Изобретение относится к области машиностроения и может быть использовано при разработке и изготовлении статора одновинтовых насосов.
В настоящее время широко применяются одновинтовые насосы различного назначения, работающие в тяжелых условиях эксплуатации и в агрессивных средах.
Высокая работоспособность одновинтовых насосов во многом определяется надежной работой статора.
С увеличением давления в одновинтовом насосе возрастает реактивный момент, передаваемый статором, и появляются большие силы трения между ротором и статором, что приводит к возникновению значительных по величине инерционных сил, действующих на обкладку статора в зоне ее сцепления с остовом.
Качественное изготовление статора является одной из основных проблем в создании одновинтовых насосов.
В настоящее время при изготовлении статора одновинтового насоса производят запрессовку эластомера в полость между остовом и установленным по его оси технологическим знаком, формирующим обкладку с винтовым каналом, вулканизацию эластомера обкладки под действием температуры и давления и выдавливание знака из обкладки.
При выдавливании технологического знака из обкладки после запрессовки эластомера придают знаку вращательно-поступательное движение под действием осевой силы, при этом усилия, действующие на обкладку статора, могут быть значительными.
Известны конструкции статора одновинтового насоса, содержащие металлический остов и запрессованную в него эластичную обкладку с винтовым каналом (см., например, Д.Ф. Балденко и др. Одновинтовые насосы. - М.: ООО «ИРЦ Газпром», 2005, стр.107-110).
Практическое применение известной конструкции статора показало, что она обладает недостаточно высокой прочностью сцепления эластомера обкладки с внутренней поверхностью остова, при этом возможно наличие скрытых участков отслоений и нарушений целостности эластомера по границе «обкладка-остов», образующихся при изготовлении статора.
Эти недостатки могут приводить в процессе эксплуатации к смещению обкладки относительно остова и к последующему разрушению статора и выходу одновинтового насоса из строя.
Известна также конструкция статора одновинтового насоса, содержащая металлический остов и эластичную обкладку с винтовым каналом (см. RU 2402693), являющаяся наиболее близким аналогом предлагаемого технического решения.
Остов статора состоит из полого корпуса и установленной в нем с зазором гильзы с запрессованной в нее эластичной обкладкой.
В известной конструкции обеспечивается достаточно прочное скрепление гильзы с полым корпусом, однако наличие промежуточной гильзы усложняет конструкцию статора.
В этой конструкции не исключается возможность нарушения целостности эластомера по границе «обкладка-гильза» со смещением обкладки относительно гильзы остова и частичным разрушением обкладки статора в процессе эксплуатации, так как при работе одновинтового насоса на торец обкладки статора со стороны области высокого давления (со стороны нагнетательной камеры одновинтового насоса) действуют значительные по величине силы давления, а прочность скрепления обкладки с гильзой статора (без внесения дополнительных конструктивных изменений) может оказаться недостаточной.
Кроме того, при изготовлении статора известной конструкции в процессе извлечения технологического знака из обкладки прочность сцепления вулканизованного эластомера обкладки с внутренней поверхностью остова статора может также оказаться недостаточно высокой, что приведет к механическим повреждениям эластичной обкладки и наличию участков отслоений обкладки от металла гильзы остова, при этом существенно снижается качество изготовленного статора.
Таким образом, недостаточно высокая прочность сцепления обкладки известной конструкции статора с внутренней поверхностью остова (гильзы остова), в конечном итоге, приводит к снижению работоспособности статора, к ухудшению качества изготовления статора, к ухудшению эксплуатационных характеристик одновинтового насоса и снижению его долговечности, делает невозможным длительное использование насоса с известным статором для перекачивания агрессивных сред.
Технической задачей данного изобретения является повышение работоспособности статора одновинтового насоса и улучшение качества изготовления за счет увеличения прочности скрепления эластичной обкладки с металлическим остовом.
Технический результат достигается тем, что в статоре одновинтового насоса, содержащем металлический остов и запрессованную в него эластичную обкладку с винтовым каналом, внутренняя поверхность остова у торца со стороны нагнетательной камеры одновинтового насоса выполнена меньшего диаметра, с образованием уступа в зоне сопряжения с внутренней поверхностью большего диаметра, на которой выполнена заполненная эластомером эластичной обкладки винтовая канавка.
Винтовая канавка на внутренней поверхности остова выполнена П-образного профиля.
Винтовая канавка на внутренней поверхности остова выполнена с тем же направлением витков, что и канал эластичной обкладки.
Канал эластичной обкладки выполнен в виде двухзаходной винтовой поверхности с правым направлением вращения.
Выполнение внутренней поверхности остова у торца, со стороны нагнетательной камеры одновинтового насоса, меньшего диаметра, чем остальная поверхность, с образованием в зоне сопряжения с внутренней поверхностью большего диаметра уступа, позволяет уменьшить усилие, действующее на торец обкладки статора со стороны области высокого давления при работе одновинтового насоса, так как при наличии уступа уменьшается площадь торца обкладки, на которую действуют силы давления, что, соответственно, повышает работоспособность статора.
