило, превышающей 150°С. Вращающаяся лента направляется роликами 23а-23с, натягивается роликом 23е и приводится в движение роликом 23f. Ролики 23а-23с и 23f направляют вращающуюся ленту 21, прижимая ее к большому контрнаправляющему барабану 22, который служит одновременно нагревательным барабаном. Для улучшения качества поверхности могут быть установлены дополнительные более широкие ролики 23g вокруг нагревательного барабана для дополнительного прижатия ленты 21.
Вместо каландрового пресса могут быть применены любые другие прессы, применимые в данной области техники, например двойной ленточный пресс.
Затем затвердевшее до состояния плиты волокнистое полотно 3 распиливается с помощью не показанного пильного станка и подводится к станции выдерживания. На станции выдерживания плиты выдерживаются, не соприкасаясь друг с другом. Так плиты охлаждаются.
В заключение из плит могут, например, создаваться панели. Для этого плиты могут, например, оклеиваться бумагой, распиливаться дальше и оснащаться посредством фрезерования соединительными элементами. Такие панели могут использоваться для покрытия стен или полов.
Изобретение относится к деревообрабатывающей промышленности. Устройство для паровой обработки движущегося относительно устройства полотна имеет отверстия для выхода пара, которые расположены на паровой головке, выполненной с возможностью направления парового импульса под косым углом относительно поверхности полотна. Между поверхностью полотна и отверстиями для выхода пара предусмотрено ленточное сито, движущееся синхронно с полотном, при этом паровой импульс может взаимодействовать с полотном через ленточное сито. Способ предназначен для оптимизации непрерывного процесса при изготовлении пластинчатого конструктивного элемента, который содержит древесные частицы, волокна стружки или опилки и твердеющее под воздействием тепла связующее. Способ включает изготовление нетканого материала, его предварительное прессование, в частности, без отверждения связующего, непрерывное прессование, при котором связующее в основном затвердевает, обработку паровым импульсом, который направляют под косым углом к поверхности нетканого материала через отверстия для выхода пара, расположенные на паровой головке, выполненной поворотной. 7 н. и 36 з.п. ф-лы, 1 ил.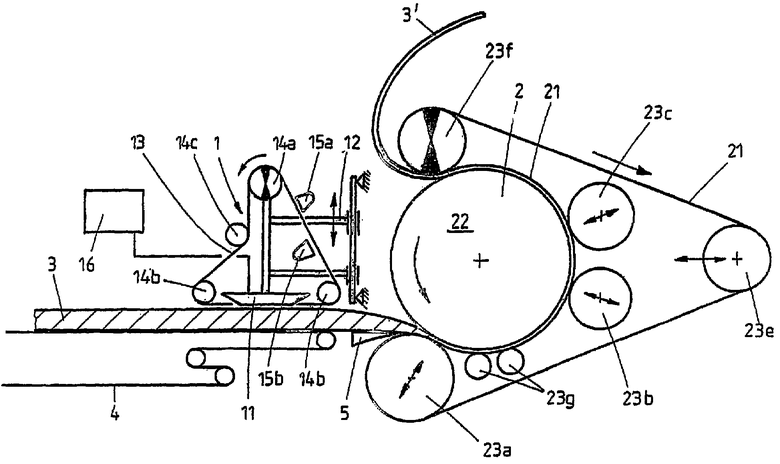
| DE 3914106 A1, 31.10.1990 | |||
| DE 2058820 A, 31.05.1972 | |||
| US 5433905 A, 18.07.1995 | |||
| SU 1833305 A3, 07.08.1993. |

