Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов, предназначенных для перекачивания различных составов в строительной, нефтехимической, химической, пищевой и других отраслях промышленности.
Известны способы изготовления статора одновинтового насоса с использованием формующих стержней с винтовой поверхностью (см., например, И.А.Чиняев. Роторные насосы. Ленинград, "Машиностроение", 1969 г., стр.134; А.В.Крылов. Одновинтовые насосы. Москва, Гостоптехиздат, 1962 г.; Д.Ф.Балденко, М.Г.Бидман и др. Винтовые насосы. Москва, Машиностроение, 1982 г., стр.124-126).
Известен также способ изготовления статора одновинтового насоса, включающий формование заготовки из эластичного материала в металлической гильзе с установкой сердечника, имеющего наружную двухзаходную винтовую поверхность, повторяющую конфигурацию проточного статора (патент №2078998, кл. F04С 2/107, 1997).
Практическое применение показало, что основным недостатком данных способов является недостаточная точность геометрических параметров проточного тракта по длине изготовляемых статоров вследствие искажающего влияния разбросов по величине усадки эластичного материала при формовании заготовок. Это приводит к снижению качества изготовления статора и, как следствие, к ухудшению работоспособности одновинтового насоса.
За прототип принят способ, описанный в патенте №2215188, кл. 7 F04С 2/107, 2002 г. В данном способе изготовления статора одновинтового насоса, включающем формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной двухзаходной винтовой поверхностью, повторяющей конфигурацию проточного тракта и различного поперечного сечения, не превышающего поперечное сечение тракта статора, определяют на образцах величину усадки применяемого эластичного материала, после чего устанавливают в гильзу тот или иной сердечник в зависимости от величины усадки эластичного материала и производят формование, причем при наименьшей величине усадки эластичного материала устанавливают сердечник наибольшего поперечного сечения.
Основным недостатком данного способа является ухудшение технологичности (вводятся дополнительные операции при формовании статора), увеличение трудоемкости процесса (необходимы дополнительные затраты на изготовление набора сердечников), а также не достигается повышение точности геометрических размеров при больших длинах (для получения высокого давления нагнетания) статора (данные по усадке образцов не совпадают с фактическими усадками статора по ее длине). Высокое давление нагнетания может быть обеспечено только использованием составных статоров из нескольких секций, однако такая сборка статоров по винтовой линии не обеспечивает заданных геометрических характеристик составного статора, а наличие застойных зон в местах стыка составных секций статора не позволяет использовать насос для транспортирования пожаро- и взрывоопасных сред.
Технической задачей данного изобретения является устранение данных недостатков, а именно использование насоса для транспортирования пожаро- и взрывоопасных сред, получение высокого давления нагнетания, снижение трудоемкости процесса изготовления статора, повышение точности изготовления статора большой длины.
Технический результат достигается тем, что в способе изготовления статора винтового насоса, включающем формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, изготавливают дополнительно одну или несколько металлических гильз, проводят формование заготовки статора из эластичного материала, после вулканизации заготовки статора с помощью толкателя и съемника производят извлечение сердечника из заготовки статора на длину менее длины гильзы, после чего, перевернув пресс-форму, присоединяют вторую гильзу к первой и производят повторно заливку и вулканизацию.
Для последующего наращивания длины заготовки статора процедуру повторяют тем же способом.
