Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов.
Известны способы изготовления статора одновинтового насоса прессованием из резины с использованием формующих стержней с винтовой поверхностью (см., например, И. А. Чиняев. Роторные насосы. Ленинград, "Машиностроение", 1969, стр. 134; А.В. Хрылов. Одновинтовые насосы. Москва, Гостоптехиздат, 1962; Д. Ф. Балденко, М.Г. Бидман и др. Винтовые насосы, Москва, Машиностроение, 1982 г., стр. 124-126).
Известен также способ изготовления статора одновинтового насоса, включающий формование заготовки из эластичного материала в металлической гильзе с установкой сердечника, имеющего наружную двухзаходную винтовую поверхность, повторяющую конфигурацию проточного тракта статора (патент 2078998, кл. F 04 C 2/107, 1997 - прототип).
Практическое применение показало, что основным недостатком данных способов является недостаточная точность геометрических параметров проточного тракта изготавливаемых статоров, вследствие искажающего влияния разбросов по величине усадки эластичного материала при формовании заготовок. Это приводит к снижению качества изготовления статора и, как следствие, к ухудшению работоспособности одновинтового насоса.
Технической задачей данного изобретения является повышение качества изготовления статора одновинтового насоса за счет повышения точности геометрических параметров путем уменьшения влияния на них разбросов по величине усадки эластичного материала при формовании заготовок.
Технический результат достигается тем, что в способе изготовления статора винтового насоса, включающем формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной двухзаходной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, изготавливают ряд сердечников с наружной поверхностью, эквидистантной поверхности проточного тракта статора, и различного поперечного сечения, не превышающего поперечного сечения тракта статора, определяют на образцах величину усадки применяемого эластичного материала, после чего устанавливают в гильзу тот или иной сердечник, в зависимости от величины усадки эластичного материала, и производят формование, причем при наименьшей величине усадки эластичного материала устанавливают сердечник наибольшего поперечного сечения.
На фиг. 1 показан общий вид сердечника, на продольном сечении которого показан контур ряда сердечников с эквидистантной поверхностью.
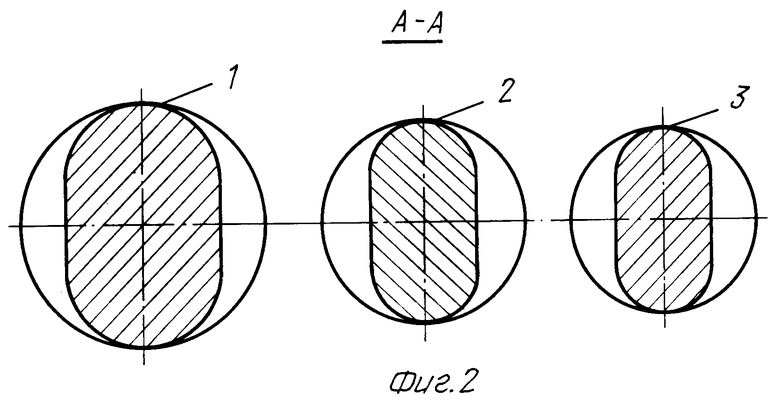
На фиг.2 представлено поперечное сечение ряда сердечников.
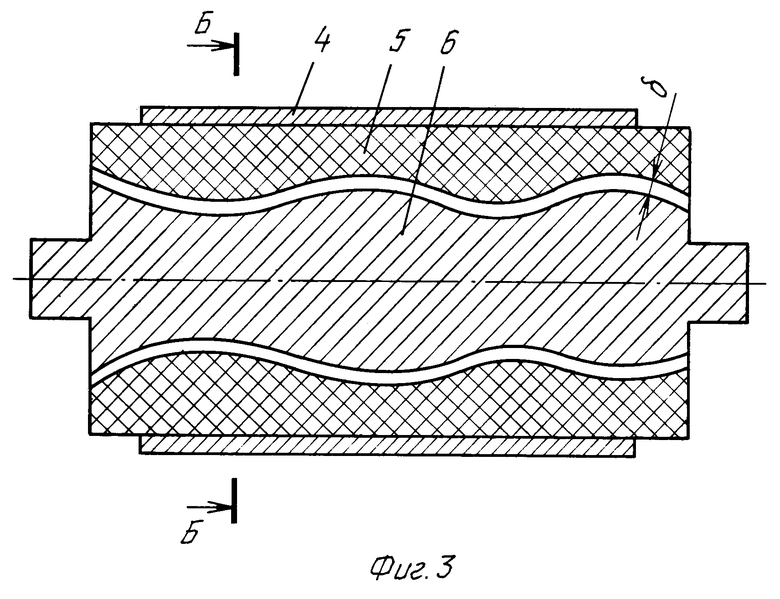
На фиг.3 представлено продольное сечение заготовки статора до извлечения сердечника.