Кроме того, наличие уступа на поверхности остова дополнительно препятствует возможности перемещения обкладки относительно остова под действием осевого усилия в сторону уступа и тем самым уменьшает напряжения сдвига по границе «остов-обкладка» в процессе извлечения технологического знака из запрессованного эластомера обкладки при изготовлении статора.
Выполнение на внутренней поверхности остова статора винтовой канавки позволяет повысить прочность скрепления обкладки с остовом за счет увеличения поверхности их сцепления после заполнения канавки остова эластомером обкладки.
Наилучшим, с точки зрения обеспечения требуемой прочности сцепления эластомера обкладки с остовом и простоты изготовления самой канавки, является выполнение канавки П-образного профиля.
Расположение канавки по винтовой линии с направлением витков, совпадающим с направлением витков канала эластомера, и, соответственно, совпадающим с направлением винтовой поверхности ротора, обеспечивает передачу сил, действующих на обкладку статора при вращении ротора, в направлении по винтовой линии канавки, что позволяет уменьшить отрывные напряжения эластомера обкладки в зоне канавки остова.
Заполнение при изготовлении статора канавки остова эластомером, образующим совместно с эластомером обкладки единый массив, позволяет получить монолитную структуру статора, содержащего обкладку, прочно скрепленную с остовом.
Выполнение канала эластомера статора в виде двухзаходного винта с правым направлением вращения является наиболее предпочтительным в изготавливаемых на предприятии одновинтовых насосах.
Совокупность существенных признаков предлагаемого технического решения является новой и позволяет повысить работоспособность статора, улучшить эксплуатационные характеристики одновинтового насоса и повысить его долговечность.
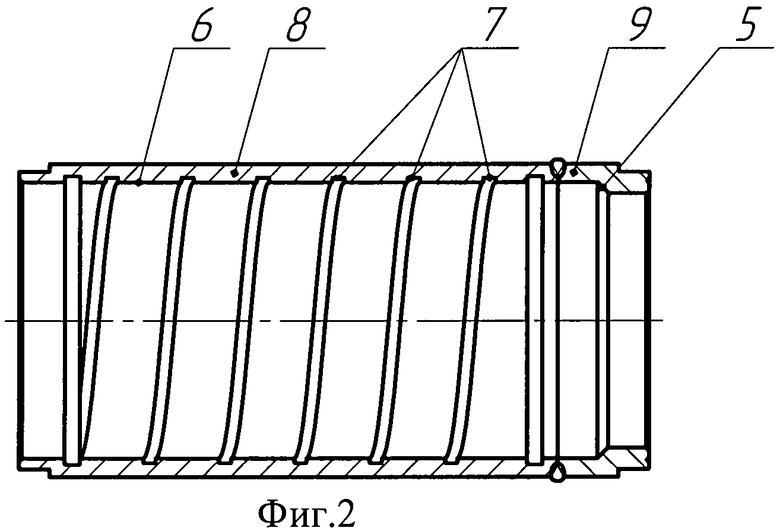
На фиг.1. приведено продольное сечение статора одновинтового насоса.
На фиг.2. приведено продольное сечение остова статора.
Статор одновинтового насоса состоит из металлического остова 1 и эластичной обкладки 2.
Эластичная обкладка 2 образована из запрессованного в остов 1 эластомера и содержит винтовой канал 3.
Внутренняя поверхность 4 остова 1 у торца со стороны нагнетательной камеры одновинтового насоса выполнена меньшего диаметра, с образованием уступа 5 в зоне сопряжения с внутренней поверхностью 6 большего диаметра.
На внутренней поверхности 4 остова 1 выполнена расположенная по винтовой линии канавка 7, П-образного профиля, заполненная эластомером, образующим совместно с эластомером обкладки 2 единый массив.
Направление витков канавки 7 остова 1 совпадает с направлением витков канала 3 обкладки 2.
Канал 3 обкладки 2 статора выполнен в виде двухзаходной винтовой поверхности с правым направлением вращения.
При изготовлении остова 1 (см. фиг.2) статора на внутренней поверхности 6 обоймы 8 выполняют расположенную по винтовой линии канавку 7.
Изготовляют втулку 9 меньшего внутреннего диаметра, чем внутренний диаметр обоймы 8, и приваривают втулку 9 к торцу обоймы 8 с образованием в зоне стыка уступа 5.
Производят подготовку внутренних поверхностей остова 1 дробеструйной обработкой и наносят клей.
Затем помещают остов 1 в пресс-форму и устанавливают по оси остова 1 технологический металлический знак, с наружной винтовой поверхностью, соответствующий конфигурации проточного тракта обкладки 2 статора.