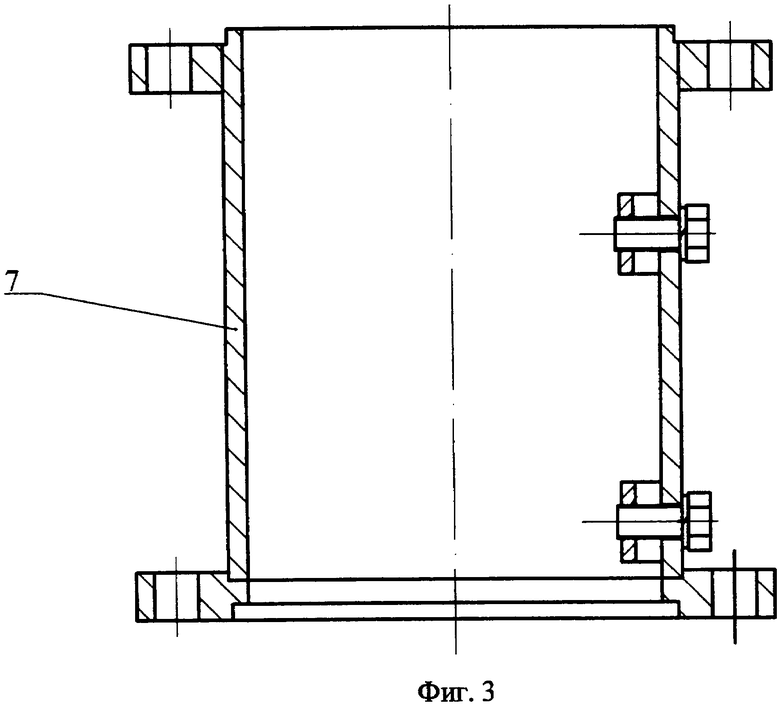
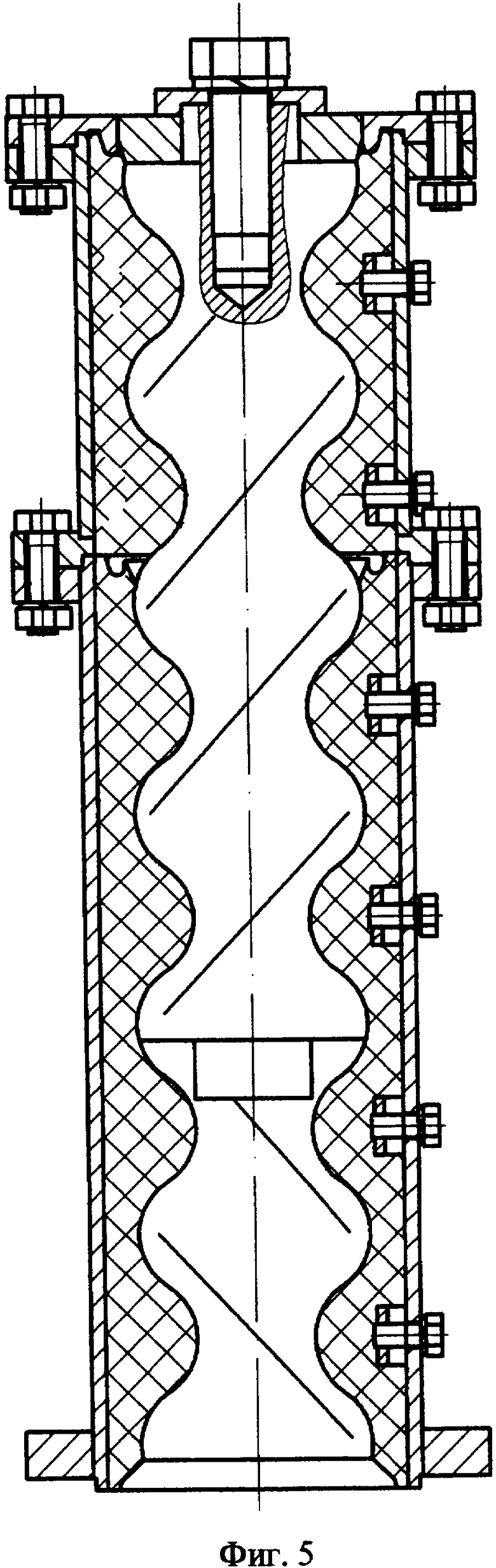
На фиг.1 показан общий вид пресс-формы с первой гильзой с залитым в ней эластичным материалом. На фиг.2 представлена пресс-форма с выдавленным из нее сердечником. На фиг.3 изображена вторая гильза. На фиг.4 показан общий вид пресс-формы с установленной на ней второй гильзой. На фиг.5 показан общий вид пресс-формы с установленной на ней дополнительной гильзой с залитым в них эластичным материалом.