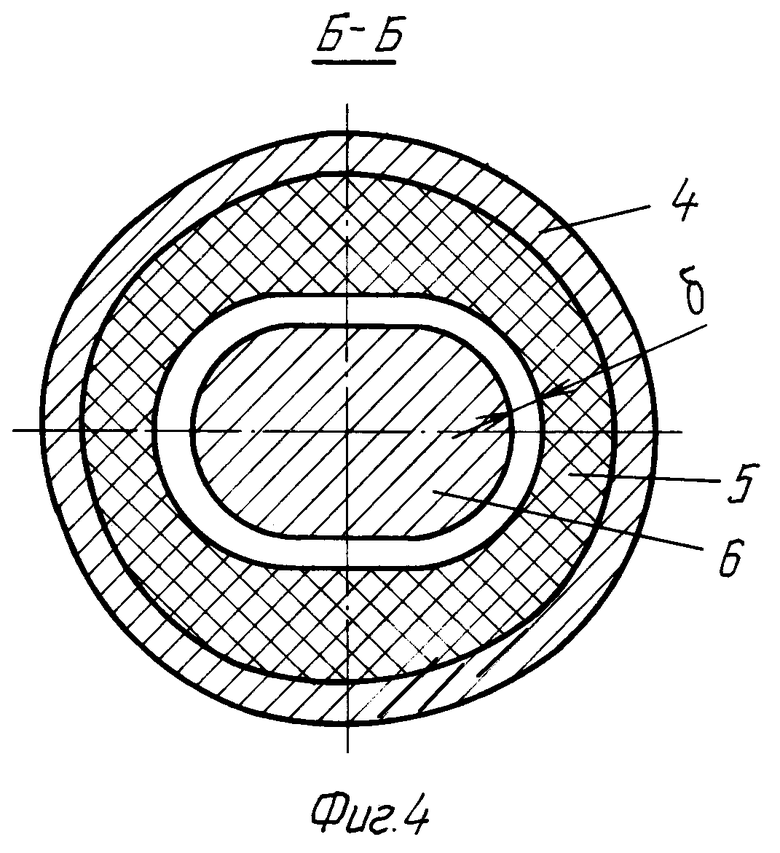
На фиг.4 показано поперечное сечение заготовки статора до извлечения сердечника.
Способ изготовления статора одновинтового насоса заключается в следующем. При подготовке технологической оснастки для производства одновинтовых насосов изготавливают ряд сердечников 1, 2, 3 с эквидистантной наружной поверхностью и соответственно различного поперечного сечения. При этом сечение наибольшего сердечника 1 не превышает разницу между требуемым поперечным сечением проточного тракта статора и минимальной величиной усадки, приведенной в паспорте на применяемый для формования эластичный материал, а сечение наименьшего сердечника 3 - не меньше разницы между требуемым поперечным сечением проточного тракта статора и максимальной величиной усадки, приведенной в паспорте на применяемый для формования эластичный материал.
В процессе производства статоров изготавливают образцы эластичного материала для каждой вновь поступившей партии. На образцах определяют процент усадки эластичного материала. В зависимости от величины усадки δ выбирают для формования заготовки статора сердечник соответствующего поперечного сечения.
Перед формованием производят подготовку внутренней поверхности металлической гильзы 4 и наружной поверхности сердечника 6. Гильзу 4 и сердечник 6 устанавливают в матрицу пресс-формы. В литниковую камеру пресс-формы закладывают эластичный материал, после чего усилием пресса формуют заготовку 5 статора, заполняя эластичным материалом полость между гильзой 4 и сердечником 6, и производят вулканизацию материала под действием температуры и давления. При охлаждении, в результате усадки эластичного материала, все точки внутренней поверхности полученной заготовки 5 переместятся на величину δ от сердечника 6 к гильзе 4, принимая требуемую конфигурацию проточного тракта статора.
После разборки пресс-формы помещают заготовку 5 статора с сердечником 6 в специальное приспособление, в котором из заготовки 5 статора выдавливают сердечник 6, придавая ему вращательно-поступательное движение под действием осевого усилия. Затем производят определение геометрических параметров статора.