После чего запрессовывают эластомер в полость между остовом 1 и технологическим знаком, при этом эластомер заполняет канавку 7 и охватывает уступ 5, образуя единый массив эластичной обкладки 2.
После извлечения остова 1 из пресс-формы выкручивают технологический знак из винтового канала 3 эластичной обкладки 2 и определяют геометрические параметры готового статора.
Установку статора в одновинтовой насос производят торцом с уступом со стороны нагнетательной камеры.
Разработанная конструкция статора проста и технологична в изготовлении, применяется в разработанных на предприятии обладающих высокой надежностью работы одновинтовых насосах, используемых для перекачки агрессивных сред и работающих в тяжелых условиях эксплуатации.
Предлагаемое изобретение позволяет обеспечить повышенную работоспособность статора в составе одновинтового насоса и улучшить качество изготовления, что подтверждено практическим применением в течение длительного времени эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ ДЛЯ БУРЕНИЯ СКВАЖИН | 2017 |
|
RU2673479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2500513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2498890C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СТАТОР ВИНТОВОГО ДВИГАТЕЛЯ | 2010 |
|
RU2441126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2006 |
|
RU2325557C1 |
| Статор винтового героторного насоса | 2022 |
|
RU2800620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2002 |
|
RU2215188C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2375583C1 |
Изобретение относится к области машиностроения и может быть использовано при разработке и изготовлении статора одновинтовых насосов. Статор одновинтового насоса содержит металлический остов 1 и запрессованную в него эластичную обкладку 2 с винтовым каналом 3. Внутренняя поверхность 4 остова 1 у торца со стороны нагнетательной камеры одновинтового насоса выполнена меньшего диаметра, с образованием уступа 5 в зоне сопряжения с внутренней поверхностью 6 большего диаметра, на которой выполнена заполненная эластомером эластичной обкладки винтовая канавка 7. Изобретение направлено на обеспечение повышенной работоспособности статора в составе одновинтового насоса и улучшение качества изготовления. 3 з.п. ф-лы, 2 ил.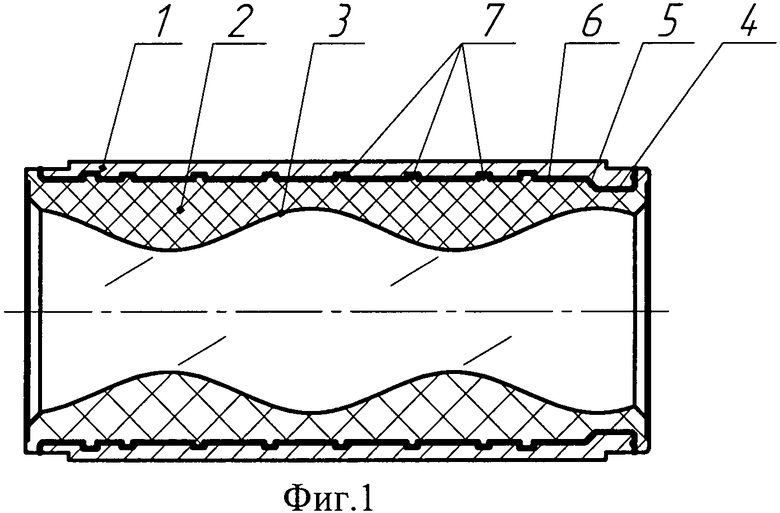
1. Статор одновинтового насоса, содержащий металлический остов и запрессованную в него эластичную обкладку с винтовым каналом, отличающийся тем, что внутренняя поверхность остова у торца со стороны нагнетательной камеры одновинтового насоса выполнена меньшего диаметра, с образованием уступа в зоне сопряжения с внутренней поверхностью большего диаметра, на которой выполнена заполненная эластомером эластичной обкладки винтовая канавка.
2. Статор одновинтового насоса по п.1, отличающийся тем, что винтовая канавка на внутренней поверхности остова выполнена П-образного профиля.
3. Статор одновинтового насоса по п.1, отличающийся тем, что винтовая канавка на внутренней поверхности остова выполнена с тем же направлением витков, что и канал эластичной обкладки.
4. Статор одновинтового насоса по п.1, отличающийся тем, что канал эластичной обкладки выполнен в виде двухзаходной винтовой поверхности с правым направлением вращения.
| ОДНОВИНТОВАЯ ГИДРАВЛИЧЕСКАЯ МАШИНА | 2009 |
|
RU2402693C1 |
| СЛОЕВОЙ СТАТОР ВИНТОВОЙ ГИДРОМАШИНЫ (ВАРИАНТЫ), ПРЕСС-ФОРМА И СПОСОБ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2417300C1 |
| DE 3218714 A1, 24.11.1983 | |||
| DE 3322095 A1, 20.12.1984 | |||
| US 7316548 B2, 08.01.2008 | |||