Способ изготовления статора одновинтового насоса заключается в следующем. При подготовке производства заготовки статора берут ряд гильз - каждая длиной менее длины сердечника. Перед формованием (см. Фиг 1.) производят обработку антиадгезивом внутренней поверхности металлической гильзы 1 и наружной поверхности сердечника 2. Сердечник закрепляют с помощью нижнего 3 и верхнего 4 фланцев в металлической гильзе. Полость между гильзой и сердечником заполняют эластичным материалом и производят вулканизацию материала под действием температуры. После охлаждения материала производят (см. Фиг.2) снятие нижнего фланца 3 и извлечение сердечника из заготовки статора с помощью толкателя 5 и толкателя 6 на длину менее длины гильзы. Затем, перевернув пресс-форму, закрепляют следующую гильзу 7 (см. Фиг.3), к которой прикрепляется нижний фланец 3. После этого полость между дополнительной гильзой и сердечником (см. Фиг.5) заполняют эластичным материалом и производят вулканизацию материала. Для последующего наращивания длины заготовки статора процедуру повторяют тем же способом.
Предлагаемое изобретение позволяет получить длину заготовки статора с гладкой повторяющейся винтовой внутренней поверхностью больше чем длина сердечника, повысить высокие давление нагнетания для транспортирования пожаро- и взрывоопасных сред, а также снизить трудоемкость процесса его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2002 |
|
RU2215188C1 |
| СТАТОР ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2516094C2 |
| ОДНОВИНТОВОЙ НАСОС, РОТОР ОДНОВИНТОВОГО НАСОСА, СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ СЕРДЕЧНИКА ПРЕСС-ФОРМЫ С ДВУХЗАХОДНОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 1993 |
|
RU2078998C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОТОЧНОГО ТРАКТА СТАТОРА ВИНТОВОГО НАСОСА | 1999 |
|
RU2227849C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2500513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2498890C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Одновинтовой насос | 1990 |
|
SU1772423A1 |
| ОДНОВИНТОВОЙ НАСОС | 2003 |
|
RU2247263C2 |
| ОДНОВИНТОВОЙ НАСОС И ВАЛ РОТОРА ОДНОВИНТОВОГО НАСОСА | 1996 |
|
RU2131538C1 |


Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов, предназначенных для перекачивания различных составов в строительной, нефтехимической, химической, пищевой и других отраслях промышленности. В способе изготовления статора винтового насоса, включающем формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, изготавливают дополнительно одну или несколько металлических гильз, проводят формование заготовки статора из эластичного материала, после вулканизации заготовки статора с помощью толкателя и съемника производят извлечение сердечника из заготовки статора на длину менее длины гильзы, после чего присоединяют вторую гильзу к первой и производят повторно заливку и вулканизацию. Для последующего наращивания длины заготовки статора процедуру повторяют тем же способом. Обеспечивается возможность использования насоса для транспортирования пожаро- и взрывоопасных сред, получения высокого давления нагнетания, снижается трудоемкость процесса изготовления статора, повышается точность изготовления статора большой длины. 5 ил.
Способ изготовления статора одновинтового насоса, включающий формование заготовки из эластичного материала в металлической гильзе с установкой по ее оси сердечника с наружной двухзаходной винтовой поверхностью, повторяющей конфигурацию проточного тракта статора, отличающийся тем, что изготавливают дополнительно одну или несколько металлических гильз, проводят формование заготовки статора из эластичного материала, после вулканизации заготовки статора с помощью толкателя и съемника извлекают сердечник из заготовки статора на длину менее длины гильзы, после чего присоединяют вторую гильзу к первой и производят заливку и вулканизацию следующей гильзы эластичным материалом, после чего для последующего наращивания длины заготовки статора процедуру повторяют тем же способом.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2002 |
|
RU2215188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2002 |
|
RU2219055C2 |
| JP 11006485 A, 12.01.1999 | |||
| US 3975121 A, 17.08.1976 | |||
| US 5832604 A, 10.11.1998. | |||