Предлагаемое изобретение позволяет повысить точность геометрических параметров статора за счет учета искажающего влияния на них разбросов по величине усадки эластичного материала, применяемого для формования, и тем самым повысить качество изготовления статора одновинтового насоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2006 |
|
RU2325557C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОТОЧНОГО ТРАКТА СТАТОРА ВИНТОВОГО НАСОСА | 1999 |
|
RU2227849C2 |
| СТАТОР ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2516094C2 |
| ОДНОВИНТОВОЙ НАСОС, МУФТА ПРИВОДА РОТОРА ОДНОВИНТОВОГО НАСОСА | 2000 |
|
RU2195581C2 |
| ОДНОВИНТОВОЙ НАСОС, РОТОР ОДНОВИНТОВОГО НАСОСА, СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ СЕРДЕЧНИКА ПРЕСС-ФОРМЫ С ДВУХЗАХОДНОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 1993 |
|
RU2078998C1 |
| ОДНОВИНТОВОЙ НАСОС И ВАЛ РОТОРА ОДНОВИНТОВОГО НАСОСА | 1996 |
|
RU2131538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2498890C1 |
| ОДНОВИНТОВОЙ НАСОС | 2003 |
|
RU2247263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2500513C1 |
| ОДНОВИНТОВОЙ НАСОС | 2006 |
|
RU2324074C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении одновинтовых насосов. В способе изготовления статора винтового насоса, включающем формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника, с наружной двухзаходной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, изготавливают ряд сердечников с наружной поверхностью, эквидистантной поверхности проточного тракта статора. Сердечники изготавливают различного поперечного сечения, не превышающего поперечного сечения тракта статора. Определяют на образцах величину усадки применяемого эластичного материала, после чего устанавливают в гильзу тот или иной сердечник, в зависимости от величины усадки эластичного материала, и производят формование. Причем при наименьшей величине усадки эластичного материала устанавливают сердечник наибольшего поперечного сечения. Повышается точность геометрических параметров статора за счет учета искажающего влияния на них разбросов по величине усадки эластичного материала, применяемого для формования, и тем самым повышается качество изготовления статора одновинтового насоса. 4 ил.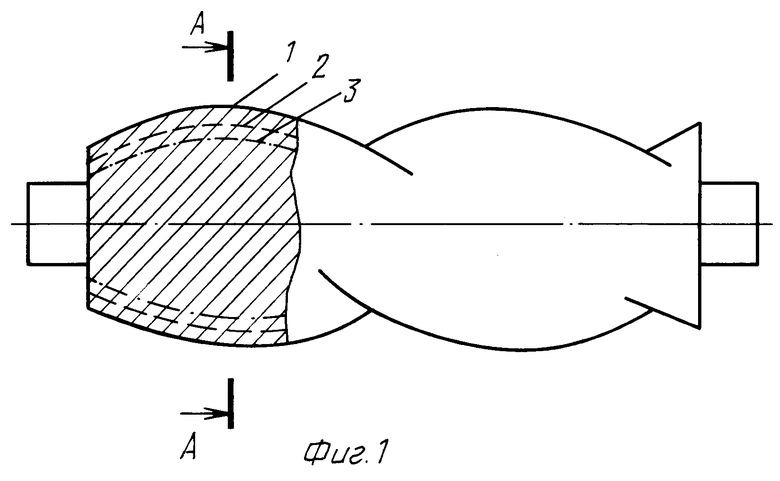
Способ изготовления статора одновинтового насоса, включающий формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной двухзаходной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, отличающийся тем, что изготавливают ряд сердечников с наружной поверхностью, эквидистантной поверхности проточного тракта статора, и различного поперечного сечения, не превышающего поперечного сечения тракта статора, определяют на образцах величину усадки применяемого эластичного материала, после чего устанавливают в гильзу тот или иной сердечник, в зависимости от величины усадки эластичного материала, и производят формование, причем при наименьшей величине усадки эластичного материала устанавливают сердечник наибольшего поперечного сечения.
| ОДНОВИНТОВОЙ НАСОС, РОТОР ОДНОВИНТОВОГО НАСОСА, СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ СЕРДЕЧНИКА ПРЕСС-ФОРМЫ С ДВУХЗАХОДНОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 1993 |
|
RU2078998C1 |
| RU 99126358 A, 10.09.2001 | |||
| RU 2073094 C1, 10.02.1997 | |||
| КОСМЕТИЧЕСКАЯ ИЛИ ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, ПРИМЕНЯЕМАЯ МЕСТНО | 2008 |
|
RU2464011C2 |
| Башенный кран | 1985 |
|
SU1273330A1 |

